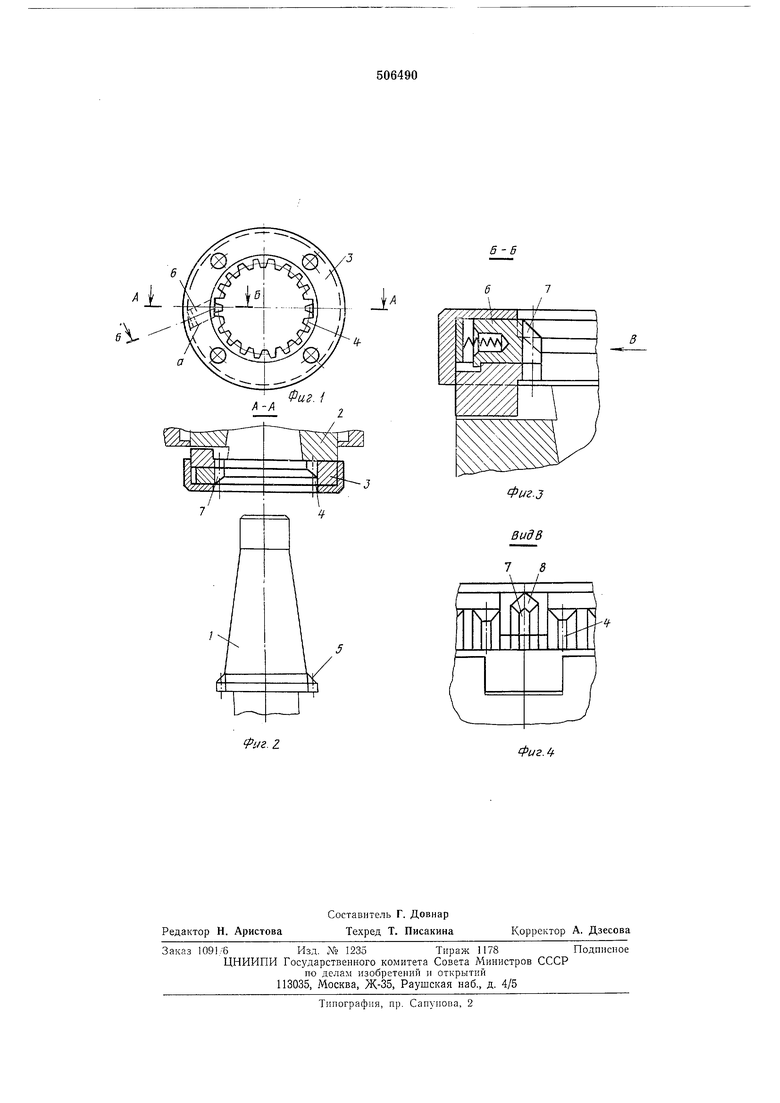
Изобретение относится к машиностроению Н может быть использовано в станках с числовым программным управлением и автоматической сменой инструмента. Известны устройства для соединения инструментальной оправки со шпинделем в станках с автоматической сменой инструмента, содержаш,ие прикрепленный к шпинделю фланен с внутренними зубьями, зацепляюш,имися с наружными зубьями инструментальной оправки, и подпружиненный плунжер для взаимного разворота оправки и шпинделя, размеш,енный в поперечном отверстии фланца с возможностью ограниченного осевого перемеш,ения и снабженный выступаюш им над зубьями фланна выступом. С целью обеспечения надежного сцепления оправки и шпинделя в предлагаемом устройстве отверстие для плунжера выполнено под углом к оси симметрии выступа, а выступ размеш.ен так, что в исходном положении его Ось совпадает с осью одного из зубьев фланца. Угол наклона оси отверстия для плунжера равен углу профиля зубьев, а профиль выступа идентичен профилю зубьев фланца. На фиг. 1 изображено предлагаемое устройство, план; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 3. Устройство для соединения инструментальной оправки 1 со шпинделем 2 состоит из закрепленного на шпинделе фланца 3 с внутренними зубьями 4. Оправка 1 снабжена соответственно наружными зубьями 5, которые скошены и закруглены. Для разворота оправки устройство снабжено подпружиненным нлунжером 6, размещенным в поперечном отверстии а фланца 3 и имеющим выступ-зуб 7. Профиль выступазуба совпадает с профилем одного из зубьев 4 фланца 3 и оказывается как-бы наложенным сверху на этот зуб. Кроме того, выступзуб 7 выдвинут вперед по отношению к остальным зубьям 4 и имеет срезанные боковые грани 8. Отверстие а выполнено под углом к оси выстуна-зуба 7, равным углу профиля зубьев (угол может быть равен 20°, что соответствует нормальному эвольвентному зацеплению) . Устройство работает следующим образом. При вставлении оправки 1 в шпиндель 2 могут возникнуть три случая: 1.Зубья 5 оправки 1 точно понали во впадины зубьев 4 фланца 3. В этом случае процесс соединения происходит беспрепятственно. Разворот оправки не нужен. 2.Зубья 5 оправки 1 частично смещены по отношению к впадинам зубьев 4 фланца 3.
. Первым соприкасается с одним из зубьев 5 оправки 1 выступ-зуб 7 плунжера 6, который взаимодействует одной из своих боковых граней 8 с боковой стороной этого зуба оправки. В зависимости от величины смещения по шагу, направления удара (по левой или правой грани 8), податливости пружины плунжера 6, времени взаимодействия и т. д., плунжер может утапливаться в отверстии а до упора или оставаться неподвижным. Независимо от состояния плунжера 6 оправка 1, отталкиваясь своим зубом при скольжении по грани 8 от выступа-зуба 7, получает боковой толчок, разворачивается до тех пор, пока ее зубья 5 не окажутся против впадин зубьев 4.
3. Зубья 5 оправки 1 своими вершинами точно совпали с вершинами зубьев 4 фланца 3.
В таком случае один из зубьев 5 оправки 1 попадает точно на вершину выступа-зуба 7. Плунжер 6 полностью утапливается в отверстии а до упора. При этом ось выступа-зуба смещается в сторону, оставаясь параллельной самой себе и выступ-зуб сходит с вершины зуба оправки. Дальнейший процесс сцепления происходит так, как описано в предыдущем пункте.
4
Формула изобретения
1.Устройство для соединения инструментальной оправки со шпинделем в станках с
автоматической сменой инструмента, содержащее прикрепленный к шпинделю фланец с внутренними зубьями, зацепляющимися с наружными зубьями инструментальной оправки, и подпружиненный плунжер для взаимного разворота оправки и шпинделя, размещенный в поперечном отверстии фланца с возможностью ограниченного осевого перемещения и снабженный выступающим над зубьями фланца выступом, отличающееся тем,
что, с целью обеспечения надежного сцепления оправки и шпинделя, отверстие для плунжера выполнено под углом к оси симметрии выступа, который размещен так, что в исходном положении его ось совпадает с осью одного из зубьев фланца.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения несущей способности выступа, угол наклона оси отверстия для плунжера равен углу профиля зубьев, а
профиль выступа идентичен профилю зубьев фланца.
Фиг. i
f(
Б-б
Фиг.з
Виде
ffiiZ. I
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения инструментальной оправки со шпинделем | 1979 |
|
SU856742A2 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Устройство для автоматической смены инструмента | 1988 |
|
SU1701474A1 |
| ^С?СОЮЗНАй .»Й1Ш1 ип/ч | 1973 |
|
SU372032A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| Устройство для запирания инструментальной оправки в магазине | 1984 |
|
SU1296356A1 |