В настоящее время кольцевые газопоглотители изготовляют на одном или нескольких однопозиционных штампах с ручной засыпкой порошка в штамп. При этом имеет место значительный процент брака, быстрый износ инструмента и малая производительность труда. Большинство этих недостатков обусловлено тем, что в держатель газопоглотителя запрессовывается порошок. Вместо порошка можно применять заранее изготовленные таблетки.
Предлагаемый автомат отличается тем, что прессформа выполнена в виде расположенных друг над другом двух штампов с системой пуансонов. Верхний штамп снабжен неподвижным фиксатором для держателя, опорным пуансоном и двумя спаренными пуансонами, один из которых имеет бурт для прижима упора в момент прессования таблетки. В пуансон нижнего штампа, рабочая часть которого образует кольцевую камеру для засыпки порошка, встроен отсекатель, предотвращающий выпадение сформованного держателя из матрицы после отхода пуансона. Это позволяет повысить качество газопоглотителей и увеличить производительность.
Для повышения точности дозирования порошка устройство для дозирования выполнено в виде самоустанавливающейся головки, имеющей две степени свободы и соединенной с бункером гибкой связью.
Устройство для поштучной выдачи заготовок держателя снабжено промежуточной кареткой и питателем с бесступенчатой подачей, выполненным в виде поворотной вакуумной присоски, причем, для подвода заготовки из кассеты к присоске установлен шток, прижимающий заготовку под действием груза, а для отвода заготовки держателя после захвата его присоской использован храповой механизм,связанный со штоком цепной передачей. Это позволяет увеличить надежность работы автомата.
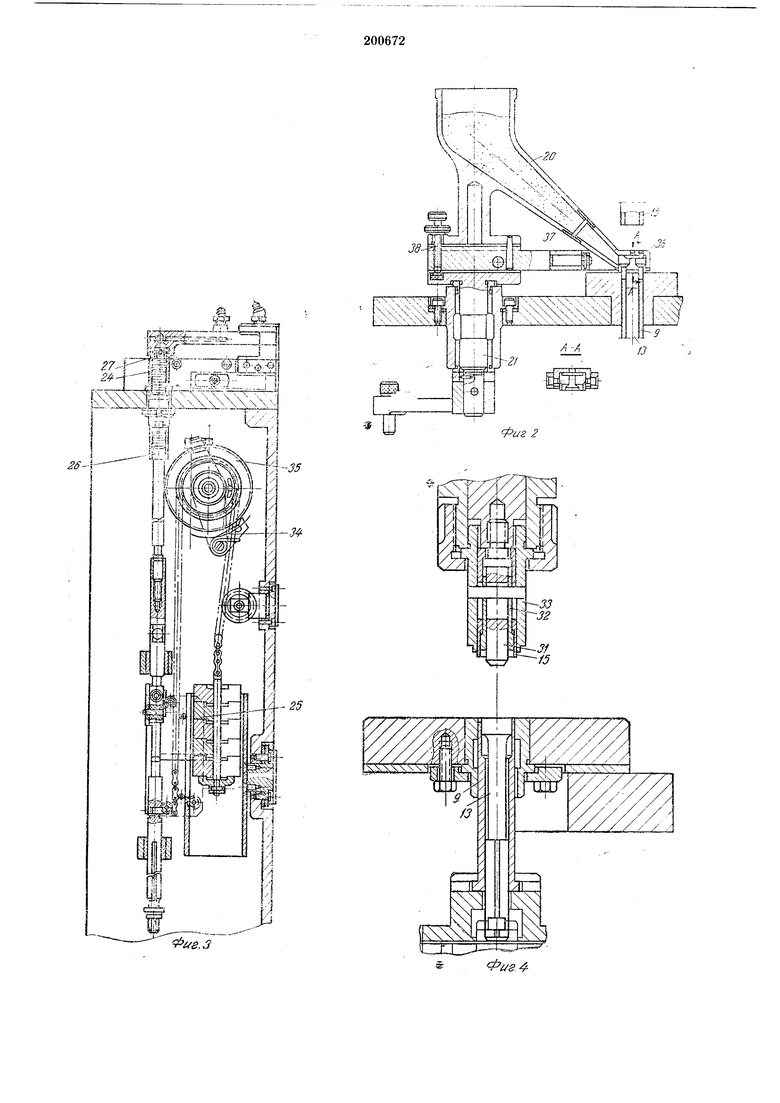
На фиг. 1 изображена кинематическая схема предлагаемого автомата; на фиг. 2 - устройство для дозирования порошка; на фиг. 3 - устройство для поштучной выдачи заготовок держателя; на фиг. 4 - штамп для изготовления газопоглотителя; на фиг. 5 - технологическая схема изготовления газопоглотителя.
Автомат включает станину /, привод 2, механизм засыпкипорошка, механизм подачи заготовки и штамп. В корпусе станины смонтированы распределительный вал с кулаками управления, рычаги привода механизмов засыпки порошка, подачи заготовки и прижимной колодки-упора, механизмы нижнего и верхнего пуансонов, гидроподушка и механизм компенсации утечек. На распределительном валу 3 установлены кулак 4 засыпки порошка, кулак 5 верхнего пуансона, кулак 6 нижнего пуансона, кулак 7 отсекателя, прижимной колодки и хранового механизма, кулак подачи заготовки и кулак 8 вакуумной системы.
Нижний пуансон 9 получает движение or кулака 6 через рычаг 10, онора которого вмонтирована в плунжер // гидроподушки. Гидроподушка предназначена для определения величины усилия прессования, а также для предохранения автомата от перегрузок. Пополнение рабочей жидкости в гидроподушке осуш,ествляется механиз.мом 12 компенсапин утечек, который содержит напорный клапан и клапан заливки рабочей жидкости. Отсекатель 13 приводится с помощью рычага М от кулака 7. Верхний пуансон 15 получает движение через рычаг 16, расноложенный па эксцентриковой оси 17, от кулака 5. Упор (прижимная колодка) 18 приводится в движение от кулака 7 через рвгчаг 19.
Порошок засыпают в бупкер 20 дозатора. Бункер враш,ается на оси 21 н одновременно получает возвратпо-ностунательпое движение от кулака 4 через рычаги 22. В момент засыпки порошка в матрицу дозатор совершает колебательное .
Механизм подачи заготовки в рабочие органы автомата состоит из каретки 23 подачи и кассеты 24 загрузки. Заготовки снециальным приспособлением укладываются в кассету, откуда опи под дейстБне. груза 25 и штока 26 подаются Б зону каретки, где присоска 27 подхватывает заготовку и нереносит ее в гнездо каретки. Присоски приводятся от копира 28 каретки, а груз 25 и шток 26 - с помощью храпового механизма от кулака 7 через рычаг 29. Привод каретки осуществляется от кулака 8 через рычаг 30.
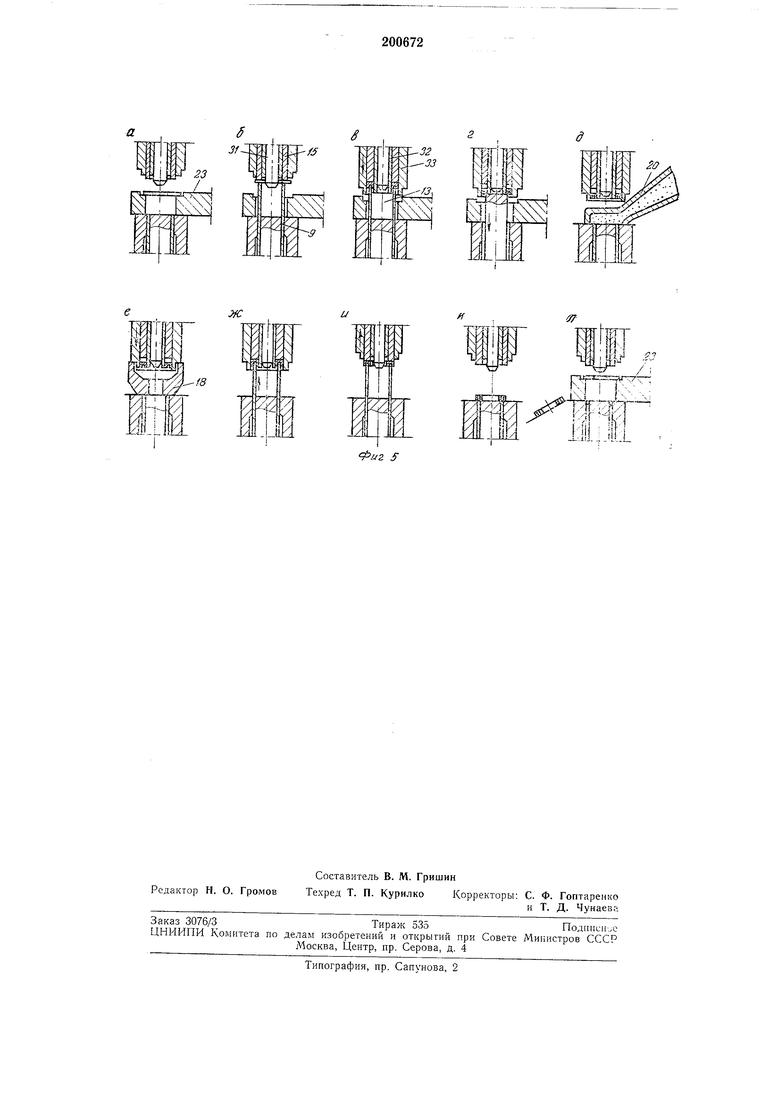
Автомат выполпяет следующие технологические операции (фиг. 5): установку заготовки держателя в рабочую зону формовки; центрирование заготовки и ее зажим; формование дерл ателя; отсекание держателя; засыпку газопоглотительного порошка в матрицу; подпрессовку кольцевой таб.летки; запрессовку кольцевой таблетки;выпрессовку готового изделия и съем его в тару.
Кареткой 23 (фиг. 5,а) заготовка держателя подается в рабочую зону формовки п прессования. Пуансоном 9 (фиг. 5,6) заготовка прижимается к пуапсону 15. В момент движения пуансона вверх заготовка центрируегся на коническом фиксаторе 31. Формование держателя происходит во время хода пуансонов 32 и 33 вниз (фиг. 5,в). В результате того, что заготовка в момент формования зажата между пуансонами 9 и 15, держатель после формования имеет правильную геометрическую форму.
Затем пуансон 9 (фиг. 5,г) возвращается в исходное положение, а пуансон-отсекатель 13 не позволяет сформованному держателю выйти из гнезда, образованного пуансонами 32 н 33. После возврата каретки 23 в исходное положение дозатор (фиг. 5,(3) засыпает газопоглотительный порошок в матрицу с кольцевым пазом. Объем камеры засыпки матрицы регулируется с помощью пуансона 9.
Под блок верхних пуансонов подходит прижимная колодка 18. После остановки колодки прижатия к матрице пуансона 33, пуансон 9 идет вверх (фиг. 5,е). В результате образуется уплотненная кольцевая таблетка. Затем упор-колодка 18 возвращается в исходное положение. Так как высота подпрессованной таблетки несколько меньше высоты держателя, а геометрическая форма держателя соответствует форме пуансона 9, намазывания иорошка на стенки и образования мениска не
происходит.
Двигаясь вверх, нуансоп 9 (фиг. 5,ж) запрессовывает таблетку в дерл ;атель газопоглотителя. Для выпрессовки готового изделия
(фиг. 5,«) пуансоны 32 и 33 возвращаются в исходное ноложение. Пуансон 9 перемещается в исходное положение, и готовый газопоглотитель отсекается (фиг. 5,к) и сбрасывается (фиг. 5,л).
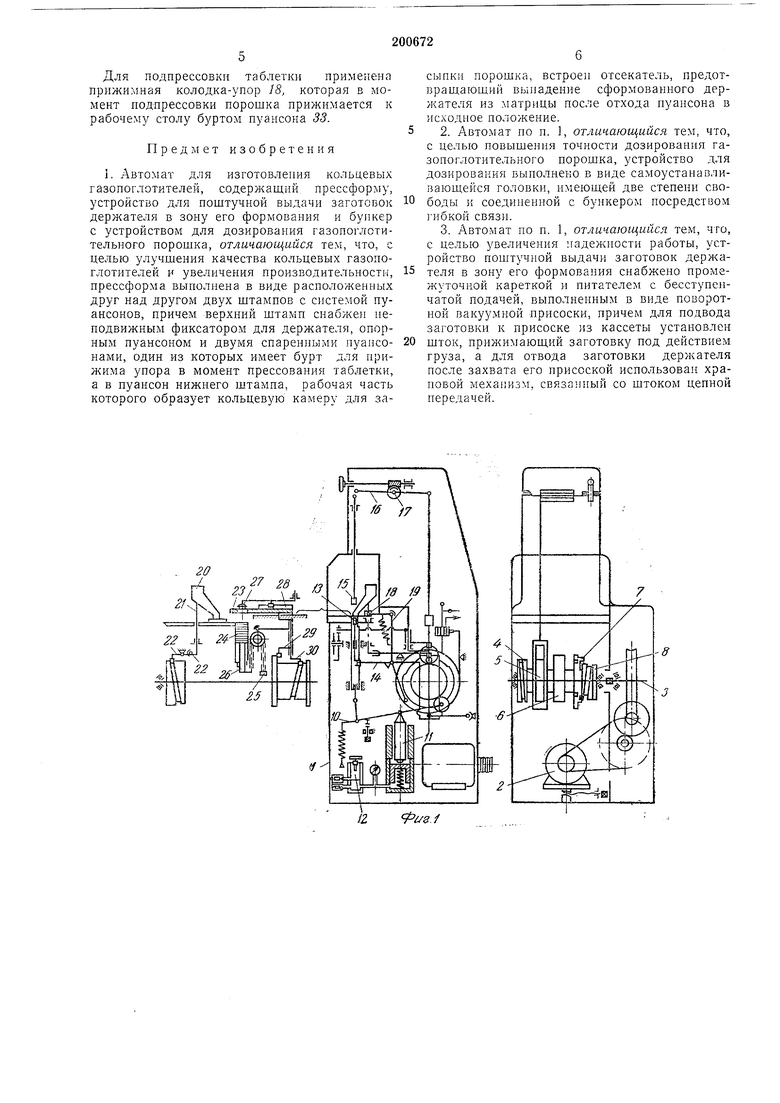
Устройство для поштучной выдачи заготовок работает следующим образом (фиг. 3).
Заготовка находится в кассете 24 на штоке 26. В момеит забирания заготовки присоской 27 собачка 34 доп скает опускание груза 25.
При этом шток 26 под давлением груза поднимается, прижимая заготовку к присоске. После захвата заготовки собачка 34 поворачивает храновик 35 нротив часовой стрелки, поднимая груз 25. Шток 26 под действием силы
тяжести опускается, и вместе с ним опускаются все заготовки, кроме прижатой к присоске. Заготовка, захвачеппая присоской, передаегся па каретку 23.
Устройство для дозирования порошка представляет собой головку 36, соединеппую с бункером 20 гибкой связью. Головка насажена на ось кронштейна 37 и может поворачиваться относительно этой оси. Прижим головки к столу производится резиновым буфером с помощью винта 38. Таким образом, обеспечивается самоориентация головки относительно рабочего стола, а резиновый буфер надежно прижимает головку, поворачивая кронштейн относительно оси.
Прессформа, выполненная в виде расположенных друг над другом штампов, позволяет производить формование держателя, дозирование порошка, подпрессовку таблетки, транснортирование таблетки в зону прессования и запрессовку таблетки. Пуансоны 9 и /5 в момент формования держателя не позволяют заготовке перемещаться относительно фиксатора 31, благодаря чему не происходит отклонения от геометрических форм газопоглотителя. Пуансон 9 позволяет формовать газопоглотитель, замыкать дозирующий объем, подпрессовывать таблетку и транспортировать ее к зоне прессования для запрессовки в газопоДля подпрессовки таблетки применена прижимная колодка-упор 18, которая в момент подпрессовки порошка прижимается к рабочему столу буртом пуансона 33. Предмет изобретения i. Автомат для изготовления кольцевых газопоглотителей, содержащий прессформу, устройство для поштучной выдачи заготовок держателя в зону его формования и бункер с устройством для дозирования газопоглотительного порошка, отличающийся тем, что, с целью улучшения качества кольцевых газопоглотителей и увеличения производительности, прессформа выноотнена в виде расположенных друг над другом двух штампов с системой пуансонов, причем верхний штамп снабжен неподвижным фиксатором для держателя, опорным пуансоном и двумя спаренными пуансонами, один из которых имеет бурт для прижима упора в момент прессования таблетки, а в пуансон нижнего штампа, рабочая часть которого образует кольцевую камеру для засыпки порошка, встроен отсекатель, предотвращающий вынадение сформованного держателя из матрицы после отхода пуансона в исходное положение. 2.Автомат по п. 1, отличающийся тем, что, с целью повышения точности дозирования газопоглотительного порошка, устройство для дозирования выполнено в виде самоустанавливающейся головки, имеющей две степени свободы и соединенной с бункером посредством гибкой связи. 3.Автомат но п. 1, отличающийся тем, что, с целью увеличения надежности работы, устройство поштучной выдачи заготовок держателя в зону его формования снабжено промежуточной кареткой и питателем с бесступенчатой подачей, выполненным в виде поворотной вакуумной присоски, причем для подвода заготовки к присоске из кассеты установлен шток, прижимающий заготовку под действием груза, а для отвода заготовки держателя после захвата его присоской использован храповой механизм, связапгый со штоком цепной передачей.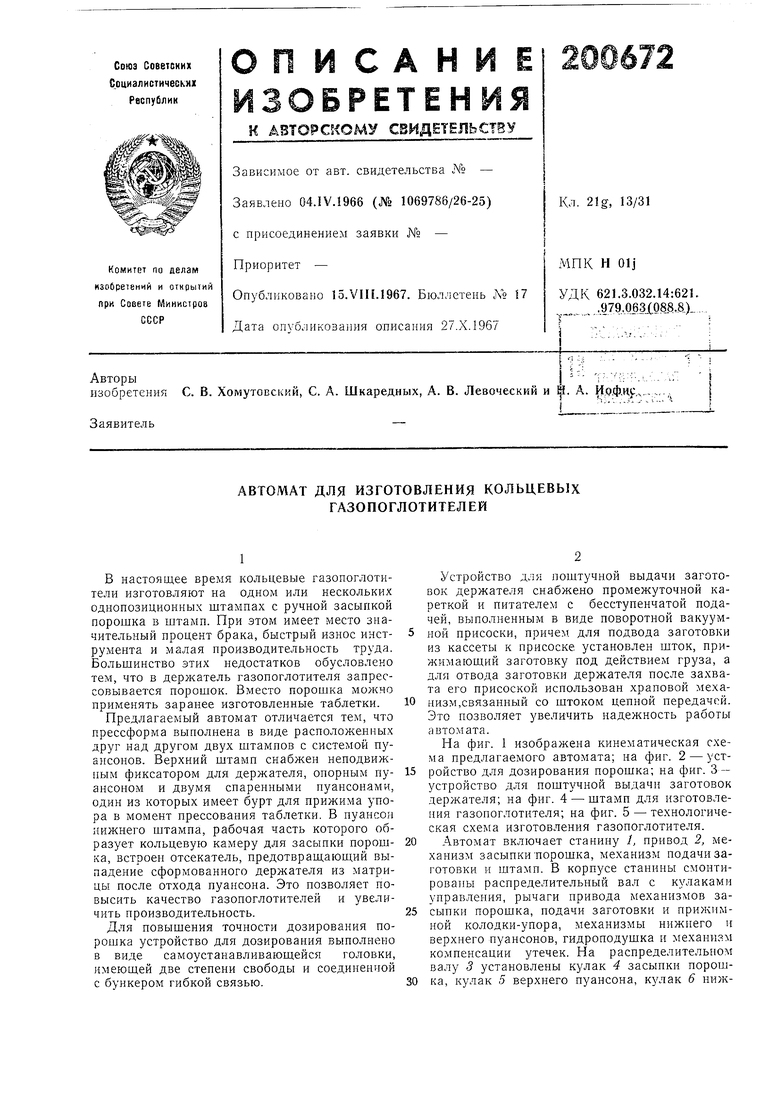
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| АВТОМАТ ДЛЯ ТАБЛЕТИРОВАНИЯ ВОЛОКНИСТЫХ ПРЕССМАТЕРИАЛОВ | 1973 |
|
SU361089A1 |
| Устройство для формирования газопоглотителей | 1982 |
|
SU1022234A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ПЛАСТМАССОВЫХ ТАБЛЕТОК | 1969 |
|
SU238130A1 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| АВТОМАТ ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 1970 |
|
SU263554A1 |
| Устройство для прессования порошковых материалов | 1984 |
|
SU1231542A1 |
| Револьверный пресс | 1957 |
|
SU114471A1 |
.f
,
IS S S-iSi SSS
1 1Ш
26Л
Фие.з
13
Фиг 2
.
K-i
.J-XJ,,-- -J-:«7 2 S
