Изобретение относится к области литейного производства, в частности к устройствам для поворота вокруг горизонтальной оси и опускания опок, нолуформ и нодмодельных плит в автоматических формовочных линиях.
Известное устройство для переворота и изменения уровня расположения полуформы, содержащее барабан с приводом для его врани,ения относительно горизонтальной оси и установленный внутри барабана двухрядный приводной рольганг с приводом, включающим зубчатую передачу, имеет малую производительность, обусловленную наличием холостого поворота барабана, последовательным входом и выходом нолуформ и низкой скоростью носледних вследствие при.менения жесткого упора для остановки опок; недостаточную надежность работы, так как при периодичееком зацеплении шестерен рольганга с шестерней нривода и радиальном входе зубьев нодвижной шестерни в зубья неподвижной происходит частое попадание вершин зубьев одной шестерни на вершине зубьев другой и, как с.тедствие, повышенный износ, частые остановки и даже ноломки зубьев.
С целью повышения производительности и надежности работЕз устройства, а также нлавного останова литейной полуформы устройство снабжено дополнительным двухрядным приводным рольгангом, установленным внутри
барабана симметрично относительно оси его поворота первому двухрядному приводному рольгангу, причем приводные рольганги связаны между co6oii зубчатой передачей, имеющей центральные шестерни, оси которых совмещены с осью поворота барабана, а на каждом двухрядном приводном рольганге установлен гидропиевматический тормоз.
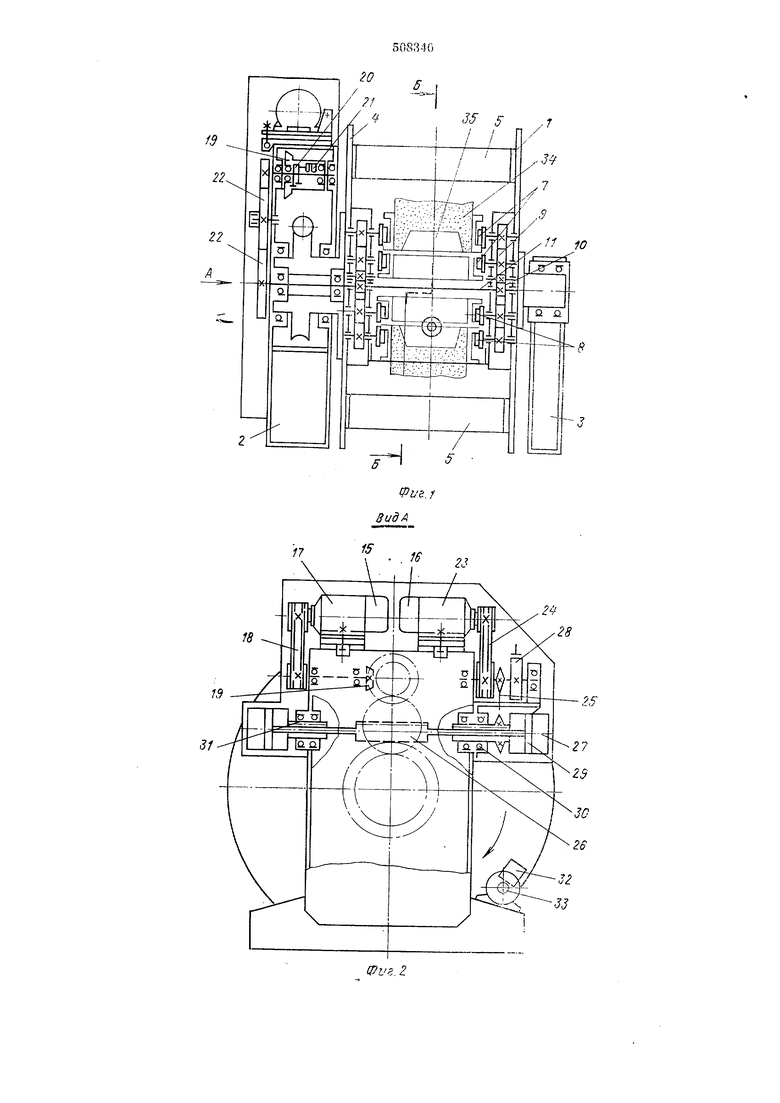
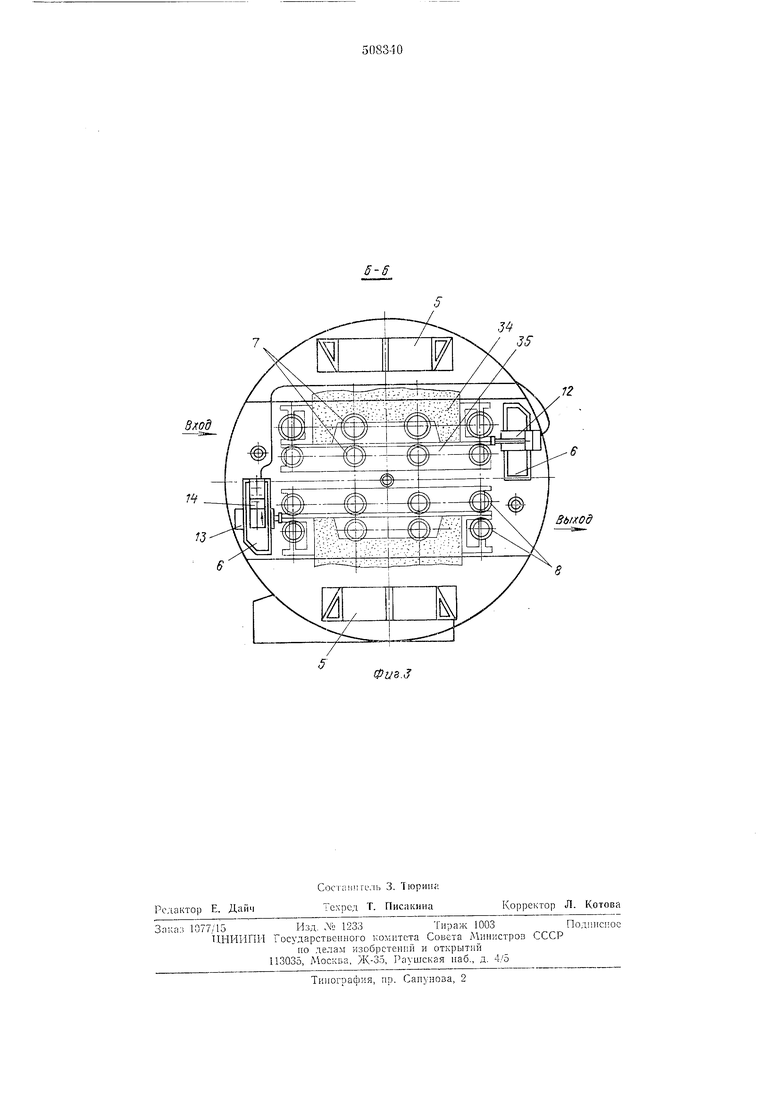
На фиг. 1 изображен кантователь, вертнкальный разрез по оси новорота барабана; на фиг. 2-вид по стрелке А на фиг. 1; на фиг. 3-разрез по Б-Б на фиг. 1.
Устройство содержит барабан 1, приводную стойку 2, и поддерживающую стойку 3.
Барабан 1 состоит из двух щек 4, скрепленных двумя етяжками 5 и двумя балками 6. На внутренних сторонах щек смонтирован прнводной рольганг, состоящий из верхнего яруеа 7 и нижнего яруса 8, каждый из кокоторых выполнен двухрядным и симметрично расноложен отноеительно оси новорота. Все ролики рольганга соединены щестернями 9 между собой и с двумя шестернями 10 на центральном приводном валу 11. В балках 6 смонтированы два гидропневматических тормоза 12, 13с двумя бачкамн 14. В приводной стойке 2 кантователя установлены привод 15 рольганга и привод 16 новорота барабана.
3
Привод 15 рольганга содержит электродвигатель 17, клиноременпую )сдачу 18, коническую зубчатую передачу 19, миогодисковую (ррикниониую муфту 20 с пневматическим цилиндром 21, цилиндрическую зубчатую нередачу 22 II центральный нрнводной 1 1 с двумя 1нестернями 10.
Привод 16 поворота барабана содержит электродвигатель 23, клиноремениую передачу 24, цепную передачу 25, червячную нередачу 26, пневмоцнлиндры доводки 27 и электромагнитный тормоз 28.
Поршни 29 иневмоцилиндров доводки 27 закреплены на концах вала червяка червячной передачи 26, iiMeiouiero воз.можность осевого перемеш,ения. Пневмоцилиндры 27 и вал червяка червячной передачи 26 смонтированы па об1цн.х подншипннках 30. Большая звездочка ценной передачи 25 закреплена ;ia ппевмоцилиндре 27 и через пшонки 31 соединена с валом червяка червячной нередачи 26.
На щеке 4 барабана с наружной стороны закренлепы два диаметрально расположенных ненодвижных упора 32. взаимодействующих во время поворота барабана с выдвижным цором 33, хстановленным на приводной стойке 2.
Устройство работает следующим образом. По;1уфор.ма 34 с нодмодельпой плитой 35 входит с повышенной скоростью в барабан 1 по вран|,аю1цимся роликам верхнего яруса 7 рольганга. Вран1,еиие роликов осуществляется от электродвигателя 17 через клиноременную передачу 18, коннческую зубчатую передачу 19. .многодисковую фрнкциоцную муфту 20, цилиндрическую зубчатую передачу 22, нейтральный приводной вал 11 с двумя шестерпямн 10 и шестерии 9. В конце входа нолуформа 34 с подмоделыюй плитой 35 плавно останавливается верхним гидропневматическим тормозом 12. Прн этом масло из верхнего тормоза 12 вытесняется в бачок 14. Одновременно со входом полуформы с иодмодельной плптой но верхнему ярусу 7 рольганга осуществляется выход ранее повернутой и опущенной нолуформы с нодмодельной плитой с ннжнего яруса 8 рольганга.
После окончания входа н выхода нолуформы 34 с подмодельными плитами 35 производится поворот барабана 1 по часовой стрелке. Перед началом поворота выдвижной упор 33 освобождает пеподвижнвп упор 32 барабана для свободного врап1,ення последнего. Поворот барабана ос ществляется электродвигателем 23 через клиноременную передачу 24, цепную передачу 25 и червячную передачу 26, червячное колесо которой жестко ci iзапо со н.1,екой барабана 1. Пе до.ходя на не4
который угол до конечного ноложени;.:, нршюд 16 барабана отключается н 1ормо;л1тся эле|утромагпит1и,1м тормозо.м 28. Цилиндром ,човодки 27 через перемепиЛон1цйся чер|;як и червячное колесо червячпо; нередачн 26 Gaрабап 1 нла)5но доводится до конеч ;ого положения, то есть до выдвижного упора 33.
В период поворота барабана i л ногодпсковая фрикционная муфта 20 с номон1,ыо нневматпческого цилиндра 21 отключается для устранения вращения верхнего 7 и нижнего 8 ярусов рольганга 1фи дифференциальном взаимодействии шестереи 9 с шестернями 10.
По окончании по;5Орота барабана подас ся сжатый воздух is нолост бачка 14, н тормозная жид|1ость (масло) перекачивается в рабочую нолость гндропневмони ишдра тормоза 12 ;для возврата его ипюка в неходкое
иоложение. Через определенное время сжатьи воздух из рабочей полости бачка 14 сбрасывается в атмосферу, и гидроиневматические тор.моза верхнего и нижнего ярусов рольганг; нодготовлен ; для приема последующей нолуформы.
После фиксации повернутого барабана 1 снова включается привод 15 вращения ролнков рольганга, п полуформа 34 с нодмодельпой плитой 35 уходит из каптователя. Пачалом входа последующей полуформы и началом выхода ранее повернутой и onynieiinoA но.;уформы нолный цнкл работы чттройства закапчивается и начинается следующий цик,т
Фор м у л а и 3 о б р е т- е 11 п я
1.Устройство для нереворота и изменения уровня расположения изделия, нреимущественно литей 1ой полуфор.мы, содержащее барабан с нрнводо.м для его вращения относяте.чьно горпзонталыюй оси н установленный внутри барабана двухрядный приводной рольганг с приводом, включающим зубчатую передачу, о т л и ч а ю П1,е е с я тем, что, с целью повышеГП-1Я пропзводительиости li надежности его работы, оно снабжено дополпите;Н)Ны.м дв хрядным рольгангом, установленным 15нутри барабана сим.метрпчно отпосптельпо оси его поворота первому двухрядному приводному рольГангу, причем приводные рольганги связашя между собой зубчатой нередачей, имеющс ; центральные пеетерпн, оси которых совмен,ены с осью поворота барабана.
2.Устройство по п. 1, о т л и ч а ю HJ, е е с я тем, что, с цел1зю плавного останова ;1итейной
нолуформы, на каждом двухрядном приводном рольганге хстанов.чен гндронневматическнй тормоз.
ff .Г
10
Фи.. f 8 ид А
4
28
JJ
Выход
Фи.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный автомат | 1974 |
|
SU508329A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| ВУЛКАНИЗАТОР ДЛЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU304147A1 |
| Устройство для автоматического уравновешивания бурового инструмента | 1940 |
|
SU62616A1 |
| Основной регулятор для ткацкого станка | 1940 |
|
SU64270A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| УСТРОЙСТВО для ЛОВА КАЛЬМАРОВ | 1969 |
|
SU234786A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ РЕГУЛИРОВКИ ТОРМОЗА ПРЕИМУЩЕСТВЕННО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2091626C1 |
| Кантователь | 1979 |
|
SU891215A1 |