Изобретение относится к трубопрокатному производству и может быть использовано в стане холодной прокатки труб.
Целью изобретения является увеличение скорости перемещения клети при прокатке конических труб путем снижения динамических нагрузок.
На фиг. 1 представлен привод, обилий вид; на фиг. 2 - кинематическая с.кема привода стана холодной прокатки труб; на фиг. 3 - установка опор кривошипных колес на приводном валу.
Привод стана холодной прокатки труб содержит приводной вал 1 с шестернями 2 зацепленные с ними кривошипные колеса 3, размеп1енные на полых валах 4, установленные опорами 5 ца приводном валу и снабженные .механизмо.м поворота относительно приводного вала в виде рычагов 6, винтов 7, гаек-шестерен 8, связанных с приводными шестернями 9, и спаренные шатуны 10, соединенные с кривоип-пшыми пальцами 11 кривоцшпных колес.
Кривошипные пальцы раз.мещены на ползунах 12, установленных в радиальных пазах 13 кривошипных колес. Механизм изменения длины кривошипа выполнен в виде жестко связанного с ползуном винта 14, гайки-шестерни 15, находящейся в зацеплении с коническим колесом 16, сидящим на одном валу 17 с коническим колесом 18, которое связано с сидящим на приводном валу 19 коническим колесом 20. Опоры кри- ВОП1ИПНЫХ колес выполнены в виде корпуса 21 и крышек 22 и 23. В верхней части каждо опоры на подшипниках качения установлен полый вал кривошипного колеса, а в нижней - приводной вал. На крышках и.меется серьга, шарнирно соединяюшая с рычагами.
Работа привода осуществляется следующим образом.
При включении главного электродвигателя вращение передается через приводной вал 1 и П1естерни 2 на кривошипные колеса 3, которые через кривошипные пальцы 1 1 и HiaTyHbi 10 трансформируют вращательное движение в возвратно-поступательное движение клети. За один оборот кривошипных колес клеть совергпает двойной ход Н. Для
5
0
5
0
5
0
изменения этого хода приводят во вращение приводной вал 19 и через конические колеса 18, 20, 15 и 16 перемещают винты 14 и связанные с ними ползуны 12 с пальцами 11. Радиус кривощипа изменяется от величины R до R. Одновременно, вращая приводную шестерню 9, через гайку-шестерню 8, винты 7 и рычаги 6 неремещают опоры 5 относительно приводного вала 1 на угол «1. Центр вращения кривощипных колес 3 перемещается из точки в в точку Si. Клеть не доходит до своего крайнего положения на величину ЛИ и ход ее становится равным HI, при этом переменность хода клети достигается при постоянной длине шатунов. Происходит недоворот валков рабочей клети за каждый двойной ход на определенный угол, что уменынает рабочую длину калибров, участвующую в деформации, происходит процесс формирования конической трубы.
Поворот опор 5 относительно вала 1 влево приводит к изменению крайнего переднего положения клети при постоянном заднем. Для прокатки некоторых видов труб необходимо иметь ностоянным переднее положение клети, а пере.менным - заднее, что достигается поворотом опор 5 относительно вала 1 вправо.
Предлагаемый привод позволяет снизить динамические нагрузки и создает резерв повышения производительности стана в два раза. Кроме того, обеснечивается возможность сохранения одного из крайних положений рабочей клети, что расширяет технологические возможности стана.
Формула изобретения
Привод стана холодной прокатки труб, содержащий приводной вал с шестернями, спаренные кривощипные колеса, имеющие механизм изменения длины кривошипа и спаренные шатуны, отличающийся те.м, что, с целью увеличения скорости перемещения клети при прокатке конических труб путем снижения динамических нагрузок, кривошипные колеса установлены опорами на приводном валу и снабжены механиз.мом поворота относительно этого вала.
7 )5 « It I i Фаг.2
Л Л18
22 Фиг.
Редактор А.Ворович Заказ 4642/12
Составитель А. Насильников Техред И. ВересКорректор А. И.пьии
Тираж 480Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Л1осква, Ж - 35, Раушская наб.. д. 45 Производственно-полиграфическое предприятие, г. Ужгород, л. Проектная, 4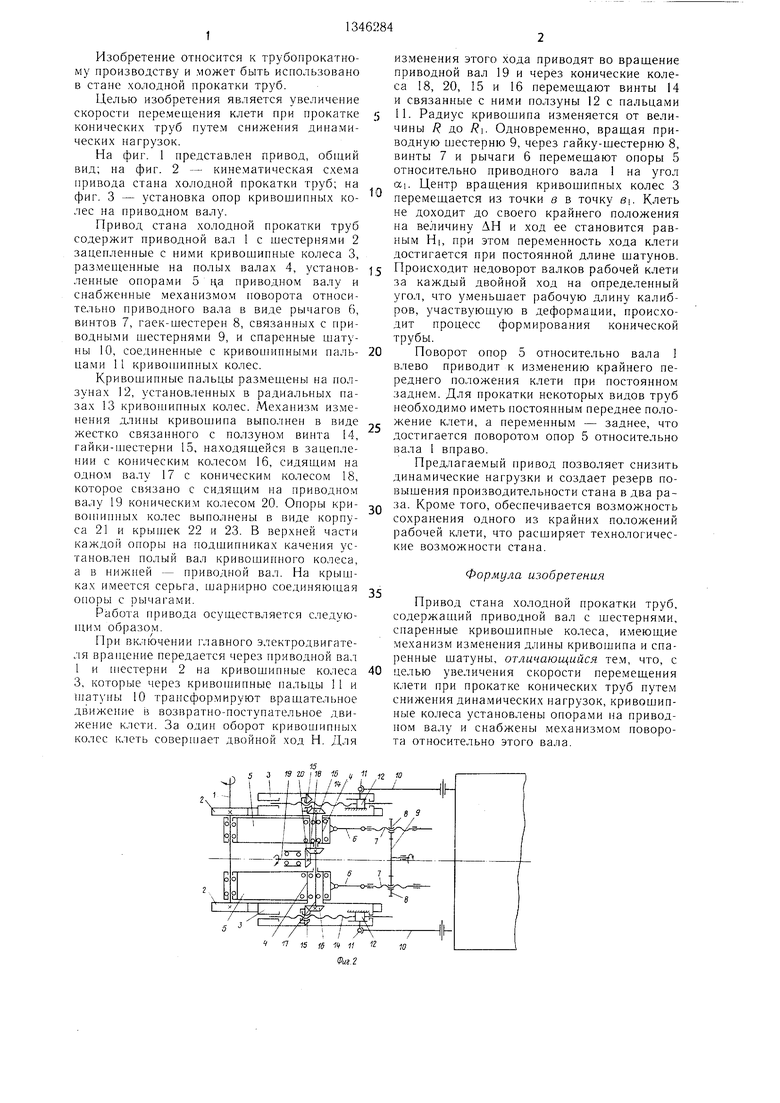
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Приводной механизм стана холодной прокатки конических труб | 1990 |
|
SU1703211A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1533789A1 |
| Привод рабочей клети стана холодной прокатки конических труб | 1988 |
|
SU1595599A1 |
| Привод рабочей клетки стана холодной прокатки труб | 1985 |
|
SU1353542A1 |
| Привод возвратно-поступательного перемещения клетей многоклетьевого стана | 1985 |
|
SU1319949A1 |
| Привод клети стана холодной прокатки труб | 1989 |
|
SU1729637A1 |
| Привод клети стана холодной прокатки труб | 1976 |
|
SU662174A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1419768A1 |
| ПРИВОД ПЕРЕМЕЩЕНИЯ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1990 |
|
RU2030228C1 |

Изобретение относится к трубопрокатному производству и может быть использовано в стане холодной прокатки труб. Целью изобретения является увеличение скорости перемещения клети при прокатке конических труб путем снижения динамических нагрузок. Привод содержит приводной вал 1 с щестернями 2, находящиеся с ними в зацеплении спаренные кривощипные колеса 3 и спаренные щатуны 10. Кривощипные колеса опорами 4 установлены на приводном валу 1 и имеют механизм изменения длины кривощипа и механизм поворота относительно приводного вала. Механизм поворота кривошипных колес относительно приводного вала содержит рычаги 6, винт 7 с гайкой- шестерней 8, находящейся в зацеплении с шестерней 9, соединенной с приводным валом. Кривошипные пальцы 11 размещены на ползунах, установленных в радиальных пазах кривошипных колес 3, и связаны с механизмом изменения длины кривошипа. Механизм изменения длины кривошипа выполнен в виде жестко связанного с ползуном винта и гайки-шестерни, приводимой во вращение через коническую передачу от приводного вала. Поворот кривощипных колес 3 относительно приводного вала позволяет обеспечить переменный ход рабочей клети стана. 3 ил. ) (Л . СО 4 О5 ND 00 4
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| Холодная прокатка стальных труб | |||
| М.: Металлургиздат, 1951, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Привод стана холодной прокатки труб | 1985 |
|
SU1251989A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
