Изобретение относится к области обработки металлов давлением, а именно к оборудованию для изготовления из проволоки гвоздей.
Известен автомат для изготовления гвоздей из проволоки, содержащий установленные на станине кинематически связанные с общим приводом через кулачковые валы механизмы для высадки головки ударным способом, подачи проволоки на длину с одновременной правкой, отрезки заготовки с острением и отбивки готового гвоздя (Паспорт "Автомат проволочно-гвоздильный". Модель АВЧ 116, А 4216, изготовитель - завод КПА, г. Азов Ростовской области).
Недостатком известного автомата является низкая производительность, объясняющаяся тем, что все операции по изготовлению гвоздей выполняются на одной позиции, а цикличная работа подобных станков-автоматов с производительностью до 500 ходов в минуту и формированием головки ударным способом приводит к повышенному шуму. Кроме того, такие автоматы характеризуются повышенной металлоемкостью, массой до 5500 кг.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является роторный автомат для изготовления гвоздей из проволоки, содержащий механизмы подачи и резки проволоки, роторный орган для формирования головки, устройство вкладывания мерных заготовок (авторское свидетельство СССР N 1423237, кл. B 21 G 3/12, 1988).
Однако конструкция известного автомата имеет ряд существенных недостатков.
Длина заготовки устанавливается изменением диаметра режущего ролика и шага расположения ножей на его периферии с одновременным изменением диаметра подающих роликов, что требует большого комплекта сменных роликов и введения дополнительных механизмов для раздвижки валов, плавающих шестерен и цепных передач, создающих излишний шум. Даже незначительный износ подающих роликов по диаметру вызывает несогласование линейных скоростей роликов резки и подачи. Кроме того, для синхронизации вращения роликов и кольцевого штампа при изменении диаметра подающих и режущих роликов потребовалось введение гитары. Подача мерных заготовок после резки по горизонтальной трубке относительно большой длины потребовала введения транспортирующих роликов с системой шестерен, которые позволяют каждый последующий ролик вращаться с большей скоростью, чем предыдущий для предотвращения заклинивания заготовок между собой, что увеличивает надежность подачи заготовок, но не исключает их задержку и точную в доли секунды подачу заготовок в каналообразующие полости матриц, что может привести к деформации заготовки и заклиниванию их.
Использование кольцевого инструмента, выполненного в виде двух колец-матриц, расположенных в вертикальной плоскости под углом примерно 1o друг к другу, ограничивает участок укладки заготовок и формовки головки гвоздя четвертью диаметра матриц, и укладка заготовок осуществляется на нисходящем участке, что требует введения дополнительных фиксаторов для прижима заготовок к направляющей матрице. Кроме того, кольцевой инструмент сложен в изготовления и конструктивно не может быть достаточно узким по глубине для размещения и подачи под воздействием подпружиненной направляющей заготовок короче 60 -70 мм.
Сложны и требуют большого времени замена и регулировка положения цилиндрических полуматриц в кольцевом инструменте при переходе на другой диаметр проволоки.
Задачей, на решение которой направлено изобретение, является повышение производительности, расширение технологических возможностей и надежности автомата, упрощение его конструкции и наладки, снижение шума и металлоемкости.
Поставленная задача решается за счет того, что в роторном гвоздильном автомате, содержащем кинематически связанные с общим приводом механизм подачи проволоки, выполненный в виде роликовой пары, установленной на валах, механизм резки проволоки, выполненный в виде пары роликов, установленных на валах, с вмонтированными на периферии ножами, кольцевой роторный инструмент, выполненный в виде кольца с расположенными в нем по внутренней окружности каналообразующими плоскостями и силовую головку с формовочным роликом, согласно изобретению механизм подачи и резки проволоки, в котором диаметр всех роликов неизменен, а ролики подачи выполнены в виде обгонной муфты с использованием храпового зацепления, и кольцевой роторный инструмент, в котором зажим заготовок осуществляется с помощью эксцентрика, установленного внутри кольца, смонтированы на введенной в автомат общей горизонтальной плите, расположенной над основанием-редуктором, а силовая головка с формовочным роликом, имеющим форму усеченного конуса и расположенным под острым углом к плоскости матриц кольцевого инструмента, размещена под кольцевым роторным инструментом непосредственно на основании-редукторе с возможностью вертикального перемещения и поворота относительно вертикальной оси, проходящей через ось готового гвоздя в позиции окончательного формования головки гвоздя, при этом кинематическая связь механизма подачи и резки и кольцевого роторного инструмента с приводом осуществлена через общий вал-шестерню, размещенный в корпусе механизма подачи и резки, а силовая головка связана с приводом через сменную шестерню, размещенную на одном валу с плавающей шестерней основания-редуктора, с возможностью жесткой фиксации межцентрового расстояния.
Кроме того, в роликах резки ножи установлены с постоянным шагом и с возможностью радиального перемещения, а ролики подачи связаны с роликами резки через плавающую и сменные шестерни с возможностью разведения.
Зажимной эксцентрик установлен внутри кольца с возможностью вращения и радиального перемещения по направляющей, жестко закрепленной на плите, при этом каналообразующие плоскости кольца параллельны его оси, ограничены стаканом, неподвижно закрепленным на направляющей, и продольные в виде пазов на торцевой поверхности кольца, в которые вставлены с возможностью радиального перемещения матрицы прямоугольной формы, каналообразующие полости которых параллельны осям кольца и эксцентрика, а на зажимном эксцентрике жестко закреплена кольцевая матрица в одной плоскости с матрицами прямоугольной формы.
Предлагаемая конструкция роторного гвоздильного автомата позволяет значительно упростить инструментальную часть, отказаться от специального механизма транспортирования заготовок и укладки их в матрицы кольцевого роторного инструмента, позволяет осуществить рез заготовок любой длины роликами одного неизменного диаметра с постоянным шагом между ножами независимо от скорости подачи проволоки, что исключило необходимость в механизмах синхронизации вращения роликов и кольцевого штампа, значительно уменьшило число сменных частей и облегчило наладку при переходе на другой размер гвоздя, при этом расширив технологические возможности и уменьшив шум и металлоемкость автомата.
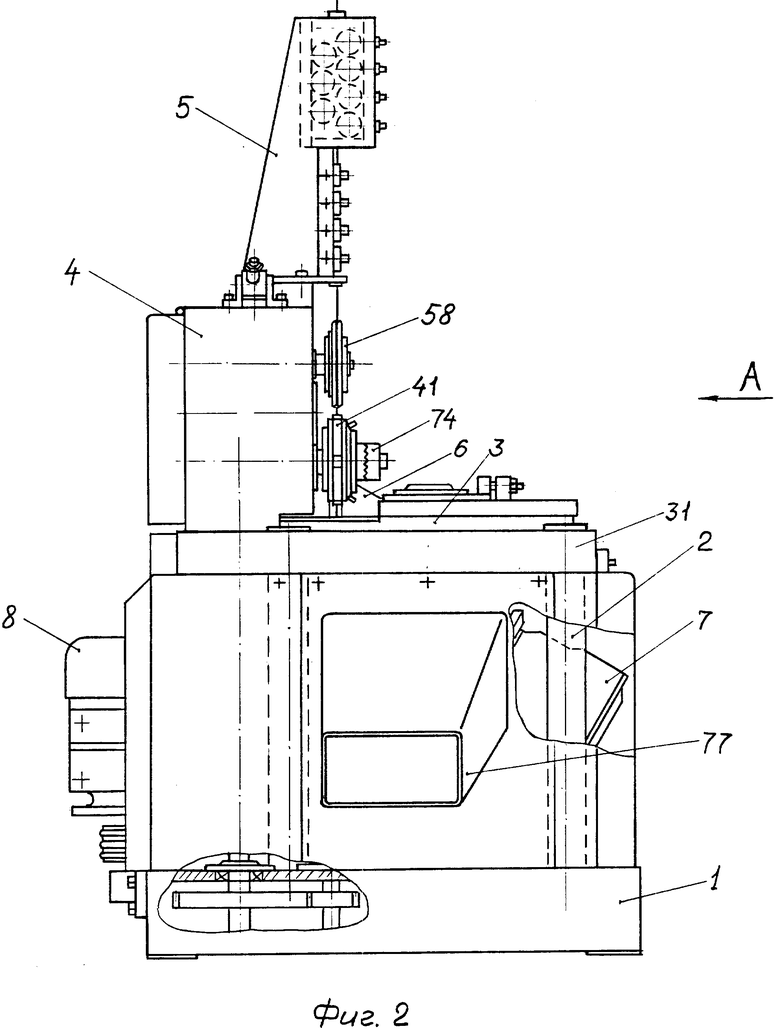
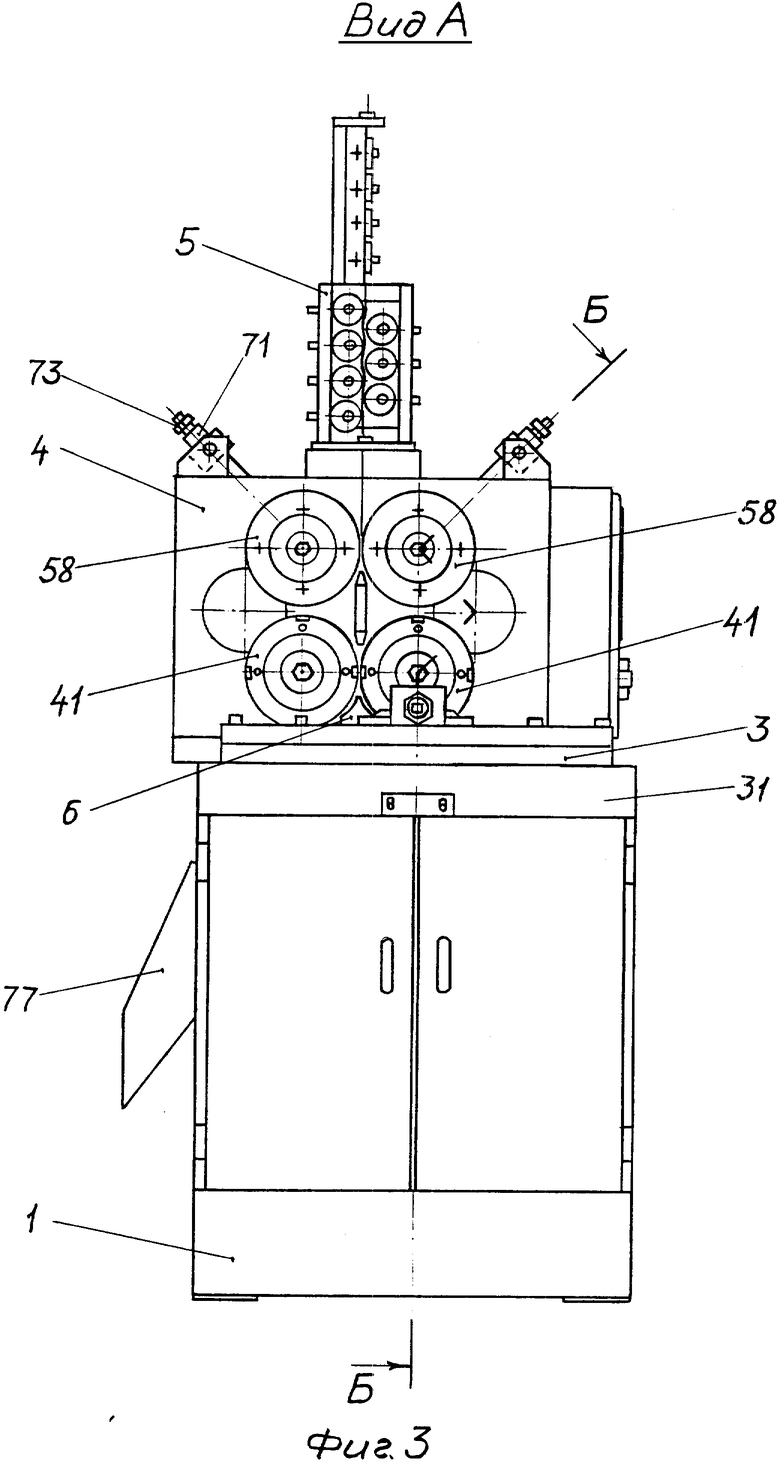
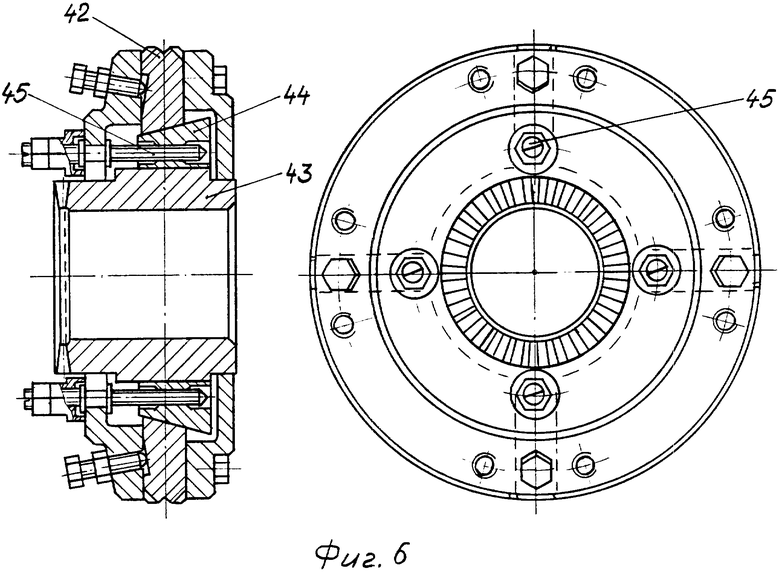
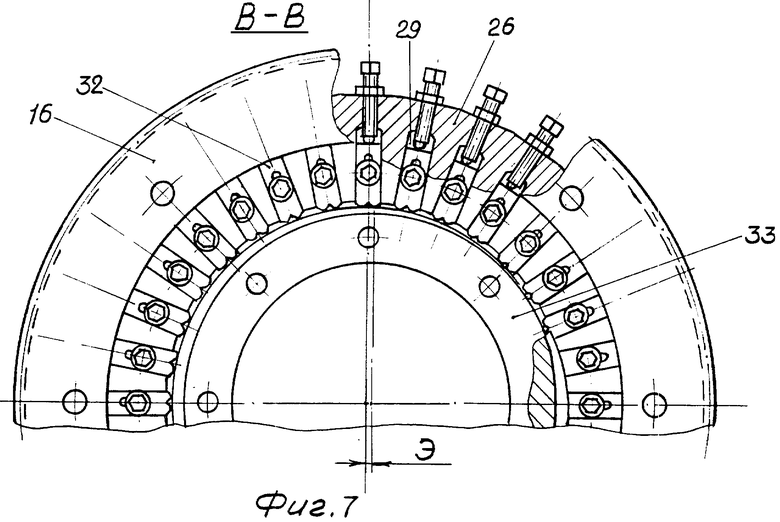
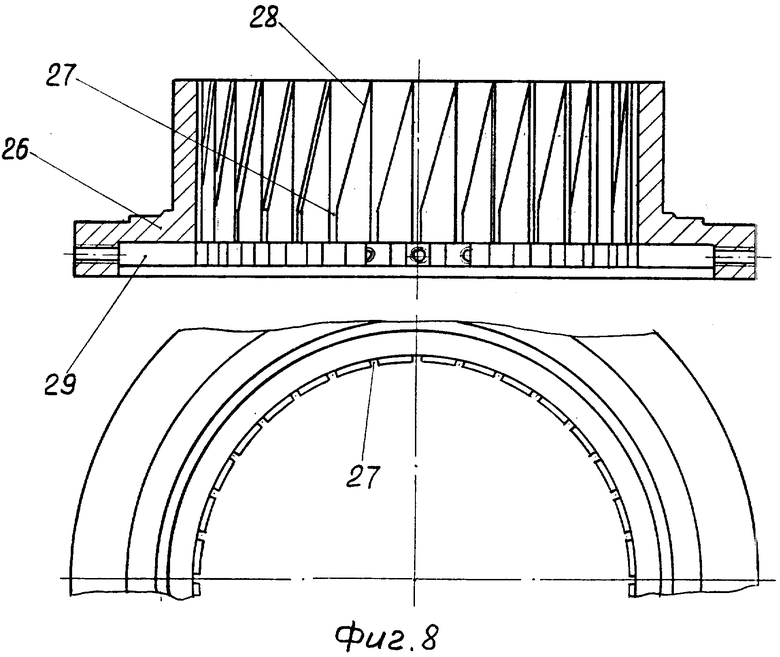
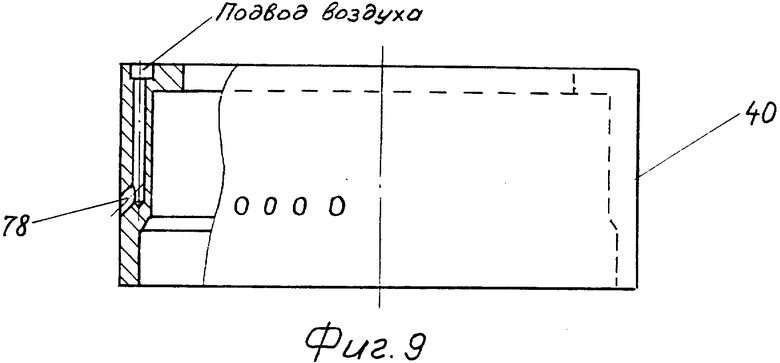
На фиг. 1 изображена кинематическая схема предлагаемого автомата; на фиг. 2 - то же, общий вид; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - конструкция подающих роликов; на фиг. 6 - конструкция роликов резки и острения; на фиг. 7 - разрез В-В на фиг. 4; на фиг. 8 - конструкция кольца кольцевого роторного инструмента; на фиг. 9 - конструкция ограничительного стакана; на фиг. 10 - конструкция приемопередающей линейки.
Автомат для изготовления гвоздей содержит смонтированные на основании редуктора 1 посредством четырех опорных стоек 2 кольцевой роторный инструмент 3, механизм подачи и резки 4 с установленными на нем правильным устройством 5 и приемопередающей линейкой 6, силовую головку 7, кинематически связанные с общим приводом 8 через клиноременную передачу 9 и основание-редуктор 1, входной распределительный вал 10 которого с помощью шестерен 11 и 12, вала 13 и муфты 14 связан с входным валом-шестерней 15 механизма подачи и резки 4. Вал-шестерня 15 входит в зацепление с шестерней 16 кольцевого роторного инструмента 3.
В другом направлении вал 10 через шестерни 17 и 18, промежуточную шестерню 19, закрепленную жестко на одном валу 20 с шестерней 18 с помощью плавающей шестерни 21 и сменной шестерни 22, закрепленной жестко на одном валу 23 с плавающей шестерней 21, связан с шестерней 24 силовой головки 7 с возможностью ступенчатого окружного перемещения плавающей шестерни 21 относительно вала 20 и жесткой фиксации штырем 25 положения, определяемого числом зубьев сменной шестерни 22.
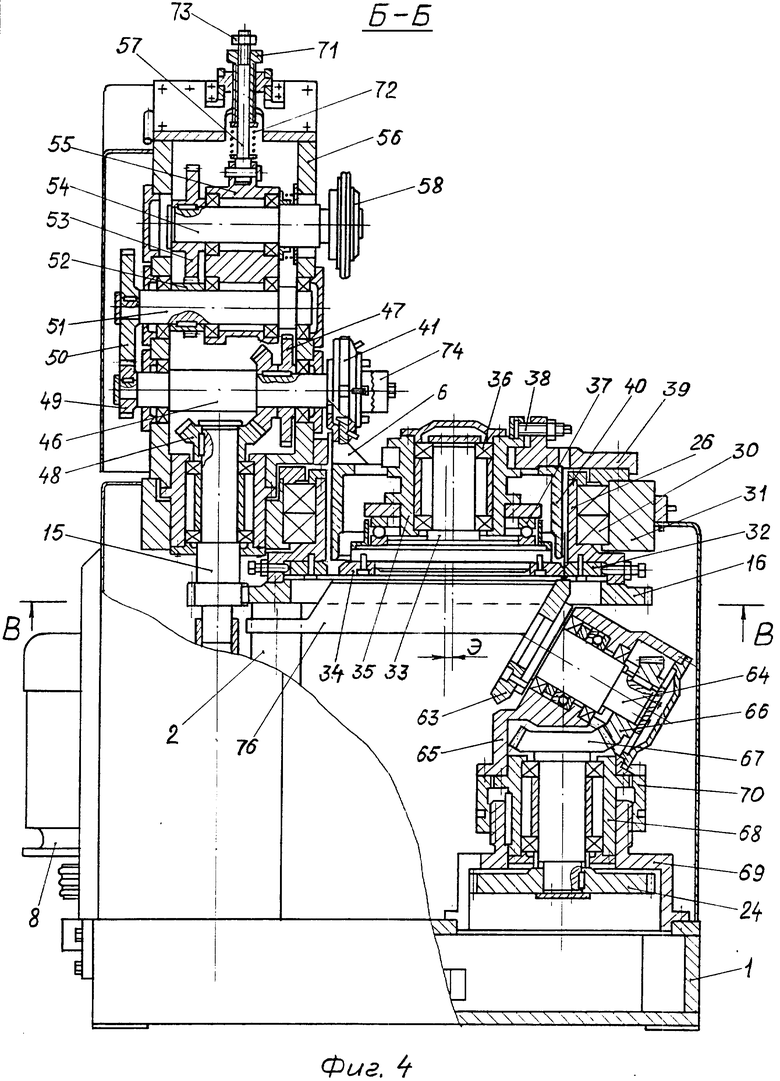
Кольцевой роторный инструмент 3 состоит из кольца 26, на внутренней поверхности которого выполнены каналообразующие полости 27, переходящие в своем начале в направляющие 28, а в конце - в пазы 29, расположенные симметрично каналообразующим полостям и перпендикулярно им (см. фиг. 8), при этом кольцо 26 закреплено с возможностью вращения через подшипники 30 на плите 31, а на нем расположены матрицы 32 прямоугольной формы, установленные в пазах 29 с возможностью осевого перемещения, и жестко закреплена шестерня 16; зажимного эксцентрика 33 с жестко закрепленной кольцевой матрицей 34, причем эксцентрик 33 установлен в корпусе 35 с возможностью вращения в радиальных подшипниках 36 и воспринимает осевую нагрузку через упорный подшипник 37, при этом корпус 35 установлен с возможностью радиального перемещения при помощи винта 38 в направляющей 39, жестко закрепленной на плите 31. Кольцевой роторный инструмент состоит также из стакана 40, жестко закрепленного на направляющей 39 концентрично относительно кольца 26 и ограничивающего каналообразующую полость 27 последнего.
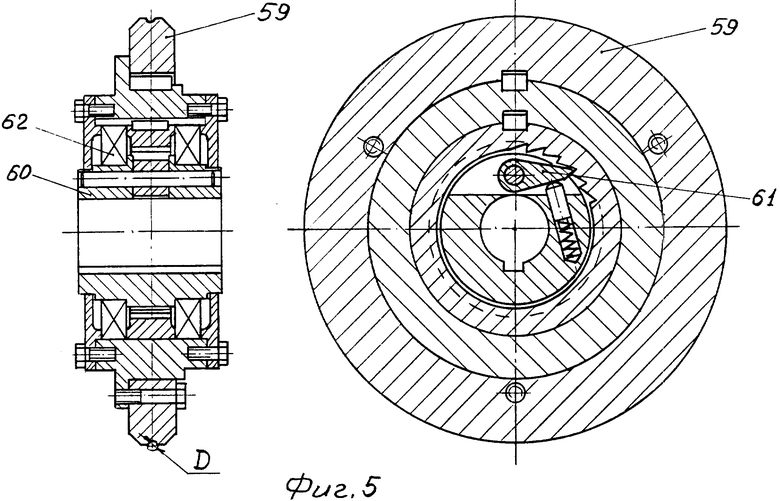
Механизм подачи и резки 4 состоит из приводных режущих роликов 41, ножи 42 которых установлены в пазах диска 43 с возможностью перемещения радиально под воздействием клина 44 и винта 45 (см. фиг. 6), закрепленных из концах валов 46, которые связаны между собой шестернями 47 и соединены с входным валом-шестерней 15 через коническую пару 48, при этом вторые концы валов 46 через сменные шестерни 49, 50 связаны с промежуточными валами 51, которые через жестко закрепленные шестерни 52 соединены с плавающими шестернями 53, закрепленными на концах валов 54, установленных шарнирно на водилах 55. Последние одной стороной закреплены в подшипниках на промежуточных валах 51, а другой стороной связаны с корпусом 56 механизма подачи и резки 4 через регулирующую тягу 57, при этом на вторых концах валов 54 закреплены подающие ролики 58, выполненные в виде обгонной муфты, где наружный диск 59 связан со ступицей 60, жестко сидящей на валу 54 посредством подпружиненного храповика 61 через подшипники 62 (фиг. 5).
Силовая головка 7 состоит из формовочного ролика 63, жестко установленного на выходном валу 64, который закреплен посредством радиальных и упорного подшипников в корпусе 65 и связан через коническую шестерню 66 с вертикальным коническим валом 67, установленным шарнирно в стакане 68, жестко закрепленном в том же корпусе 65, при этом корпус установлен во фланце 69 с возможностью вертикального перемещения под воздействием гайки 70 и жесткой фиксации, а фланец 69 установлен на основании-редукторе 1 с возможностью поворота относительно вертикальной оси и жесткой фиксации необходимого положения, причем кинематическая связь силовой головки 7 со сменной шестерней 22 осуществлена через шестерню 24, закрепленную на коническом валу 67.
Автомат работает следующим образом.
От привода 8 через клиноременную передачу 9 вращение передается распределительному валу 10. От распределительного вала 10 вращение передается по двум направлениям: первое -через шестерни 11, 12, вал 13 и муфту 14 на механизм подачи и резки 4 и кольцевой роторный инструмент 3, второе - через шестерни 17, 18, 19 и регулируемый привод, состоящий из плавающей шестерни 21, вала 23 и сменной шестерни 22, на силовую головку 7.
Проволока подающей роликовой парой 58 протягивается через правильный механизм 5 и подается под роликовую режущую пару 41, где разрезается на равномерные заготовки. Усилие зажатия проволоки между подающими роликами 58 регулируется благодаря конструктивному исполнению механизма, позволяющему осуществлять раздвижку валов 54. Оно осуществляется следующим образом. С помощью резьбовой втулки 71 регулируется степень сжатия пружины 72, усилие которой через тягу 57, вал 54 и ролик 58 передается на второй ролик 58, положение которого регулируется аналогичным способом такой же резьбовой втулкой 71, но через распорную втулку, установленную взамен пружины 72, тягу 57 и жестко фиксируется гайкой 73.
При переходе на другой диаметр проволоки, например с 1,6-2 мм на 2-3 мм или 3-4 мм, меняется только наружный диск 59 подающих роликов 58, диаметр канавки которого зависит от диаметра проволоки. Режущие ролики 41 связаны кинематически с кольцевым роторным инструментом 3 таким образом, что число заготовок, отрезаемых режущим роликом 41 за один оборот кольцевого инструмента 3, соответствует числу позиций или матриц 32 на кольце 26. Совпадение между собой режущих кромок пары ножей 42 обеспечивается радиальной регулировкой положения режущих роликов 41 с помощью зубчатой регулировочной муфты 74 и радиальной регулировкой положения ножей 42 с помощью винтов 45 и клиньев 44.
Число оборотов подающих роликов 58 или скорость подачи проволоки приближено к числу оборотов режущих роликов 41 при одинаковых их диаметрах, и максимальная длина заготовки определяется шагом расположения ножей 42.
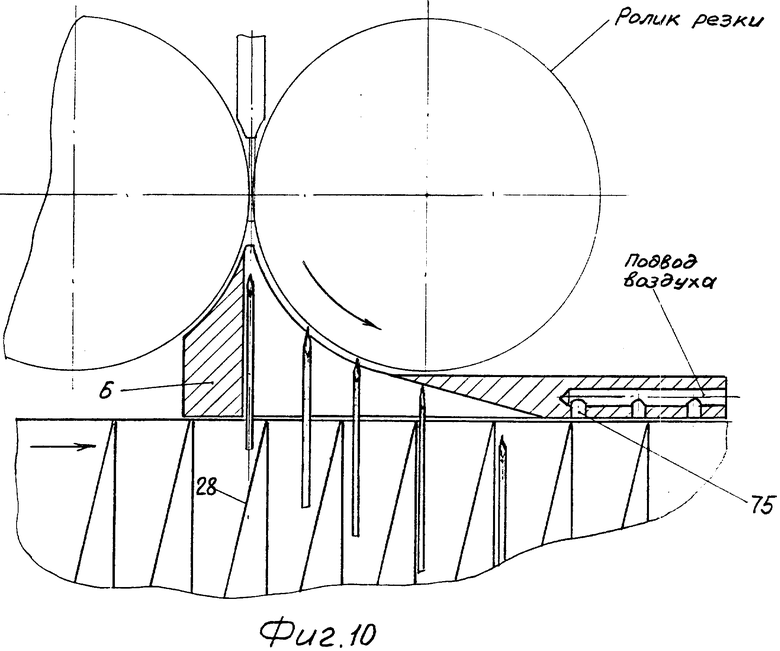
При уменьшении скорости подачи проволоки уменьшается длина заготовки, но так как ножи 42 вращаются всегда с большей скоростью, проволока в кратковременный момент резки захватывается ножами 42 и подтягивается за счет прокручивания диска 59 подающего ролика 58 относительно ступицы 60 с храповиком 62. При этом возникает эффект "отстрела" заготовки от проволоки, и заготовка с ускорением и с гарантированным отрывом от последующей пролетает по пазу приемопередающей линейки 6 в каналообразующую полость 27 кольца 26. За счет подачи сжатого воздуха через воздушные каналы 75 (фиг. 10) создается направленная пневмоподушка в пазу приемопередающей линейки 6 и в каналообразующей полости 27 кольца 26, что увеличивает скорость и надежность транспортирования заготовки. Затем заготовка за счет инерции и подпора воздуха попадает в пространство между матрицей 32 и кольцевой матрицей 34, упираясь своим концом в линейку 76. За счет регулировки положения линейки 76 по высоте устанавливается вылет заготовки от плоскости матриц 32, 34, необходимый для формирования головки гвоздя.
При движении заготовок с вращающимся кольцом 26 кольцевого роторного инструмента 3 они входят в контакт с кольцевой матрицей 34 зажимного эксцентрика 33 и совместно с ним перемещаются к зоне формовки головки. Усилие зажима заготовки регулируется величиной эксцентриситета Э при помощи винта 38. Далее заготовка попадает под формовочный ролик 63. Для того, чтобы головка формировалась равномерно относительно стержня в направлении движения и, попадая под ролик формовки 63, не гнулась, линейная скорость ролика должна быть несколько выше, чем линейная скорость передвижения заготовки. При этом в зависимости от диаметра заготовки разность скоростей должна быть различной, что достигается регулируемым приводом путем изменения передаточного отношения между шестернями 22 и 24.
Равномерное формирование головки относительно стержня гвоздя в радиальном направлении обеспечивается соответствующим положением силовой головки 7 относительно вертикальной оси, что достигается разворотом ее фланца 66 на необходимый угол, определяемый конструктивными параметрами установки.
Толщина отформованной головки гвоздя регулируется вертикальным перемещением формовочного ролика 63 с корпусом 65 относительно фланца 66 при помощи гайки 70.
При дальнейшем движении готового гвоздя с кольцевым инструментом гвоздь выходит из зацепления с матрицами 32 и 34 и выпадает в приемный лоток 77. Для ускоренного и надежного удаления готового гвоздя из кольцевого инструмента в стакане 40 на соответствующем участке предусмотрены воздушные каналы 78 для подачи сжатого воздуха (фиг. 9).
Производительность роторного гвоздильного автомата зависит от числа оборотов кольцевого инструмента и числа позиций или матриц на кольцевом инструменте. За один оборот кольцевого инструмента получается число гвоздей, равное числу позиций в кольце 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
| Гвоздильный автомат | 1976 |
|
SU656715A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Гвоздильный автомат | 1980 |
|
SU917889A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ АВТОМАТ | 1991 |
|
RU2016690C1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Гвоздильный автомат | 1980 |
|
SU967633A1 |
Роторный гвоздильный автомат относится к оборудованию для изготовления гвоздей из проволоки и позволяет повысить производительность, надежность и расширить технологические возможности автомата, упростить его конструкцию и наладку, снизить шум и металлоемкость. Для решения поставленной задачи механизм подачи и резки проволоки и кольцевой роторный инструмент смонтированы на общей горизонтальной плите, расположенной над основанием-редуктором, а силовая головка с формовочным роликом размещена непосредственно на основании-редукторе под кольцевым роторным инструментом, при этом кинематическая связь механизма подачи и резки кольцевого роторного инструмента с приводом осуществляется через общий вал-шестерню, размещенный в корпусе механизма подачи и резки, а силовая головка связана с приводом через сменную шестерню, размещенную на одном валу с плавающей шестерней основания-редуктора, с возможностью жесткой фиксации межцентрового расстояния, определяемого числом зубьев сменной шестерни. 2 з.п.ф-лы, 10 ил.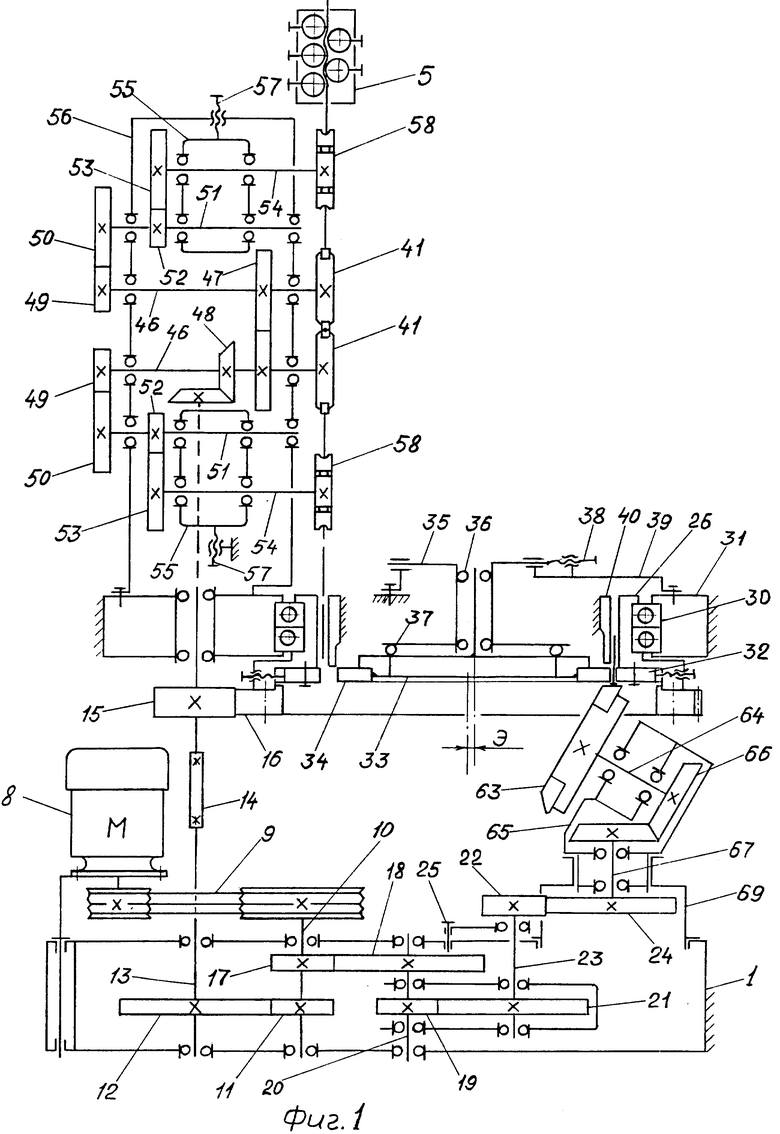
| SU, авторское свидетельство, 1423237, B 21 G 3/12, 1988. |
