Уже известнь универсальные прокатные станы с приводом валков от центрально монтированного механизма и установкой валков в перецвижных корпусах. Предлагаемый стан для ре-дуцирования труб относится к станам этого же типа, однако имеет перед ним преимущества в части кинематики рабочих валков.
В стане предлагаемой - конструкции введены промежуточные шестерни, насаженные на отдельных осях.
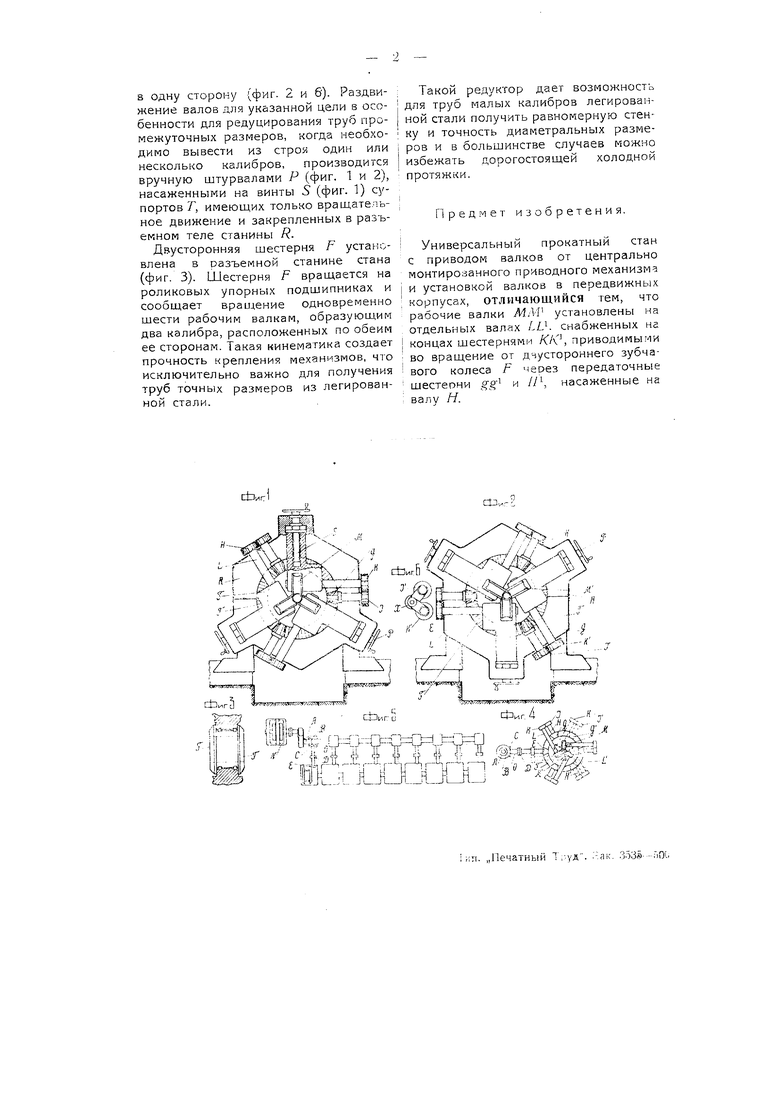
На чертеже фиг. 1 показывает общий вид клети спереди ( калибр); фиг. 2-вид клети сзади (II калибр); фиг. 3-расположение центральной приводной шестерни; фиг. 4-передачу от нее вращения рабочим валкам. Общий вид редукторного стана из девяти клетей представлен на фиг. 5, а схема передачи закрепления рабочим валкам приведена на фиг. 6.
В виду того, что стан основан на принципе постоянного объема металла, проходящего в единицу времени через каждый калибр, то предусмотрено возрастание скоростей вращения рабочих валков каждой клети и каждого калибра (от первой до девятой клети), с помощью конической передачи В, С дпя клетей, а с помощью конических шестерен gg и цилиндрических АГ/О-
для калибров. Общий вал А (фиг. 4 и 5), приводимый от мотора Л , передает вращение конической щестерне С через насаженную на нем коническую шестерню В и сообщает вращение через вал О и муфту D конической шестерне Е. Коническая шестерня Е в свою очередь передает вращение двусторонней полой конической шестерне F (фиг. 1-3). Приводимые ею в движение конические шестерни заставляют вращаться цилиндрические щестерни насаженные на валах //// и передают вращение цилиндрическим шестерням КК. Цилиндрические щестерни КК через валы LL вращают рабочие валки /И/И(фиг. 4) редукторного стана.
Передача рабочего усилия от мотора к рабочим валкам при надобности раздвижения с целью настройки или получения труб промежуточных размеров осуществляется сохранением постоянного положения промежуточных звеньев валов с коническими шестернями gg и цилиндрическими шестернями // (фиг. 1 и 2).
Цилиндрические шестерни в клетях с обратной стороны, т. е. в калибрах II имеют между собой паразитную шестерню X либо гитарное соединение для получения врашения валков
8 одну сторону (фиг. 2 и 6). Раздвижение валов для указанной цели в особенности для редуцирования труб промежуточных размеров, когда необходимо вывести из строй один или несколько калибров, производится вручную штурвалами Р (фиг. 1 и 2), насаженными на винты 5 (фиг. 1) супортов 7, имеющих только вращательное движение и закрепленных в разъемном теле станины R.
Двусторонняя шестерня F установлена в разъемной станине стана (фиг. 3). Шестерня F вращается на роликовых упорных подшипниках и сообщает вращение одновременно шести рабочим валкам, образующим два калибра, расположенных по обеим ее сторонам. Такая кинематика создает прочность крепления механизмов, что исключительно важно для получения труб точных размеров из легированной стали.
Такой редуктор дает возможность для труб малых калибров легированной стали получить равномерную стенну и точность диаметральных размеров и в большинстве случаев можно избежать дорогостоящей холодной протяжки.
Предмет изобретения,
Универсальный прокатный стан с приводом валков от центрально монтированного приводного механизма и установкой валков в передвижных корпусах, отличающийся тем, что рабочие валки А1Л1 установлены на отдельных валах LL. снабженных на концах шестернями КК приводимыми во вращение от дчустороннего зубчавого колеса F через передаточные шестерни gg и //, насаженные на валу Н.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686789A1 |
| ПРОКАТНЫЙ СТАН | 2009 |
|
RU2404871C1 |
| ВРАЩАЮЩАЯСЯ РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1970 |
|
SU286941A1 |
| Привод стана холодной прокатки труб | 1986 |
|
SU1346284A1 |
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
Т.- ,тав7гя:,,г.; %7а ггя вау ;мцч х-.-/.«п1
Ш, с
/4flti li ЙД й ®
шй Г - ; г- i гЛ гЧ
о Я
.,
,
Еч ®РлГг.
I 1 I
С+Зиг. 4 Р Г
