2. Стан по п.IF отличающий с я тем, что система управления выполнена в виде гидроэлектроклапанов, соединенных последовательно с гидроцилиндрами каждой рабочей клети и датчиков высоты промежуточной Лормы профиляt расположенных перед каждой клетью и соединенных с гидроэлектроклапаном этих клетей. 3. Стан по пп. 1 и 2, о т л ичагощийся тем, что он снабх ен плунжерным насосом, дополнительным трубопроводом, посредством которого насос связан с гидроцилиндрами валков рабочих клетей, и вибратором, взаимодействующим с плунжером насоса,
4. Стан по ПП.1 - 3, о т л и ч аю ei и и с я тем, что подушки валков
соединенные с гидроцилиндрами, установлены с возможностью возвратно-поступательного перемещения по ходу профилирования.
5, Стан по пп,1-4, о т л и ч а ю щ и и с я тем, что вибратор выполнен в виде конического кулачкового вала с установленными на нем эксцентрично кулачками, связанного с приводом его осевого перемещения, при этом стан снабжен компаратором определения разности линейных скоростей валков тянущей клети и готового профиля, связанным с приводом нажимного устройства тянущей клети и приводом конического кулачкового вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1990 |
|
SU1736657A1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1492554A1 |
| Профилегибочный агрегат | 1987 |
|
SU1555013A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
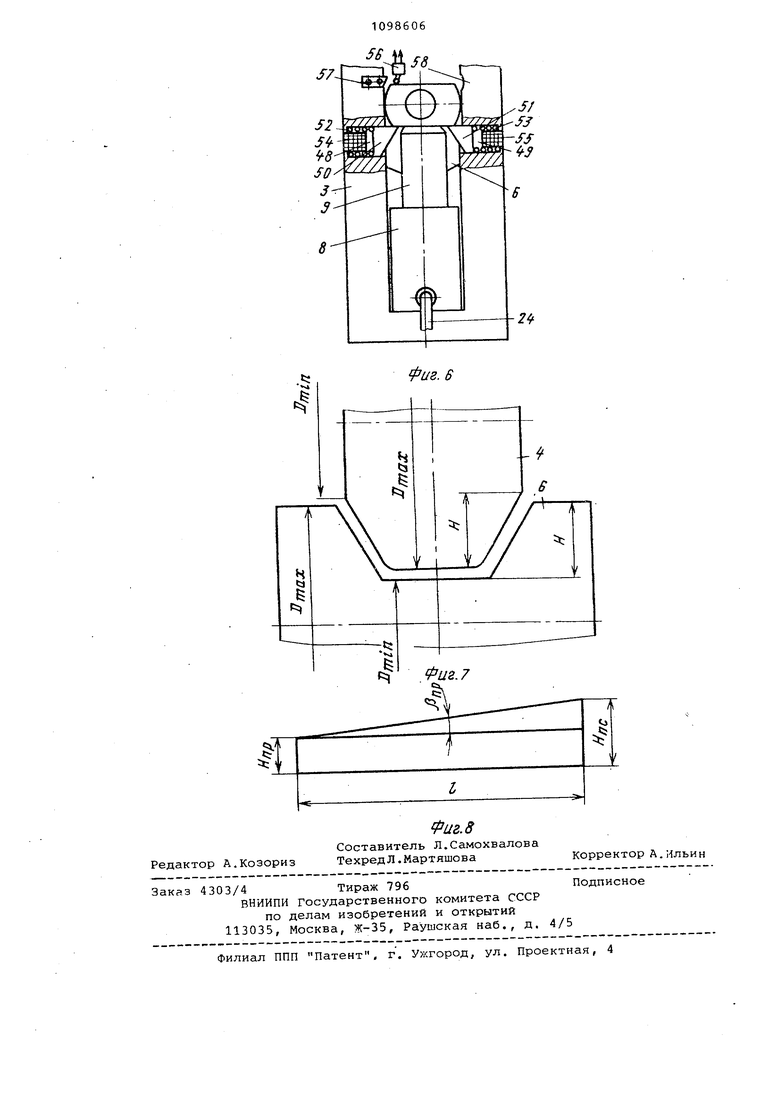
1. ПРОФИЛЕГИБОЧНЫЙ СТАН, содержащий ряд последовательно установленных на станинах неприводных рабочих клетей с валками, размещеннь1ми в подушках рабочих клетей, в которых подушкиодногоиз валков снабжены управляемыми гидроцилиндрами, связанными общим трубопроводом, тянущую клеть с нажимным устройством, связанным с приводом, и систему управления, о т л и ч а ющ и и с я тем, что, с целью повышения качества профилей и расширения технологических возможностей, каждая неприводная рабочая клеть снабжена подпружиненными к станинам опорными элементами и связанными с ними электромагнитами, при этом подумки валков, соединенные с управляемыми гидроцилиндрами, установлены с возможностью взаимодействия с упомянутыми опорными элементами,- а валки рабочих клетей расположены на расстоянии между их Осевыми плоскостями, определяемом из соотношения Пр I I и Н j - максимальная высота где Н, (Л калибра соответственно последующей и предыдущей клетки, мм; Ьрр - продольный )орчующий угол для предыдущей клети, град. X о о
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления гнутых гоФрированных профилей.
Известен профилегибочный стан, содержащий ряд последовательно установленных неприводных клетей, в котрых подумка одного из валков связана с гидроцилиндрами, соединенными общим трубопроводом, тянугг ую клеть и блок управления 13.
Недостатком известного стана является низкое качество проЛилей вследствие того, что в нем не предусмотрена отЛормовка переднего конца полосы при начале процесса пролилирования, а также вследствие того, что клети по длине стана отстоят одна от другой без учета длины оча.га деформации.
Известный стан предназначен только для изготовления тонкостенных профилей, что снижает его технологические возможности.
Целью изобретения является повышение качества профилей и расширение технологических возможностей.
Цель достигается тем, что в профилегибочном стане, содержащем ряд последовательно установленных неприводных рабочих клетей с валками, размещенными в подушках, в которых подуи1ки одного из валков снабжены управляемыми гидроцилиндрами, связанными общим трубопроводом, тянущу клеть с нажимным устройством, связанным с приводом, и систему управления, каждая неприводная рабочая клеть снабжена подпружиненными к станинам опорными элементами и связанными с ними электромагнитами, при этом подушки валков, соединенны с управляющими гидроцилиндрами, ус
тановлены с возможностью взаимодействия с упомянутыми опорными элементами, а валки рабочих клетей расположены на расстоянии между их осевыми плоскостями, определяемом из соотношения
Р .(Hnc-Hnp) где Н PJ. и Н - максимальная высота
калибра соответственно последу:эщей
и предыдущей клетей, мм;
Апр продольный формующий угол для предыдущей клети,град.
Кроме того, система управления выполнена в виде гидрозлектроклапанов, соединенных последовательно с гидроцилиндрами ка;кдой рабочей клети и датчиков высоты промежуточной формы профиля, располокенных перед каждой клетью и соединенных с гидроэлектроклапанами этих клетей.
Стан снабжен плунжерны / насосом, дополнительным трубопроводом, посредством которого насос связан с гидроцилиндрами валков рабочих клетей, и вибратором, взаимодействующим с плунжером насо°са.
Подушки валков, соединенных с гидроцилиндрами, установлены с возможностью возвратно-поступательного перемещения по ходу профилирования.
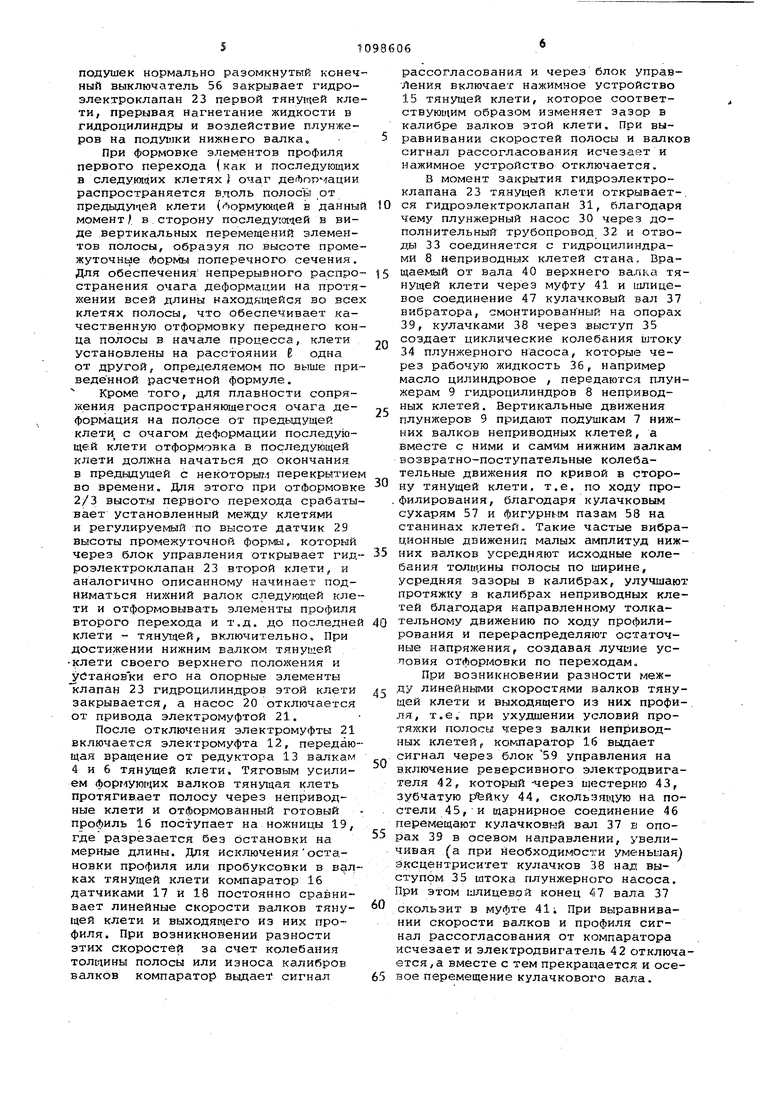
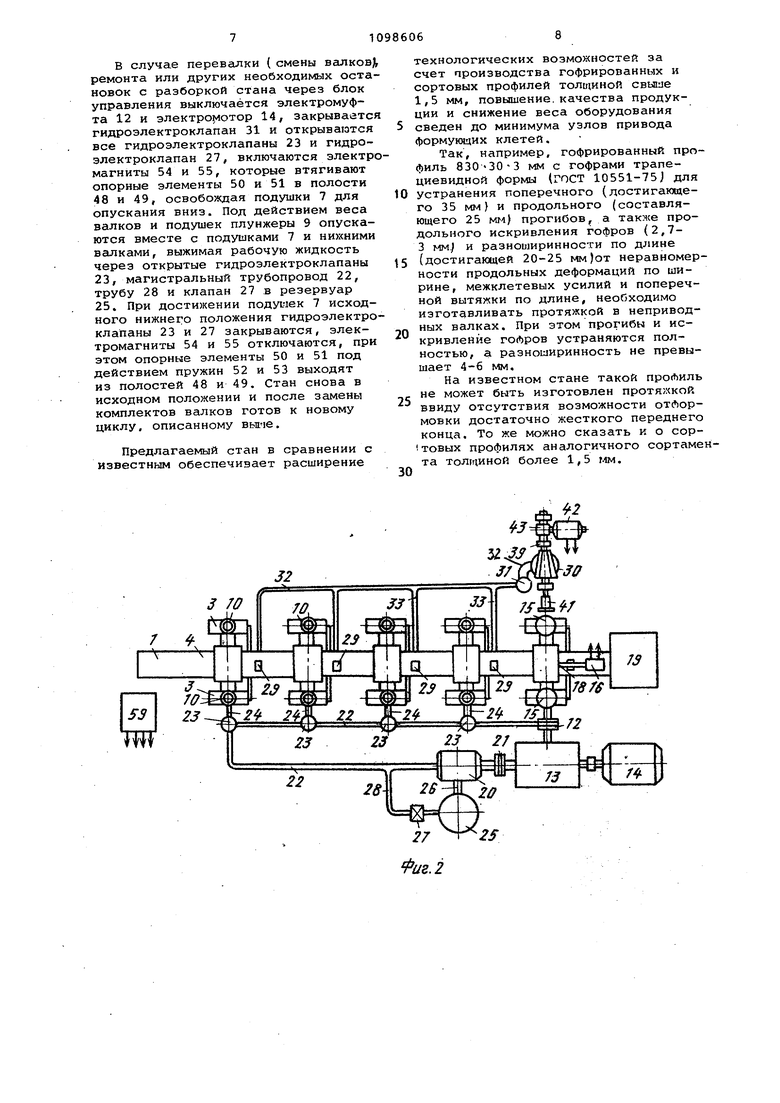
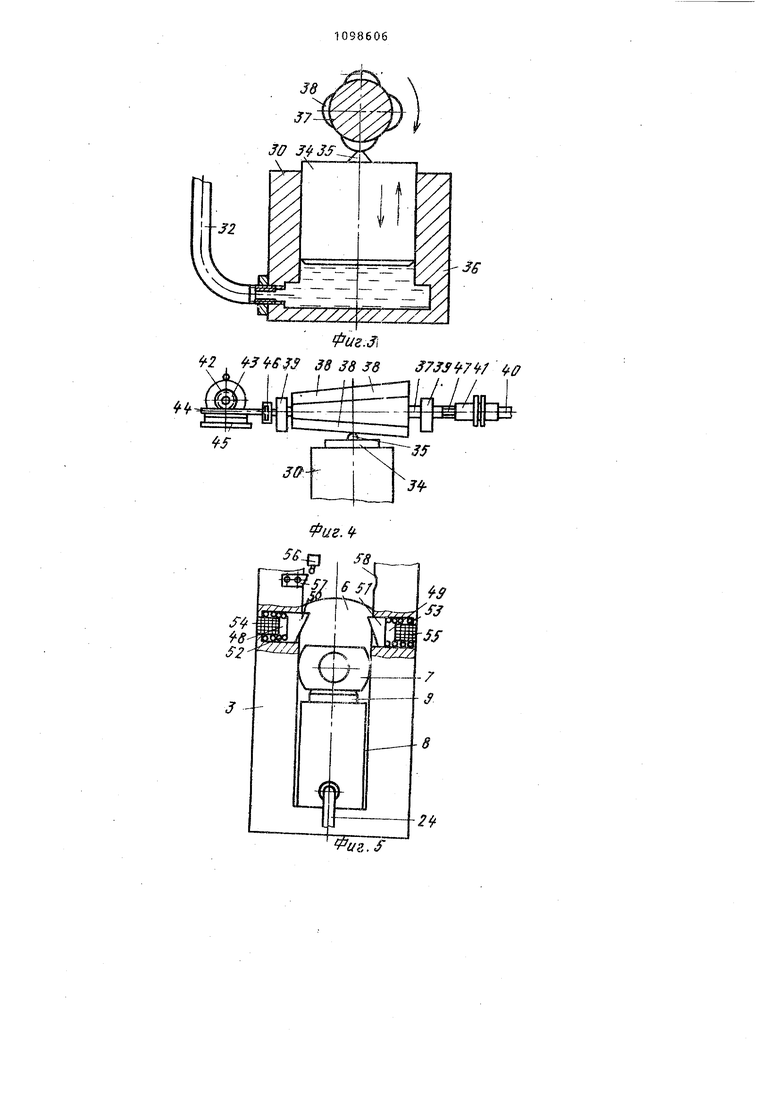
Вибратор выполнен в виде конического кулачкового вала с установленными на нем эксцентрично кулачками, связанного с приводом его осевого перемещения, при этом стан снабжен компаратором определения разности линейных скоростей валков тянущей клети и готового профиля, связанным с приводом нажимного устройства тянущей клети и приводом конического кулачково го вала. На фиг.1 изображена схема предла гаемого стана, общий вид, на фиг.2то же, вид в плрне; на фиг.З - взаи модействие плунжерного насоса и кулачкового вала; на фиг.4 - общая сх ма вибратора; на фиг.5 - положение подушек на гидроцилиндрах при разве деннь Х валах; на фиг.6 - положение подушек валка, Ликсированное на опо ных элементах; на фиг,7 - схема тип вого калибра рабочих валков; на фиг.8 - схема профильного угла Формовки. Профилегибочиый стан содержит ра матыватель 1 для подачи заготовки 2 группу неприводных клетей, состоящи из станин 3, верхних валков 4 с подушками 5, нижних валков 6с подушками 7, гидроцилиндров 8 с плунжера ми 9 , нажимных устройств 10, стоящу последней тянущую клеть 11 с приводом через электромуфту 12 и редукто 13 от электродвигателя 14, нажимным устройством в виде моторов-редукторов 15, компаратора 16 сравнения ли нейных скоростей профиля и валков о датчиков 17 и 18, ножницы 19. Стан имеет насос 20 высокого давления, приводимый через электромуфту 21 от редуктора 13, магистральный трубопр вод 22 для подачи рабочей хсидкости в гидроцилиндры 8 через гидроэлектр клапаны 23 и патрубки 24, резервуар 25 рабочей жидкости, соединенный с насосом 20 патрубком 26 и магистральным трубопроводом через гидрозлектроклапан 27 трубой 28. Между клетями установлены датчики 29 промежуточной высоты профиля. Стан снабжен плунжерным насосом 30, соединенным через гидроэлектроклапан 31 дополнительным трубопроводом 32 с гидроцилиндрами 8 неприводных ..клетей с отводами 33. Г1ток 34 плунжерного насоса через выступы 35 для передачи пульсирующих колебаний гидроцилиндрам неприводных клетей через рабочую :хидкость 36 взаимодействует контактно с вибратором, состоящим из кулачкового вала 37 с кулачками 38 с меняющимся По длине величиной эксцентриситета. Кулачковый вал смонтирован на опорах 39 с возможностью вращения от вала 40 валка тянущей клети и осевого перемещения реверсивным электродвигателем 42 через шестерню 43, зубчатую рейку 44, скользящую на постели 45, и шарнирное соединение 46. При осевом перемещении кулачкового вала его шлицевой конец 47 скользит в муЛте 41. В полостях 4В и 49 неприводных клетей смонтированы опорные элементы в виде сухарей 50 и 51, пружин 52 и 53 и электромагнитов 54 и 55, связанные с гидроэлектроклапанами 23 через конечный выключатель 56 положения подушек 7. На станинах непринодных клетей смонтированы сухари 57 и выполнены фигурные впадины 58. Стан оборудован блоком 59 управления, координирующим взаимодействие узлов и агрегатов, включение и отключение в нужные моменты электромагнитов 13, гидроэлектроклапанов 23, 27 и 31 компаратора 16, датчиков 29, 17 и 18 конечных выключателей 56, электромагнитов 54 и 55 и электромуйт 21 и 12. Стан работает следующим образом. В исходном положении, при разведенных валках 4 и 6 всех клетей, что достигается при фиксированной установке нажимными устройствами 10 и 15, связанными с подутьками 5, верхних валков на определенном уровне, опусканием нижних валков в крайнее нижнее положение вместе с подушками 7 и плунжерами 9 путем выжимания последними рабочей жидкости из гидроцилиндров 8 под действием веса валков 6 и их подушек 7 в резервуар 25 через открытые гидроэлектроклапаны 23, магистральный трубопровод 22, трубу 28 и открытый гидроэлектроклапан 27, с разматывателя 1 во все клети задается заготовка 2. При минимальном выходе ее эа осевую плоскость валков тянущей клети 11 5-10 толщин подача ее прекращается и через блок 59 управления включается электродвигатель 14 и электромуфта 21, а через нее от редуктора 13 приводится в действие нагнетающий насос высокого давления 20, подающий рабочую жидкость, например масло цилиндровое, через патрубок 26 из резервуара 25 в магистральный трубопровод 22 к гидроэлектроклапанам 23. Одновременно с этим открывается гидроэлектроклапан 23 первой неприводной клети, при этом гидроэлектроклапаны 23 остальных клетей и гидроэлектроклапаны 27 и 31 закрыты. Усилием нагнетающейся рабочей жидкости плунжер 9 гидроцилиндра В первой неприводной клети через подушки 7 поднимает ее нихсний валок 6 до прижатия заготовки 2 к верхнему валку 4. При этом происходит формовка первого перехода на полосе. При движении вверх подушки 7 отжимают опорные элементы 50 и 51 в полости 48 и 49 станин 3, сжимая пружины 52 и 53. При достижении крайнего верхнего положения валком 6, когда зазор между валками равен толщине полосы и происходит полная отформовка элементов первого перехода, подушки 7 устанавливаются на опорные элементы 50 и 51, вышедшие из полостей после прохождения подушек. При этом от воздействия
подушек нормально разомкнутнй конечный выключатель 56 закрывает гидроэлектроклапан 23 первой клети, прерывая нагнетание жидкости в гидроцилиндры и воздействие плунжеров на подуи ки нижнего валка,
При формовке элементов профиля первого перехода (как и последующих в следуккцих клетях } очаг деЪор Тации распространяется вдоль полосы от предыду1(ей клети (лормующей в данны момент . в . сторону последующей в виде .вертикальных перемещений элементов полосы, образуя по высоте промежуточные Аормы поперечного сечения. Для обеспечения непрерывного распространения очага деформации на протяжении всей длины находящейся во все клетях полосы, что обеспечивает качественную отформовку переднего конца полосы в начале процесса,, клети установлены на расстоянии Е одна от другой, определяемом по выше приведенной расчетной формуле.
Кроме того, для плавности сопряжения распространяющегося очага деформация на полосе от предьщущей клети с очагом деформации последующей клети отформовка в последующей клети должна начаться до окончания в предьщущей с некоторытл перекрытие во времени. Для этого при отформовк 2/3 высоты первого перехода срабатывает установленный между клетями и регулируегуый по высоте датчик 29 высоты промежуточном формы, который через блок управления открывает гидроэлектроклапан 23 второй клети, и аналогично описанному начинает подниматься нижний валок следующей клети и отформовывать элементы профиля второго перехода и т.д. до последне клети тянущей, включительно. При достижении нижним валком тянущей своего верхнего положения и уСтаНовки его на опорные элементы Тслапан 23 гидроцилиндров этой клети закрывается, а насос 20 отключается от привода электромуфтой 21.
После отключения электромуфты 21 включается электромуфта 12, передающая вращение от редуктора 13 валкам 4 и 6 Тянущей клети. Тяговым усилием формующих валков тянущая клеть протягив.ает полосу через неприводные клети и отформованный готовый профиль 16 поступает на ножницы 19, где разрезается без остановки на мерные длины. Для исключенияостановки профиля или пробуксовки в в$лках тянущей клети компаратор 16 датчиками 17 и 18 постоянно сравнивает линейные скорости в-алков тянущей клети и выходящего из них профиля. При возникновении разности этих скоростей за счет колебания толщины полосы или износа калибров валков компаратор выдает сигнал
рассогласования и через блок управления включает нажимное устройство 15 тянущей клети, которое соответствующим образом изменяет зазор в калибре валков этой клети. При вы5 равнивании скоростей полосы и валков сигнал рассогласования исчезает и нажимное устройство отключается.
В момент закрытия гидроэлектроклапана 23 тянущей клети открывает-. 10 ся гидроэлектроклапан 31, благодаря чему плунжерный насос 30 через дополнительный трубопровод 32 и отводы 33 соединяется с гидроцилиндрами 8 неприводных клетей стана, Вра5 щаемый от вала 40 верхнего валка тянущей клети через муфту 41 и шлицевое соединение 47 кулачковый вал 37 вибратора, смонтированный на опорах 39, кулачками 38 через выступ 35 создает циклические колебания штоку 34 плунжерного насоса, которые через рабочую жидкость 36, например масло цилиндровое , передаются плунжерам 9 гидроцилиндров 8 неприводных клетей. Вертикальные движения плунжеров 9 придают подушкам 7 нижних валков неприводных клетей, а вместе с ними и самим нижним валкам возвратно-поступательные колебательные движения по кривой в сторо0 ну тянущей клети, т.е. по ходу про.филирования, благодаря кулачковым сухарям 57 и фигурным пазам 58 на станинах клетей. Такие частые вибрационные движенип малых амплитуд ниж5 них валков усредняют и.сходные колебания толщины полосы по ширине, усредняя зазоры в калибрах, улучшают протяжку в калибрах неприводных клетей благодаря направленному толка0 тельному движению по ходу профилирования и перераспределяют остаточные напряжения, создавая лучшие условия отформовки по переходам.
При возникновении разности межг ду линейными скоростями валков тянущей клети и выходящего из них профиля, т.е. при ухудшении условий протяжки полосы через валки неприводных клетейf KONmapaTop 16 выдает сигнал через блок 59 управления на включение реверсивного электродвигателя 42, который -через шестерню 43, зубчатую 44, скользящую на постели 45, и щарнирное соединение 46 перемещают кулачковый вал 37 в опоJ pax 39 в осевом направлении, увеличивая (а при йеобходимости уменьшая) эксцентриситет кулачков 38 над выступом 35 штока плунжерного насоса. При этом шлицев.ой конец 47 вала 37
скользит в муфте 41; При выравнивании скорости валков и профиля сигнал рассогласования от компаратора исчезает и электродвигатель 42 отключается, а вместе с тем прекравдается и осе5 вое перемещение кулачкового вала.
В случае перевалки ( смены валков ремонта или других необходимых остановок с разборкой стана через блок управления выключается электромуфта 12 и электромотор 14, закрываетс гидроэлектроклапан 31 и открываются все гидроэлектроклапаны 23 и гидроэлектроклапан 27, включаются электрмагниты 54 и 55, которые втягивают опорные элементы 50 и 51 в полости 48 и 49, освобождая подушки 7 для опускания вниз. Под действием веса валков и подушек плунжеры 9 опускаются вместе с подушками 7 и ншхними валками, выжимая рабочую жидкость через открытые гидроэлектроклапаны 23, магистральный трубопровод 22, трубу 28 и клапан 27 в резервуар 25. При достижении подушек 7 исходного нижнего положения гидроэлектроклапаны 23 и 27 закрываются, электромагниты 54 и 55 отключаются, при этом опорные элементы 50 и 51 под действием пружин 52 и 53 выходят из полостей 48 и 49. Стан снова в исходном положении и после замены комплектов валков готов к новому циклу, описанному вьиме.
Предлагаемый стан в сравнении с известным обеспечивает расширение
технологических возможностей за счет производства гофрированных и сортовых профилей толщиной свыгае 1,5 мм, повышение, качества продукции и снижение веса оборудования сведен до минимума узлов привода формующих клетей.
Так, например, гофрированный профиль мм с гофрами трапециевидной формы (гост 10551-75J для устранения поперечного (лостигаюоще0го 35 мм) и продольного (составляющего 25 мм) прогибов, а также продольного искривления гофров (2,73 мм.; и разноширинности по длине 5 (достигающей 20-25 мм)от неравномерности продольных деформаций по ширине, межклетевых усилий и поперечной вытяжки по длине, необходимо изготавливать протяжкой в неприводных валках. При этом прогибы и ис0кривление гоЛров устраняются полностью, а разноширинность не превышает 4-6 NDH.
На известном стане такой проЛиль не может быть изготовлен протя;хкой
5 ввиду отсутствия возможности отЛормовки достаточно жесткого переднего конца. То же можно сказать и о сор товых профилях аналогичного сортамента толщиной более 1,5 глм.
Фив. 2 38 38 Se
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3748884, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
