1
Изобретение относится к области металлургии, в частности к непрерывной разливке стали через охлаждающие жидкости.
Известен способ непрерывной разливки, включающий предварительное о.хлаждение подаваемого в кристаллизатор металла.
Цель изобретения - получение стабильно высокой производительности установок непрерывной разливки металлов.
Это достигается те.м, что скорость кристаллизации регулируют изменением количества и скорости подаваемого для предварительного охлаждения охладителя по сигналу, получаемому выявление.м амплитуды напряжения и тока частотой 1 -10 Гц, образующихся на несущей частоте индуктивного датчика, контролируюидего скорость кристаллизации, при этом с увеличением сигнала расход охладителя увеличинают, а с мен| гиением - уменьHiaiOT.
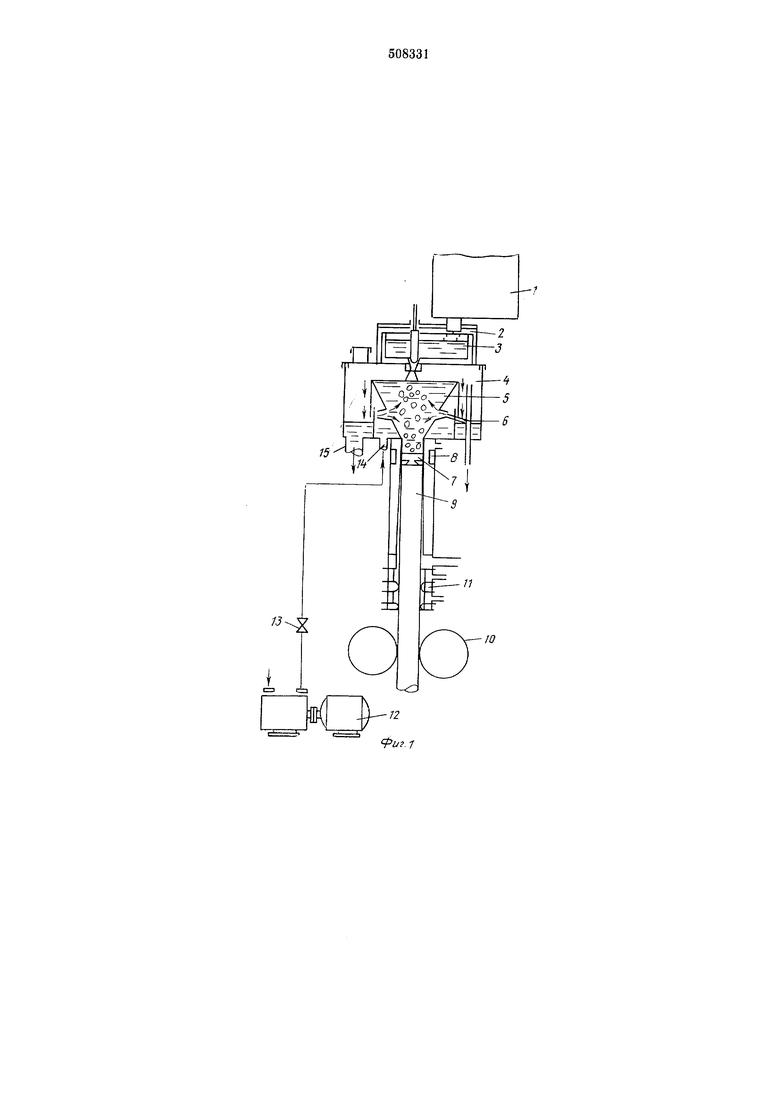
На (l)HE-. 1 представлена прннциииальная схема установки д, осуидествления описываемого способа; на фиг. 2 - изменение волновых проявленш ; кристал.тизации с изменением расхода охладителя.
Установка содержит сталеразливочнып КОВИ1 1, промежуточную камеру 2, промежуточный ковщ 3, вакуумную камеру 4, воронку 5, кольцевой зазор 6 в воронке
9
смещения, формируемый слиток 7, иидуктивиый датчик 8, затравку 9, валки тянущей клети 10, механизм уплотнения низа кристаллизатора 11, насос 12, регулирующую задвижку 13, вход охлаждающей жидкости 14, слив жидкости 15. Метал из сталеразливочного ковша 1 в камеру 2, в которой находится промежуточный ковщ 3. Из промежуточного ковща 3 металл пост нает в вакуумн)ю камер 4, с воронкой смешения 5, в которой навстречу потоку металла через зазор 6 подается охлаждающая жидкость. В результате металл дробится на капли, которые в кристаллизаторе собираются в слиток 7. Размеры капель зависят от скорости охлаждающей жидкости и ее количества. Чем больще скорость охлаждающей жидкости и больще ее расход, гем на более мелкие капли разби 5аCTCSI струя .металла. С увеличением скорости
и расхода охлаждающей жидкости, движу1ЦСЙСЯ навстречу нотоку металла, уменьшается скорость движен;1я капель металла вниз. У: 1еиьшен11е размера капель п1Л1йодит в увеличению отнсщения п.тощади поверхности к
объему и, следовательно, к улеличснию количества отводимого от капли тепла н единицу врс.мени. У:.1еиыиепие скорости движения капель металла ви1;з прпводит к более продолжительиомх охлажденщо кане.ть. Таким
образом, увеличеине скорости и расхода охладнтсля приводит к )Сличсии10 количества предварительно отводимого от металла тепла.
Вокруг кристаллизатора устанавливается индуктивный датчик 8. Этот датчик, работающий в компенсациоииой схеме, реагирует иа два фактора: иа количество металла, находнщегоси в зоне действия датчика, и иа процессы кристаллизации, иротекающие в слитке.
Слиток вытягивается из кристаллизатора за затравку 9 валками клети 10 через механизм уплотнения низа кристаллизатора 11.
Охлаждающая жидкость з зону нредварительного охлаждения нодается насосом 12 через регулирующую задвижку 13 в кольцевое отверстие.
Отводимое из зоны кристаллизации тенло с органической жидкостью иостунает через трубу Б холодильник.
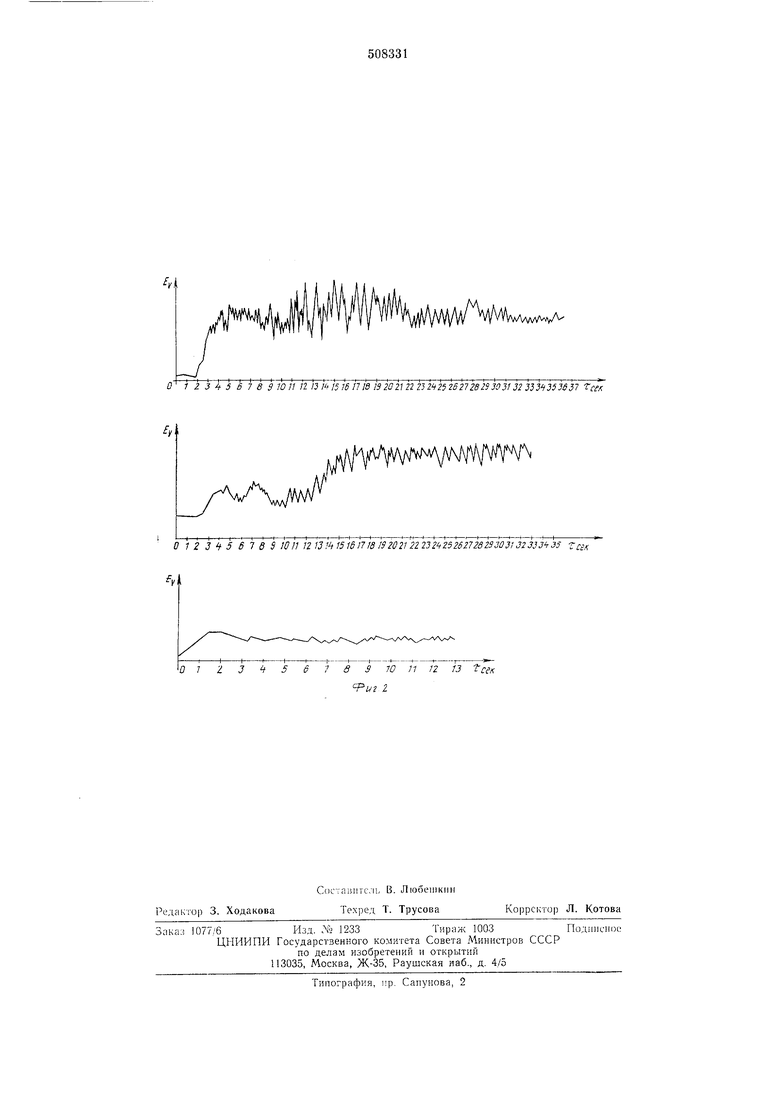
На фиг. 2 иредставлеиа завнсимоеть колебаний сигиала датчика прн повышенной частоте в условиях подачи разного количества охладителя. Химический состав металла трех нлавок колебался незначительно, содержание углерода 0,47-0,52%.
Темнература заливаемого металла также изменялась незначительно (1600°С-1620°С). Изменялся только расход охладителя.
При расходе охладителя 240 М/час, амплитуда колебаний сигнала датчика относительно средней линии иевелика, при расходе 280 мУчас амплитуда достигает максимального значения, а при расходе 320 м/час- амплитуда колебаний опять уменьшается, стремясь к нулю. В последнем случае был получен слиток в виде едва сварившихся капель металла.
Таким образом, зависимость величины амплитуды от расхода охладителя имеет максимум.
Это связано в различным характером кристаллизации при предварительном отводе разного количества тепла. С увеличением количества отводимого от металла тепла увеличивается скорость кристаллизации от стенок кристаллизатора. Характер кристаллизации прн этом остается классическим: от стенок последовательно к центру слитка.
При дальнейшем увеличении количества предварительно отводимого тенла, увеличивается количество металла, закристаллизовавшегося в объеме слитка, т. е. увеличивается степень объемной кристаллизации. Колебания сигналов нрн этом накладываются друг на друга и результирующие колебаний уменьшаются. При нолностью объемной кристаллизации
все сигналы, связанные с кристаллизацией отдельных объемов металла внутри слнтка, накладываются друг на друга статистически, в результате чего величина сигнала меньшается, достигая в пределе нуля.
Таким образом, из представленного экспериментального материала видно, что изменением расхода охладителя можно регулировать количество предварительно отводимого от металла тепла, а в качестве управляющего сигнала могут быть использованы сигналы частоты 1 -10 Гц. Песущан частот нснользованного датчика - 50 Гц.
Предлагаемый способ позволяет регулировать скорость кристаллизации при оптимальном ее значении и производительность установок непрерывной разливки, что обеспечивает получение высокого количества металла прн большой производительности установок.
Фор м у л а и 3 о б р е т е ни я
Способ управления К)иеталлизацией слитка прн непрерывной разливке с предварительН1ЛМ охлаждением постунагощего в кристаллнзатор металла, отличающийся тем, что, с целью получения стабильно высокой производительности установок непрерывной разливки металлов, скорость кристаллизации регулируют измеиением количества н скорости
подаваемого для предварительного охлаждения охладителя но сигналу, иолучаемому выявлением амплитуды напряжения и тока частотой 1 -10 Гц, образующихся иа несущей частоте индуктивного датчика, контролирующего скорость кристаллизации, при этом с уве.гичен11ем сигнала расход охладителя увеличивают, а с мены11ент1ем --- л меньшают.
i
-2 -3
-zf ,
-4
-5
-if
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ СТАЛЬНЫХ ПОЛОС | 2010 |
|
RU2422241C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ ПОЛУЧЕНИИ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351429C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| Способ непрерывного литья заготовок | 1990 |
|
SU1764785A1 |
eiBSW и 1213 i15ld 7 B/92021 22232 Z52S272e2SJOd J23JJ JS Г CSK
rz /J tce/
