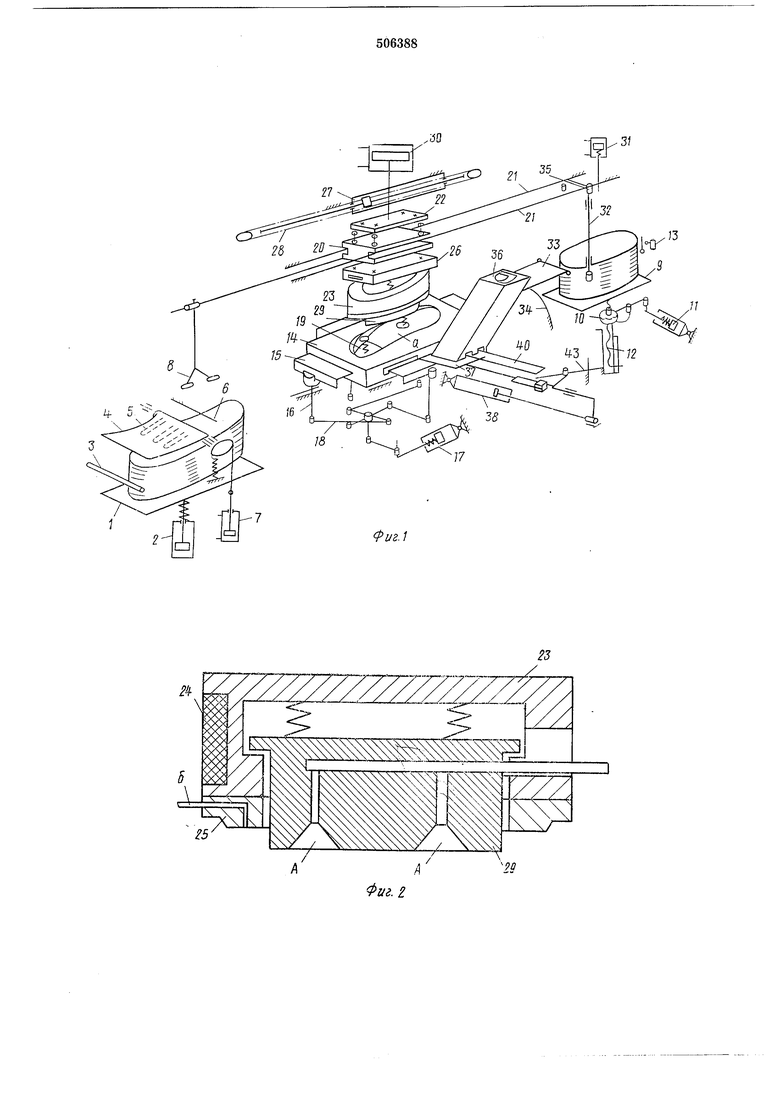
сон 29 с вакуумными камерами А. Для перемещения утюга в вертикальном направлении устройство содержит нневмоцилиндры 30 и 31.
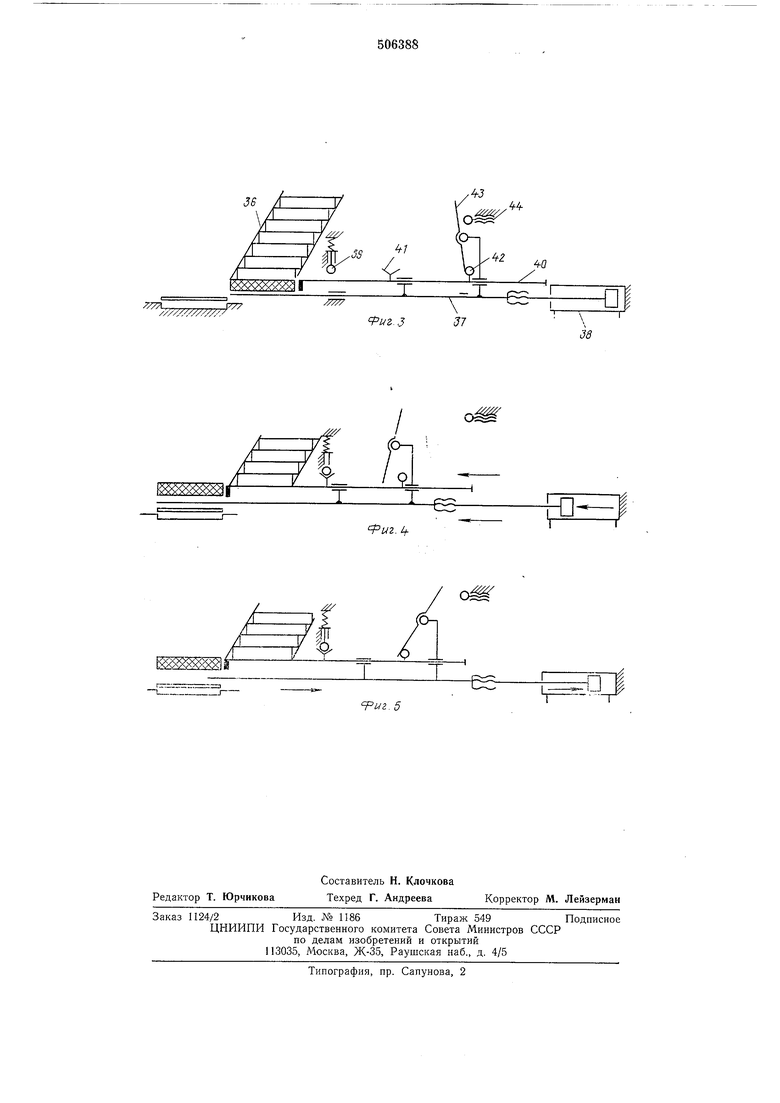
Между нлитой 14 и платформой 9 на рычаге 32 установлена пластина 33, опирающаяся в исходном положении на направляющую 34. На верхнем конце рычага закренлен ролик 35. Механизм подачи войлочных подпяточников содержит бункер 36, опорную пластину 37, пневмоцилиндр 38 для ее перемещения, фиксатор 39, выталкиватель 40 с выступами 41 и 42, двуплечий рычаг 43, установленный на пластине 37, и неподвижный упор 44.
Работает устройство следующим образом. Заготовки мягкого и жесткого слоев и подпяточник вручную укладывают соответственно на платформы 1 и 9 и в бункер 36. Предварительно на жесткий слой и подпяточник наносят клеевую нить. Затем в соответствии с циклограммой (на фигурах не показана) в сопла 3 подается сжатый воздух, который расслаивает пачку деталей и уменьшает силу сцепления между соседними деталями. При подаче воздуха в сопла 5 под пластиной 4 создается разрежение воздуха и аэродинамические силы прижимают верхнюю деталь к этой пластине. При повороте с помощью пневмоцилиндра 7 пластины 4 на 180° верхняя деталь отделяется от пачки и также поворачивается, после чего она захватывается вакуумзахватом 8. Далее платформа 1 с помощью пневмоцилиндра 2 опускается, а мягкий слой переносится за счет движения каретки 20 (на фиг. 1 вправо) в позицию прессования. В это время утюг 23 под действием пневмоцилиндра 31 опускается и пуансон 29 вакуумными камерами А захватывает жесткий слой, а вакуум-захват освобождает мягкий слой. Затем после подъема утюга и вакуум-захвата каретка возвращается в позицию прессования, вакуумные камеры освобождают жесткий слой, который укладывается на мягкий слой в углубление а плиты 14, вакуум-захват готов взять следующую деталь, а из бункера 36 на опорной пластине 37 подпяточник подается в зону над стелькой. В крайнем левом положении (см. фиг. 4) выталкиватель 40, перемещающийся с помощью выступов 41 и 42 с пластиной 37, удерживается фиксатором 39, пластина 37 возвращаетсся в исходное положение, подпяточник падает на стельку, а в конце обратного хода пластина 37 при взаимодействии рычага 43 с упором 44 приводит выталкиватель в исходное положение.
После возврата опорной пластины 37 и выталкиваетеля в исходное положение поршень пневмоцилиндра 30 опускает утюг 23, пуансон 29 выравнивает набор деталей в горизонтальной плоскости. В каналы а подошвы 25 утюга подается пар (или вода) для увлажнения края мягкого слоя. Пластины 15 сходятся к центру и загибают края мягкого слоя на жесткий слой. После загибки поршень пневмоцилиндра 30 продолжает движение вниз, утюг через пластину 14 расплавляет клеевой слой, происходит прессование деталей и их склеивание.
При движении утюга вверх вакуум-захват 8 и вакуумные камеры А захватывают мягкий слой и готовую стельку и с помощью каретки 20 переносят их вправо (по чертежу). При движении каретки вправо над пластиной 33 происходит сброс стельки па пластину. Затем рычаг 32 при взаимодействии ролика 35 с кареткой поворачивает пластину 33 и стелька подается в накопитель (на фигурах не показан). Далее цикл повторяется.
Взаимодействие всех рабочих органов обеспечивается электромагнитными клапанами пневматической сети с помощью конечных выключателей.
Формула изобретения
1. Устройство для изготовления двухслойной стельки, содержащее механизмы подачи слоев стельки, формования мягкого слоя, прессования слоев и удаления готовой стельки, отличающееся тем, что, с целью упрощения конструкции и увеличения пролзводительности, механизм прессования слоев стельки содержит каретку, полый утюг, установленный на каретке с возможностью перемещения относительно иее в вертикальном направлении, и подпружиненный пуансон, расположенный внутри утюга и имеющий вакуумные камеры для захвата жесткого слоя и готовой стельки, а механизм подачи мягкого слоя кинематически связан с кареткой.
2. Устройство по п, 1, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено механизмом иодачи подпяточников, содержащим бункер, опорную пластину, установленную с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, фиксатор и выталкиватель, имеющий выступы для взаимодействия с опорной пластиной и фиксатором.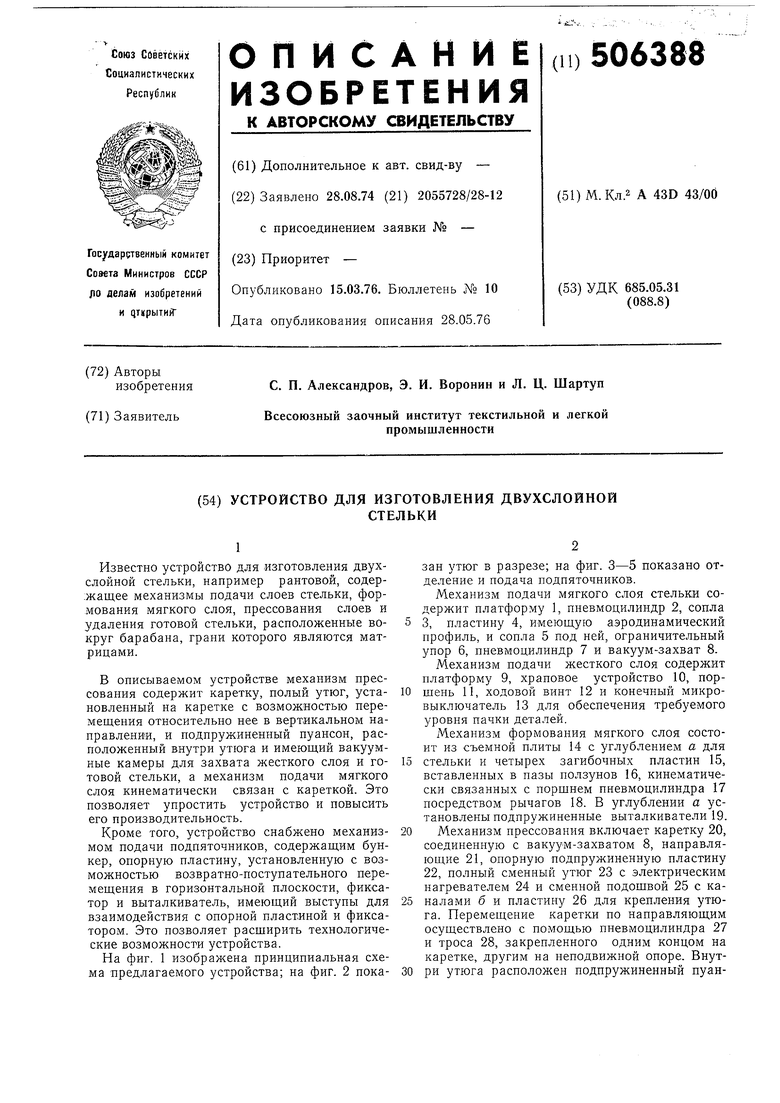

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ С ДЕКОРАТИВНЫМ ЛИЦЕВЫМ СЛОЕМ | 1991 |
|
RU2085371C1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2008215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| Установка для прессования изделий из древесно-клеевой композиции | 1987 |
|
SU1445973A1 |
f4
:
зв /t
А.
иг.1+
