; I. ;,.-. : ИарбрётеНие относится к Трубопрокатному прОйз&одству и может быть исполь« ao&akb Дйй изготовления труб из углеpoAticTbtx и легированных марок сталей разяичйьгх размеров. Известна прокатная клеть, содержащая станину, размещенные в ней четыре рабочйх валка, их подушки, в каждой из которых cWOHTHjpdBaH эксцентриковый вал с червячйым приводом поворота СП . Огдельиыё индивидуальные приводы четырех рабочих валков не обеспечивают точной установки всех рабочих.ваЛков отйоситёлЬЦб оси калибра, что отрицатель но сказывается на точности герметричес- ких размеров лрркатьгваемьтх изделий. Наибопб е близка к изобретению рабо чая клеть стана холодной прокатки труб, содержащая стйнину, разме1ценные в ней вертикальные рабочие валки, смонтированиые в жесткой подушке опорные катКн по два на каждый рабочий, приводную шестерню на шейка одного из рабочих валков и зубчатую стационарную рейку pj. В этой клети каждая пара опорных каТков смонтирована в одной подушке, йеремещаёмой от двух индивидуальных нажимньпс винтов. При сближении рабочих валков отсутствует синхронизация их вращения и при этом не обеспечивается плавная и точная регулировка положения опорных катков и, следовательно, одновременно и рабочих валков, поскольку происходит перекос катков и валков. . . Целью изобретения является обеспечение тгпавиой и точной регулировки калибра в плоскости перпендикулярной к оси прокатки и повышение тем самым точности геометрических размеров труб. Для этого в рабочей клети стана холодной прокатки труб, содержащей станину, размещенные в ней вертикальные рабочие валки, опорные катки по два на каждый рабочий, приводную шестерню на шейке одного из рабочих валков и зубчатую стационарную рейку, одна пара опорных катков имеет эксцентричные бочки, установлена подвижно в направлении ра-
бочих валков и снабжена приводом синхронного перемещения в виде рычагов, соединенных винтовой парой.
Благодаря такому конструктивному клети эксцентриковые оси двух опорных катков перемещаются синхронно посредством рычагов и винтовой пары, что повышает точность геометрических размеров труб.
На фиг. 1 показана предлагаемая i
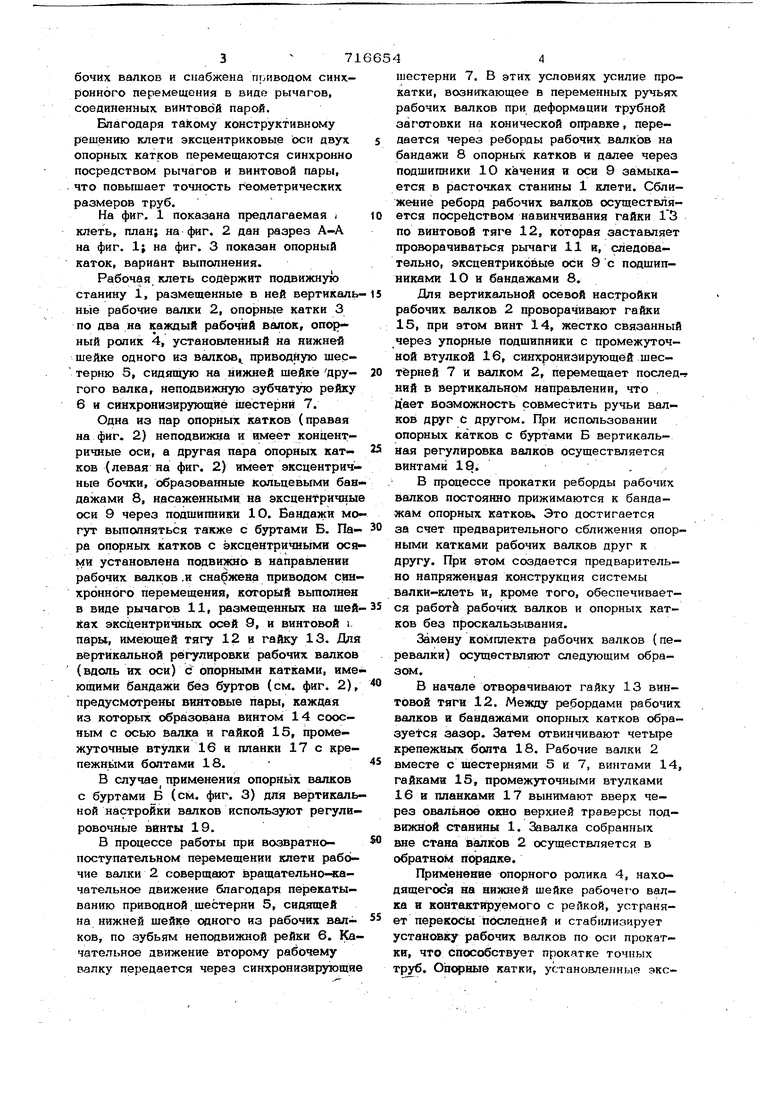
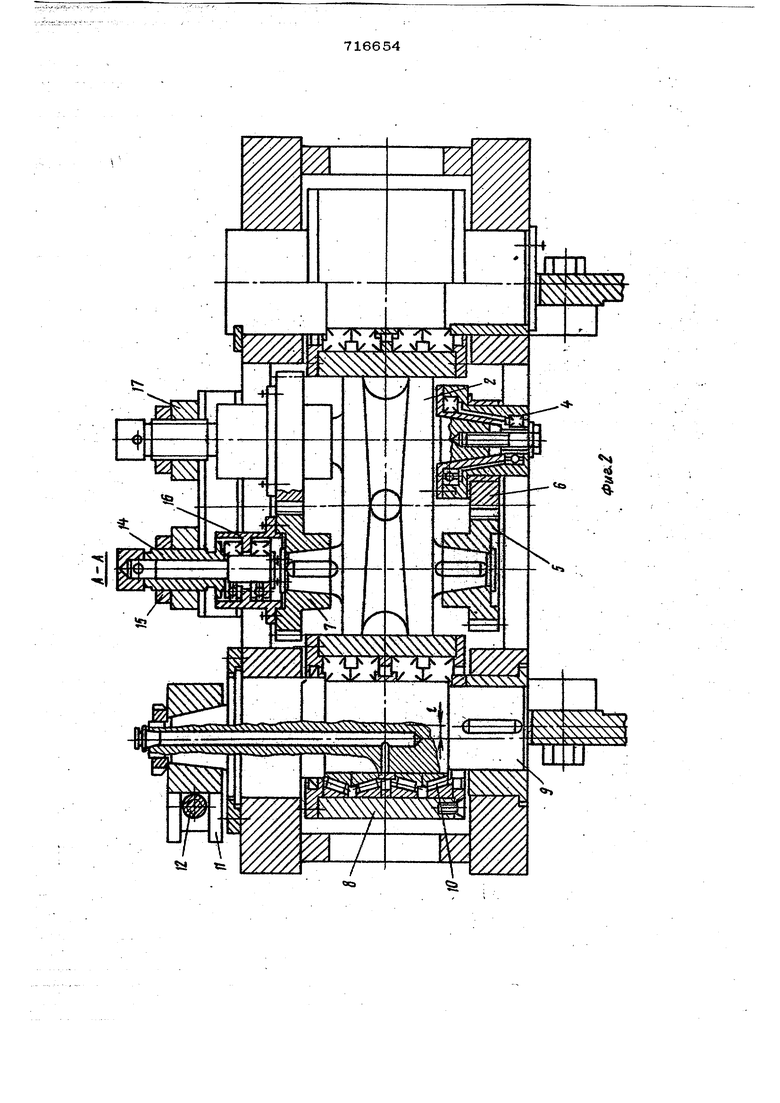
клеть, план; на фиг. 2 дан разрез А-А на фиг. 1; на фиг. 3 показан опорный каток, вариант выполнения.
Рабочая клеть содержит подвижную станину 1, размещенные в ней вертикаль- ные рабочие валки 2, опорные катки 3 по два на каждый рабочий валок, опорный ролик 4, установленный на нижне1) шейке одного из валков приводйую шестерню 5, сидящую на нижней шейкедругого валка, неподвижную зубчатую рейку 6 и синхронизирующие шестерни 7.
Од:на из пар опорных катков (правая на фиг. 2) неподвижна и имеет концентричные оси, а другая пара опорных катков (левая на фиг. 2) имеет эксцентричные бочки, образованные кольцевыми бандажами 8, насаженными на эксцентричные оси 9 через подшипники 1О. Вандажи могут выполняться также с буртами Б. Па- ра опорных катков с эксцентричными осями установлена подвижно в направлении рабочих валков .и снабжейа приводом синхронного перемещения, который вьтолвев в виде рычагов 11, размещенных на шейках эксцентричных осей 9, и винтовой i пары, имеющей тягу 12 и гайку 13. Дпй вертикальной регулировки рабочих валков (вдоль их оси) с опорными катками, имеющими бандажи без буртов (см. фиг. 2), предусмотрены винтовые пары, кажда я из которых образована винтом 14 соос- ным с осью валка и гайкой 15, промежуточные втулки 16 и планки 17 с крепежными болтами 18.
В случае применения опорных валков с буртами Б (см. фиг. 3) для вертикальной настройки валков используют регулировочные Винты 19.
В процессе работы при возвратнопоступательном перемещении клети рабочие валки 2 соверщают вращательно- ачательное движение благодаря перекатыванию приводной шестерни 5, сидящей на нижней шейке одного из рабочих валков, по зубьям неподвижной рейки 6. Качательное движение второму рабочему валку передается через синхронизирующие
шестерни 7. В этих условиях усилие прокатки, возникающее в переменных ручьях рабочих валков при деформации трубной заготовки на конической оправке, передается через реборды рабочих валков на бандажи 8 опорных катков и далее через подшипники 10 качения н оси 9 замыкается в расточках станины 1 клети. Сближение реборд рабочих валков осуществляется посреЦством навинчивания гайки 13 по винтовой тяге 12, которая заставляет проворачиваться рычаги 11 и, следовательно, эксцентриковые оси 9 с подшипниками 10 и бандажами 8.
Для вертикальной осевой настройки рабочих валков 2 проворачивают гайки 15, при этом винт 14, жестко связанный через упорные подшипники с промежуточной втулкой 16, синхронизирующей шестерней 7 и валком 2, перемещает послед НИИ в вертикальном направлении, что аает Возможность совместить ручьи валков друг с другом. При использовании опорных катков с буртами Б вертикальная регулировка валков осуществляется винтами 19.
В процессе прокатки реборды рабочих валков постоянно прижимаются к бандажам опорных катков Это достигается за счет предварительного сближения опорными катками рабочих валков друг к другу. При этом создается предварительно напряженеая конструкция системы валки-клеть и, кроме того, обеспечивается работ рабочих валков и опорных катков без проскальзывания.
Замену комплекта рабочих валков (перевалки) осуществляют следующим образом.
В начале отворачивают гайку 13 винтовой тяги 12. Межод- ребордами рабочих валков и бандажами опорных катков образуется зазор. Затем отвинчивают четыре крепежных болта 18. Рабочие валки 2 вместе с шестернями 5 и 7, винтами 14 гайками 15, промежуточными втулками 16 и планками 17 вынимают вверх через овальное О1шо верхней траверсы подвижной станины 1. Завалка собранных вне стана валков 2 осуществляется в обратном йЬрядке.
Применеане опорного ролика 4, находящегося на нижней шейке рабочего валка н контактнруемого с рейкой, устраняет перекосы последней и стабилизирует установку рабочих валков по оси прокатки, что способствует прокатке точных труб. Опорные катки, установленные эксцентричными осями в расточках станины клети, повышают плавность и точность настройки, что также способствует полученгао более точных труб. Наличие буртов на опорных катках также упрощает процесс настройки рабочих валков и способствует повышению точности прокатываемых труб. Предложенная клеть позволяет осуществить плавную и точную регулировку положения опорных катков путем устранения перекоса рабочих валков и повысить точность прокатываемых труб. Формула изобретения Клеть стана холодной прокатки труб, содержащая станину размещенные в ней вертикальные рабочие валки, опорные кат ки по два на каждый рабочий, приводную шестерню на шейке одного из рабочих валков и зубчатую стационарную рейку, отличающаяся тем, что, с целью обеспечения плавной и точной регулировки калибра и повышения тем самым точности геометрических размеров труб, одна пара опорных катков имеет эксцентричные бочки, установлена подвижно в направлении рабочих валков и снабжена приводом синхронного перемещения в виде рычагов, соединенных винтовой парой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №391872, кл. В 21 В , 1971. 2.Семенова О. А, и др. Совершенствованве станов и прсадесса хопопной прокатки труб.- Сталь,й973, № 3, с. 257-258.

| название | год | авторы | номер документа |
|---|---|---|---|
| Привод валков стана холодной прокатки труб | 1978 |
|
SU759159A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |
| Рабочая клеть стана холодной прокатки труб | 1981 |
|
SU990354A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
Г J-ir-B ji 1 Диими
. Jl«5
-r .
Фаг.1 11 «g,-,- r 4i-Eetj liiJjу: -- tatb
fui. 5
