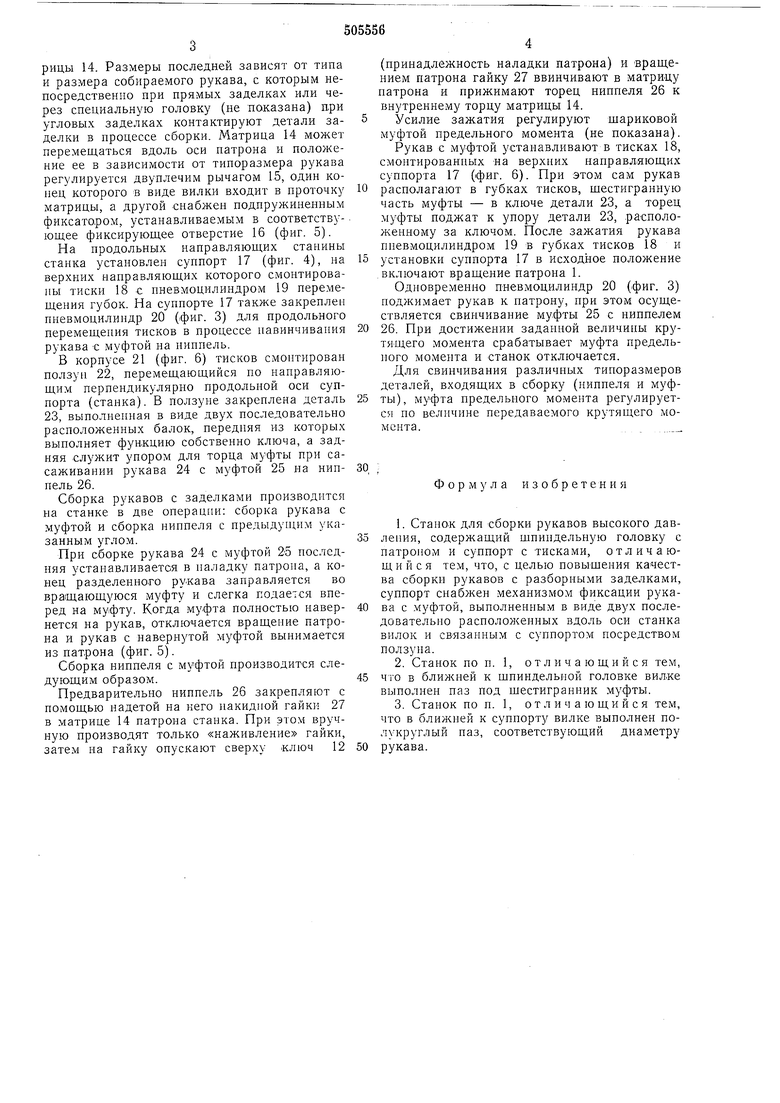
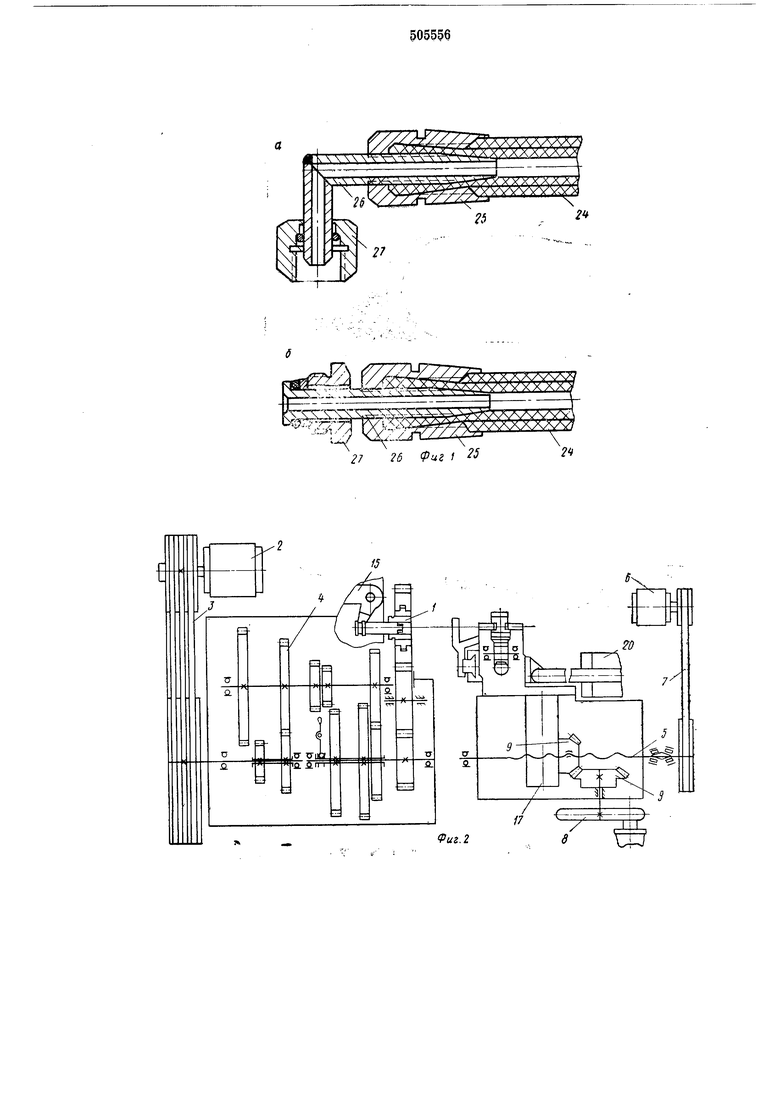
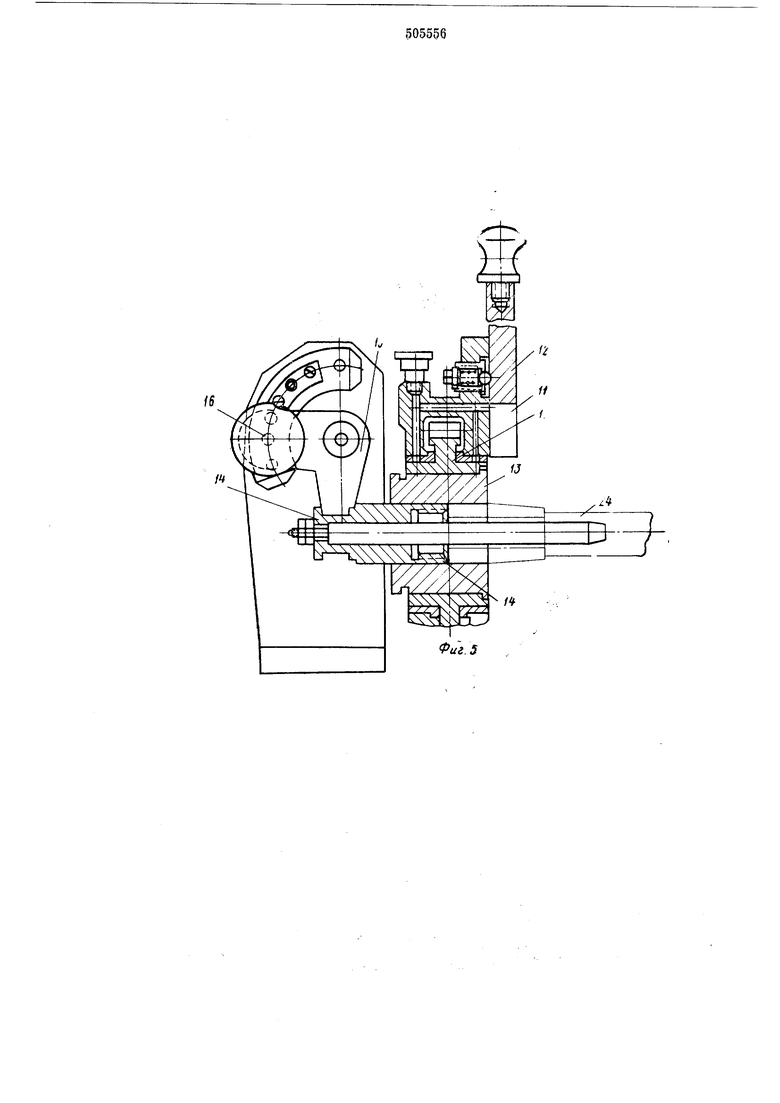
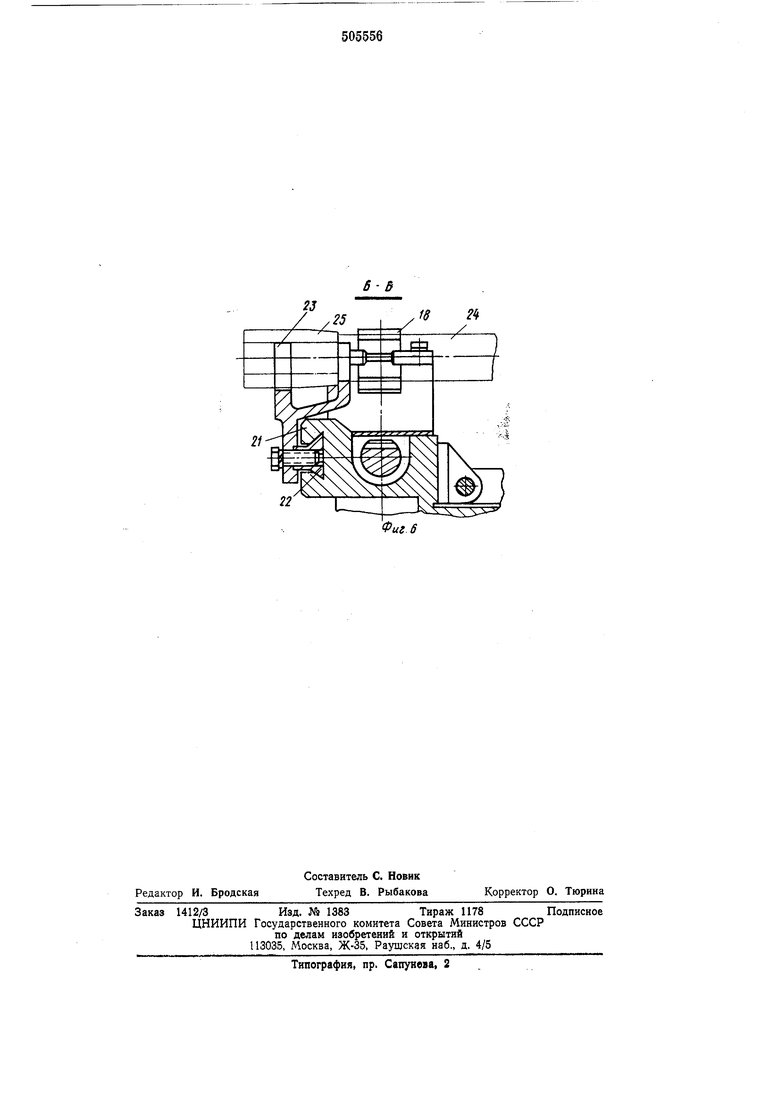
РИДЫ 14. Размеры последней зависят от типа и размера собираемого рукава, с которым иепосредственпо при прямых заделках или через специальную головку (не показана) при угловых заделках контактируют детали заделки в процессе сборки. Матрица 14 может перемещаться вдоль оси патрона и положение ее в зависимости от типоразмера рукава регулируется двуплечим рычагом 15, один конец которого в виде вилки входит в нроточку матрицы, а другой снабжен подпружиненным фиксатором, устанавливаемым в соответствующее фиксирующее отверстие 16 (фиг. 5). На продольных направляющих станины станка установлен суппорт 17 (фиг. 4), на верхних направляющих которого смонтированы тиски 18 с пневмоцилиндром 19 перемещения губок. На суппорте 17 также закреплен пневмоцилиндр 20 (фиг. 3) для продольного перемещения тисков в процессе навинчивания рукава € муфтой на ниппель. В корпусе 21 (фиг. 6) тисков смонтирован ползун 22, перемещающийся но направляющим перпендикулярно продольной оси суппорта (станка). В ползуне закреплена деталь 23, выполненная в виде двух последовательно расположенных балок, передняя из которых выполняет функцию собственно ключа, а задняя служит упором для торца муфты при сасаживании рукава 24 с муфтой 25 на ниппель 26. Сборка рукавов с заделками производится на станке в две операции: сборка рукава с муфтой н сборка ниппеля с нредыдуп;нм указанным углом. При сборке рукава 24 с муфтой 25 носледпяя устанавливается в наладку патрона, а конец разделенного рукава заправляется во вращающуюся муфту и слегка подается вперед на муфту. Когда муфта полностью навернется на рукав, отключается вращение патрона и рукав с навернутой муфтой вынимается из патрона (фиг. 5). Сборка ниппеля с муфтой производится следующим образом. Предварительно ниппель 26 закрепляют с помощью надетой на него накидной гайки 27 в матрице 14 патрона станка. При этом вручную производят только «наживление гайки, затем па гайку опускают сверху ключ 12 (принадлежность наладки патрона) и вращением патрона гайку 27 ввинчивают в матри цу патрона и прижимают торец ниппеля 26 к внутреннему торцу матрицы 14. Усилие зажатия регулируют шариковой муфтой предельного момента (не показана). Рукав с муфтой устанавливают в тисках 18, смонтированных на верхних направляющих суппорта 17 (фиг. 6). При этом сам рукав располагают в губках тисков, щестигранную часть муфты - в ключе детали 23, а торец муфты поджат к упору детали 23, расположенному за ключом. После зажатия рукава пневмоцилиндром 19 в губках тисков 18 и установки суппорта 17 в исходное положение .включают вращение патрона 1. Одновременно пневмоцилиндр 20 (фиг. 3) поджимает рукав к патрону, при этом осуществляется свинчивание муфты 25 с ниппелем 26. При достижении заданной величины крутящего момента срабатывает муфта предельного момента и станок отключается. Для свинчивания различных типоразмеров деталей, входящих в сборку (ниппеля и муфты), муфта предельного момента регулируется по величине передаваемого крутящего момента. Формула изобретения 1. Станок для сборки рукавов высокого давлення, содержащий шпиидельную головку с патроном и суппорт с тисками, отличающийся тем, что, с целью повыщения качества сборки рукавов с разборными заделками, суппорт снабжен механизмом фиксации рукава с муфтой, выполненным в виде двух последовательно расположенных вдоль оси станка вилок и связанным с суппортом посредством ползуна. 2.Станок по п. 1, отличающийся тем, что в к щпиндельной головке вил.ке выполнен паз под щестигранник муфты. 3.Станок но н. 1, отличающийся тем, что в ближней к суппорту вилке выполнен поукруглый наз, соответствующий диаметру укава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК-ПОЛУАВТОМАТ для СБОРКИ КОНЦЕВЫХ ПРИСОЕДИНЕНИЙ РЕЗИНОВЫХ РУКАВОВ11ДГЕ?!ТН6-ТЕХЙ8М?С»»1 | 1973 |
|
SU378329A1 |
| РАЗБОРНАЯ ЗАДЕЛКА РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2084746C1 |
| МНОГОПОЗИЦИОННЫЙ ГИДРОСТЕНД для | 1971 |
|
SU317940A1 |
| Механизм для подрезки упорных торцов замковых соединительных элементов с замковой резьбой | 1970 |
|
SU365211A1 |
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| Захват к устройству для сборки резьбовых соединений | 1982 |
|
SU1063576A1 |
| Станок для ремонта рифленых цилиндров прядильных и ровничных машин | 1973 |
|
SU458417A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| ШЛАНГОВОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО СБОРКИ | 2004 |
|
RU2258860C1 |
24
27 26 Фиг 1 5
A - A
i3
(Pug.J
18
Фиг. 5
22
18 2f
