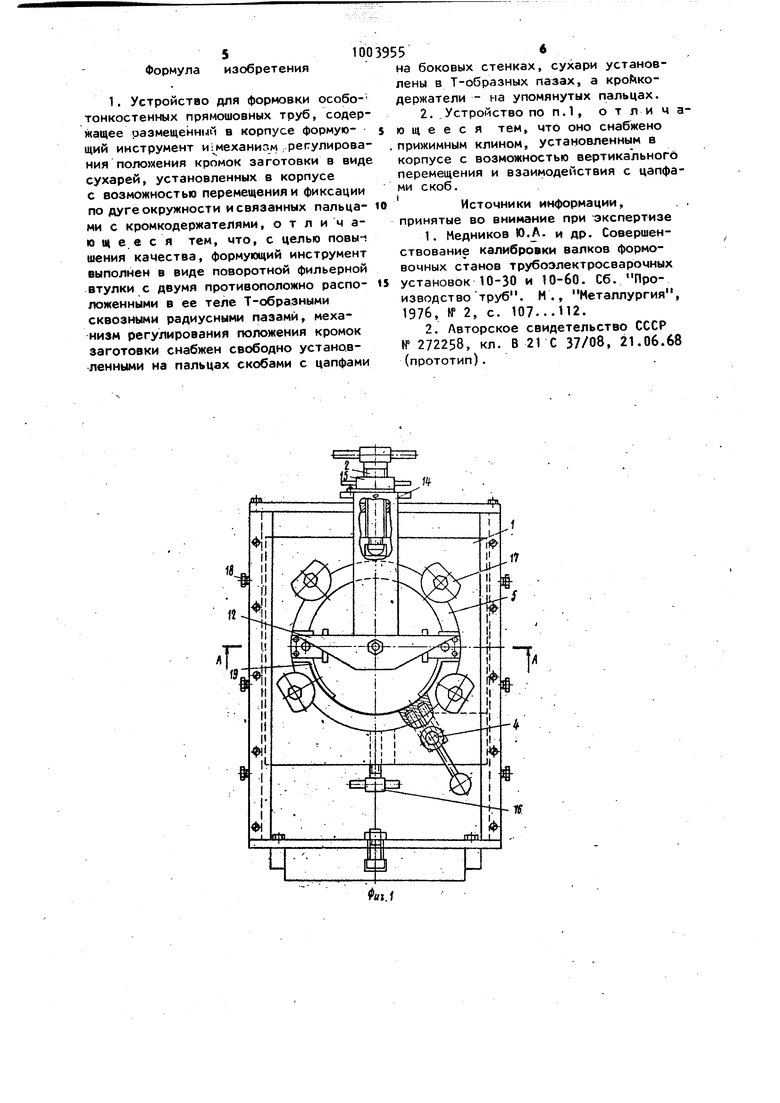
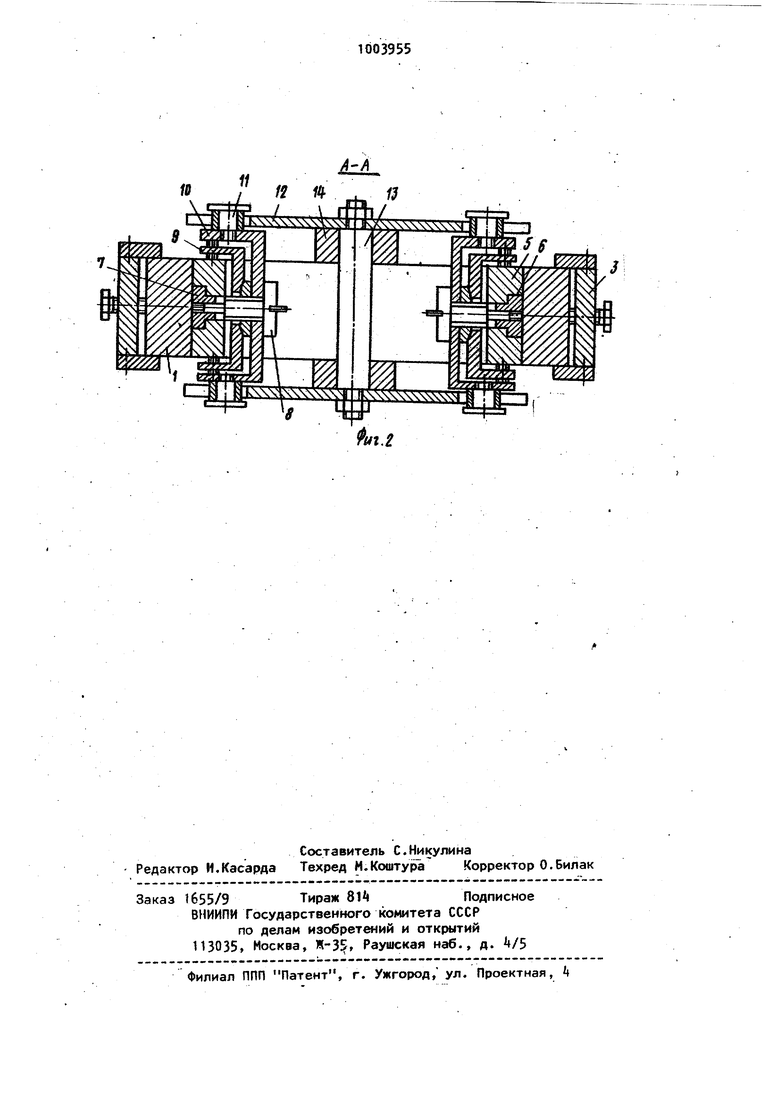
Изобретение относится к трубосвэIpoMHOMy производству и может быть использовамо для сварки особотонкостенных прямошовных труб с толщиной стенки S О,2...0,3 мм и соотношением диаметра к тощине {Д/S 100.. ...625) методом аргонодуговой микроплазменной сварки. Известно устройство для непрерывной формовки прямошовных труб, содер жащее приводные формующие валки и эд жерные , выполненные с буртами для удержания кромок трубной заготов ки от перемещений tl3. Недостатки этого устройства наличие разности линейных скоростей в различных точках по сечению формируемой трубы, наличие зон растяжения и сжатия кромок ленты на входе в формующие калибры и выходе из них, знакопеременные напряжения по сечени формуемой трубы, сложность конструкции формующих узлов и оснастки, повреждение кромок заготовки и трудность обеспечения качества стыка. Наиболее близким к предлагаемому является устройство для формовки особотонкостенных прямошовных труб, со- держащее размещенный в корпусе формирующий инструмент и механизм регулирования положения кромок заготовки в виде сухарей, установленных .в корпусе с возможностью перемещения и фиксации по дуге окружности и связанных пальцами с кромкодержателя ми С2 .. . Недостатком данного устройства является низкое качество формовки обусловленное потерей продольной и поперечной устойчивости кромок и формуемого профиля, что привод гг к гофроообразованию на кромках, а также 6; разо ванию хлопунов, в особенности при формовке особотонкостенных труб с отношением Д/S 200. Жесткое крепление проводок механизма регулировки положения кромок, установленного непосредс гвенно за формующим инструментом, не обеспечивает полное прилегание по всей длине проводки к кромкам ленты, что также увеличивает вероятность потери устойчивости кромок, влияет на качество стыка кромок и ухудшает качество сварного шва. Цель изобретения - повышение качества .формовки. Указанная цель достигается тем, что в устройстве для формовки особотонкостенных прямошовных труб, содержащем размещенный в корпусе формующий инструмент и механизм регулирования положения кромок заготов ки в виде сухарей, установленных в корпусе с возможностью перемещения и фиксации по дуге окружности и связанных пальцами с кромкодержателя ми, формующий инструмент выполнен в виде поворотной фильерной втулки с двумя противоположно расположенными в ее теле Т-образными сквозными ра диусными пазами, exaнизм регулирова ния положения кромок заготовки снабжен свободно установленными на пальцах скобами с цапфами на боковых стенках, сухари установлены в Т-образных пазах, а кромкодержатели - на упомянутых пальцах с Устройство снабжено прижимным кли ном, установленными в корпусе с воз можностью вертикального перемещения и взаимодействия с цапфами скоб. На фиг.1 изображено устройство для формовки особотонкостенных прямошовных труб, общий вид; на фиг.2 разрез А-А на фиг.Ь Устройство для формовки особотонкостенных прямошовных труб содержит ползун 1, размещенный с возможностью перемещения от винта 2 в прямоугольных пазах корпуса 3- В отверстия пол зуна установлена формующая поворотна от эксцентрика 4 фильерная втулка 5 с двумя ПРОТИВОПО.ГГОЖНО расположенным / Т-образными сквозными радиусными пазами 6, в которых установлены с возможностью перемещения и фиксации сухари 7s связанные пальцами 8 с самоустанавливагощимися кромкодержателя ми и скобами 10 с цапфами 11 на бок вых стенках В корпусе устройства с возможностью вертикального перемещения и взаимодействия цапфами скоб установлен прижимной клин 12, 10 54 выполненный из двух пЛанок, жестко соединенных между собой стяжкой 13На. стяжке 13 размещены стойки И, связанные с винтом 2 и гайкой 15Для фиксации фильерной втулки от поворота в процессе работы в корпусе укреплен винт 1б, а для фиксации от осевого перемещения служат шайбы 17. Устройство работает следующим образом. Фильерную втулку настраивают в горизонтальной плоскости посредством болтов 18. Предварительно от юрмованную ленту - заготовку желобо образной формы заводят в калибрующую щель, образованную направляющим выступом 19 кромкодержателя 9 и рабо4evi поверхностью фильерной втулки 9 За тем, вращением гайки 15 на винте 2, производится через планки 1, стяжку 13 клин 12, скобы 10 с цапфами 11 и пальцы 8 прижим кромок посредством рабочей поверхности кромкодержателей. Самоустанавливающиёся кромкодержатели фиксируются в развернутом положении по кромке ленты посредством пальца 8. Разворот трубы-заготовки в окружном направлении производится с помощью эксцентрика с последующей фиксацией фильерной втулки от поворота винтом 16. Такое конструктивное выполнение формующего инструмента в виде фильерных втулок улучшает качество формовки за счет более полного прилегания поверхности ленты к поверхности втулки и обеспечения более равномерного,напряженнодеформируемого состояния формуемой полосы. Полное прилегание формуемой полосы к поверхности втулки обеспечивается перемещением корпуса по направляющим вдоль оси трубы. За счет полного прилегания по всей длине самоустанавливаю1дихся кромкодержателей к кромке ленты уменьшается вероятность гофрообразования на кромках ленты, а наличие калибрующей щели образованной рабочей поверхностью фильерной втулки и направляющим выступом кромкодержателя, обеспечивает стабилизацию положения кромок, что создает более благоприятные условия для создания плотного стыка кромок в горизонтальной и вертикальной плоскостях в процессе сварки. Все это влияет на качество сварного шва и уменьшает брак в процессе формовки и сварки. Формула изобретения 1. Устройство для формовки особотонкостенных прямошовных труб, содержащее размещенный в корпусе формующий инструмент и мехаиизм , регулирования поло хения кромок заготовки в виде сухарей, установленных в корпусе с возможностью перемещения и фиксации по дуге окружности и связанных пальцами с кромкодержателями, отличающееся тем, что, с целью повыч шения качества, формующий инструмент выполнен в виде поворотной фильерной выполнен в виде поворо.пии фп.д, втулки.с ДВУМ, проти ополо.но расположечными в ее теле Т-образными сквозными радиусными пазами, механизм регулирования положения кромок заготовки снабжен свободно установленными на пальцах скобами с цапфами 100 5 на боковых стенках, сухари установлены в Т-образных пазах, а кройкодержатели на упомянутых пальцах. 2, .Устройство по П.1, отличающееся тем, что оно снабжено прижимным клином, установленным в корпусе с возможностью вертикального перемещения и взаимодействия с цапфами скоб. Источники информации, принятые во внимание при экспертизе 1. Медников Ю.А. и др. Совершенствование калибровки валков формовочных станов трубоэлектросварочных - - - , «mnn« новок 10-30 и ,0-60 С6 про лА. льлъ «.«ъ f f I 1П йзводство труб. М., Металлургия, 1976, № 2, с. 107...112. 2. Авторское свидетельство СССР № 272258, кл. В 2ГС 37/08, 21.Об.68 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| Стан для формовки и сварки особотонкостенных труб | 1982 |
|
SU1197755A1 |
| Формующая клеть для сварки особотонкостенных труб | 1983 |
|
SU1152679A1 |
| Стан для производства особотонкостенных прямошовных труб | 1975 |
|
SU564901A1 |
| Устройство для резки особотонкостенных труб | 1982 |
|
SU1046041A1 |
| Испытательный стенд для формовки трубы из листа конечной длины | 1986 |
|
SU1391752A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Способ изготовления мерных труб | 1980 |
|
SU935154A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
«
IS
.bL
