(51) УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ полосовых
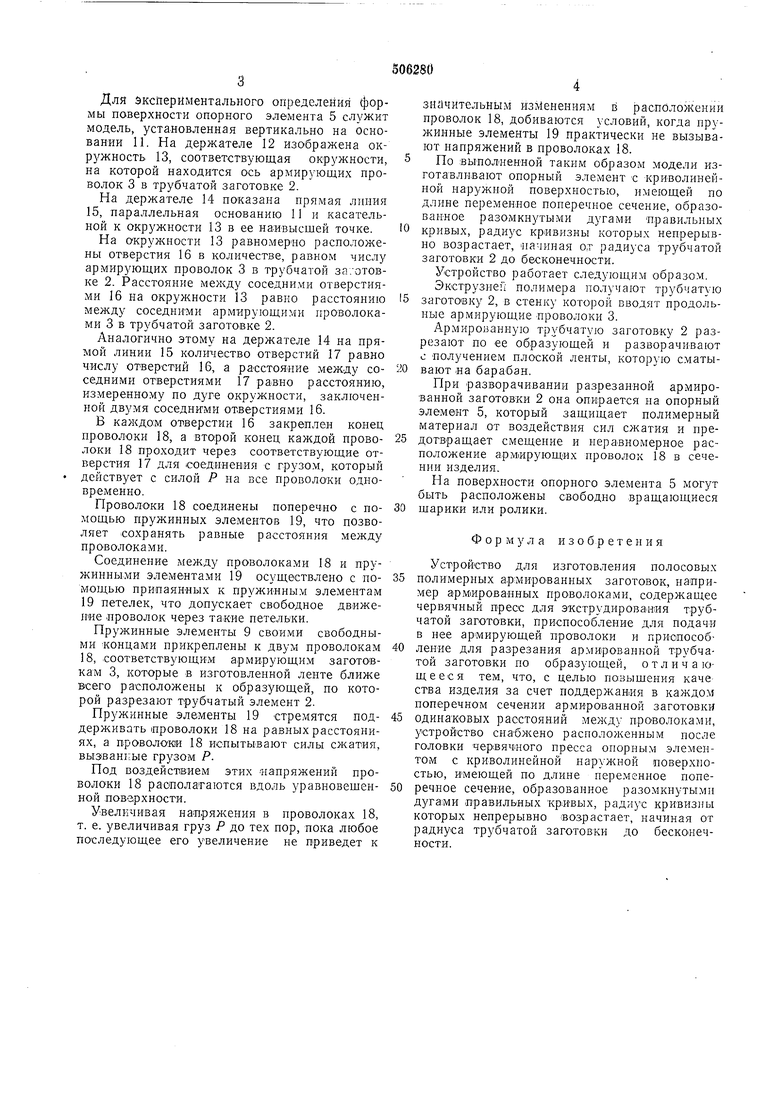
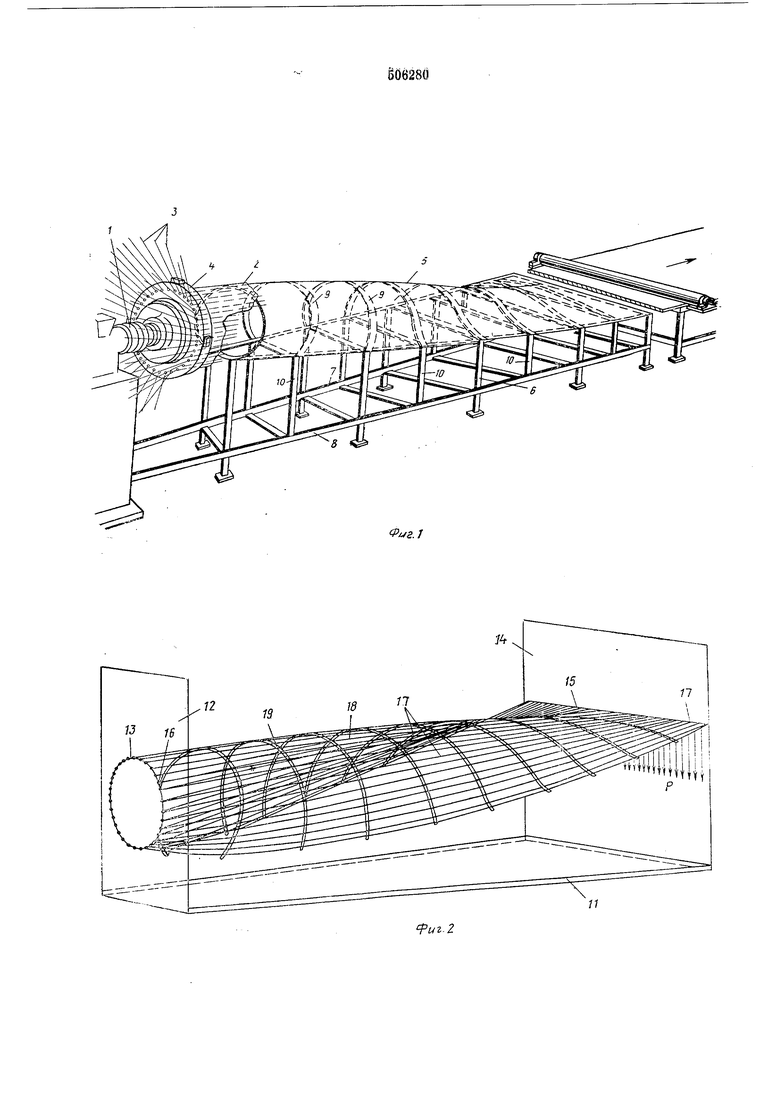
ПОЛИМЕРНЫХ АРМИРОВАННЫХ ЗАГОТОВОК Для экспериментального определения формы поверхности опорного элемента 5 служит модель, установленная вертикально на основании 11. На держателе 12 изображена окружность 13, соответствующая окружности, на которой находится ось армирующих ироволок 3 в трубчатой заготовке 2. На держателе 14 показана прямая линия 15, параллельная основанию 11 и касательной к окружности 13 в ее наивысшей точке. На окружности 13 равномерно расположены отверстия 16 в количестве, равном числу армирующих проволок 3 в трубчатой за;отовке 2. Расстояние между соседними отверстиями 16 на окрул ности 13 равно расстоянию между соседними армирующими проволоками 3 в трубчатой заготовке 2. Аналогично этому на держателе 14 на прямой линии 15 количество отверстий 17 равно числу отверстий 16, а расстояние между соседними отверстиями 17 равно расстоянию, измеренному по дуге окружности, заключенной двумя соседними отверстиями 16. В каждом от1верстии 16 закреплен конец проволоки 18, а второй конец каждой проволоки 18 проходит через соответствующие отверстия 17 для соединеЕия с грузом, который действует с силой Р па все проволочки одновременно. Проволоки 18 соединены поперечно с помощью пружинных элементов 19, что позволяет сохранять равные расстояния между проволоками. Соединение между проволоками 18 и пружинными элементами 19 осуществлено с иомоп1.ью припаянных к пружинным элементам 19 петелек, что допускает свободное движение проволок через такие петельки. Пружинные элементы 9 своими свободными Концами прикреплены к двум проволокам 18, соответствующим армирующим заготовкам 3, которые в изготовлепной ленте ближе в-сего расположены к образующей, по которой разрезают трубчатый элемент 2. Пружинные элементы 19 стремятся поддерживать проволоки 18 на равных расстояниях, а провоЛОюи 18 испытывают силы сжатия, выэван1;ые грузом Р. Под воздействием этих напряжений проволоки 18 располагаются вдоль уравновещенной поверхности. Увеличивая напряжения в проволоках 18, т. е. увеличивая груз Р до тех пор, пока любое последующее его увеличение не приведет к значительным изменениям в расположении проволок 18, добиваются условий, когда пружинные элементы 19 практически не вызывают иапряжений в проволоках 18. По выполненной таким образом модели изготавливают опорный элемент с криволинейной наружной поверхностью, имеющей по длине переменное поперечное сечение, образованное разомкнутыми дугами правильных кривых, радиус кривизны которых непрерывно возрастает, начиная о,т радиуса трубчатой заготовки 2 до бесконечности. Устройство работает следующим образом. Экструзиеп полимера получают трубчатую заготовку 2, в cTeHJcy которой вводят продольные армирующие проволоки 3. Армированную трубчатую заготовку 2 разрезают по ее образующей и разворачивают о получением плоской ленты, которую сматывают на барабан. При разворачивании разрезанной армированной заготовки 2 она опирается па опорный элемент 5, который защищает полимерный материал от воздействия сил сжатия и предотвращает смещение и неравномерное расположение армирующих проволок 18 в сечении изделия. Па поверхности опорного элемента 5 могут быть расположены свободно вращающиеся шарики или ролики. Формула изобретения Устройство для изготовления полосовых полимерных армированных заготовок, например армированных проволоками, содержащее червячный пресс для экструдироваНия трубчатой заготовки, приспособление для подачи в нее армирующей проволоки и приспособление для разрезания армированной трубчатой заготовки по образующей, отличающееся тем, что, с целью по:вышения каче ства изделия за счет поддержания в каждом поперечном сечении армированной заготовки одинаковых расстояЕий между проволоками, устройство снаблсено расположенным после головки червячного пресса опорпым элементом с криволинейной наружной поверхностью, имеющей по длине пере.менное поперечное сечение, образованное разомкнутыми дугами правильных кривых, радиус кривизны которых непрерывно возрастает, начиная от радиуса трубчатой заготовки до бесконечности.