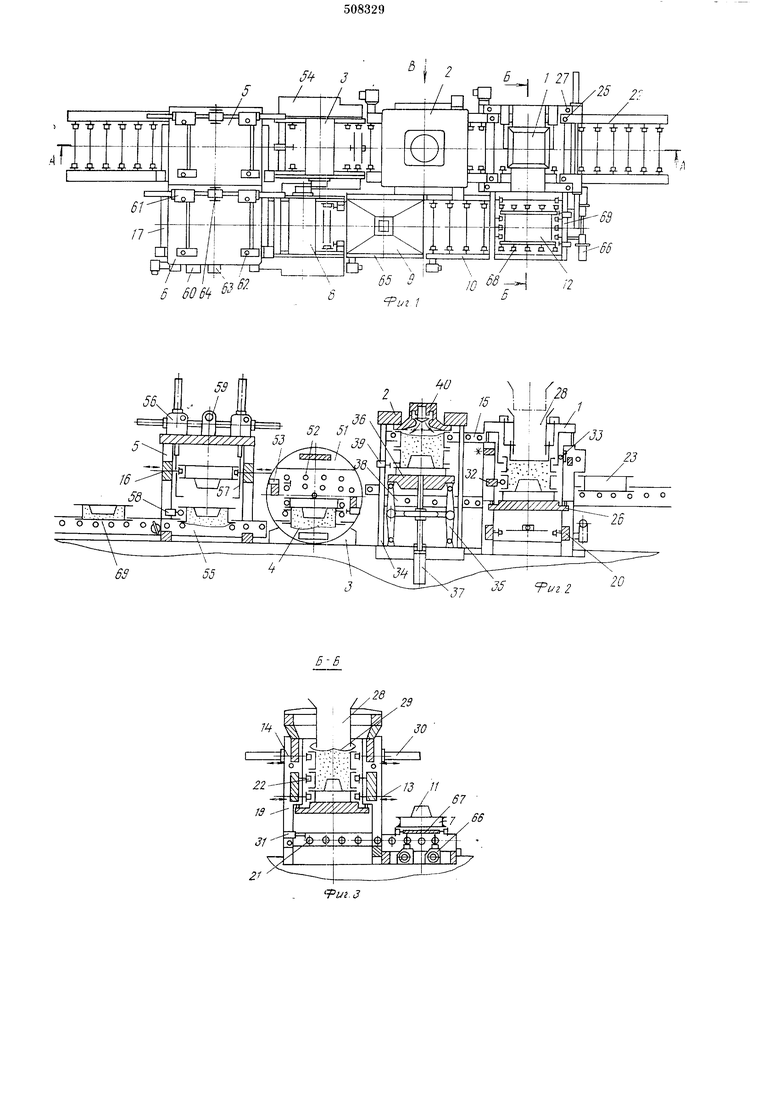
му. В двух ниждих попе(речных балках ,вст|роен приводной рольганг 21 для подачи в механизм подмодельных плит 7 со стороны механизма 12 опускания нодмодельных плит. В двух верхних продольных балках встроены два 1рольга1нга: приводной рольгалг 22 для входа опок 23 и рольганг 13 с 1ко«сольно-разД1ВИЖНЫМИ роликами 24 для лереимещения уже заполпеиного смесью комплекта оснастки к механизму 2 уплотнения во время движения ОЧ-е.редной подмодельной пл.иты 7 к механизму 1 .спаривания « дозирования.
В колоннах 19 рамы по вертикали нре.дусмотрены четыре отверстия для направления скалок 25 нодъемного стола 26 и четыре отверстия для направления окалок 27 верхнего подвижного рольганга 14 с копсольно-раздвижНЫМ1И роликами 24 для приема и опускания наполнительной рамми 18 на опоку 23, спаренную с подмодельной плитой 7, во время движения уже заполненного смесью комплекта оонастюи 1К цмехапизму 2 уплотнения.
На рольга1нге 14 закреплен дозатор 28 с челюстным затвором 29. Подъемный стол 26 и верхний рольганг 14 «меют общий привод (Перемещения по |Вертиа али от двух лидропилиндpoiB 30. Для тор1моженИ:Я и плавной остановки приходящей в механизм 1 спаривания и дозирования оснастки предусмотрено три гидроннеаматичесиих тормоза 31, 32, 33.
Механизм 2 уплотнения содержит раму 34, к нижней нлите которой шарнирно прикреплен механизм 35, несущий на себе подвижный стол 36. Для перемещения стола по 1вертикали имеются три пО ршневы,х привода 37. В средней части рамы 34 установлен приводной рольганг 38 для подачи в механизм заполненного СМесью комплекта оснастки, а над ним - гидропневматический тормоз 49 для плавной остановки. На еерхней плите paiMbi 34 расположена импульсная головка 40, предназ1;;аченная для уплотнения смеси.
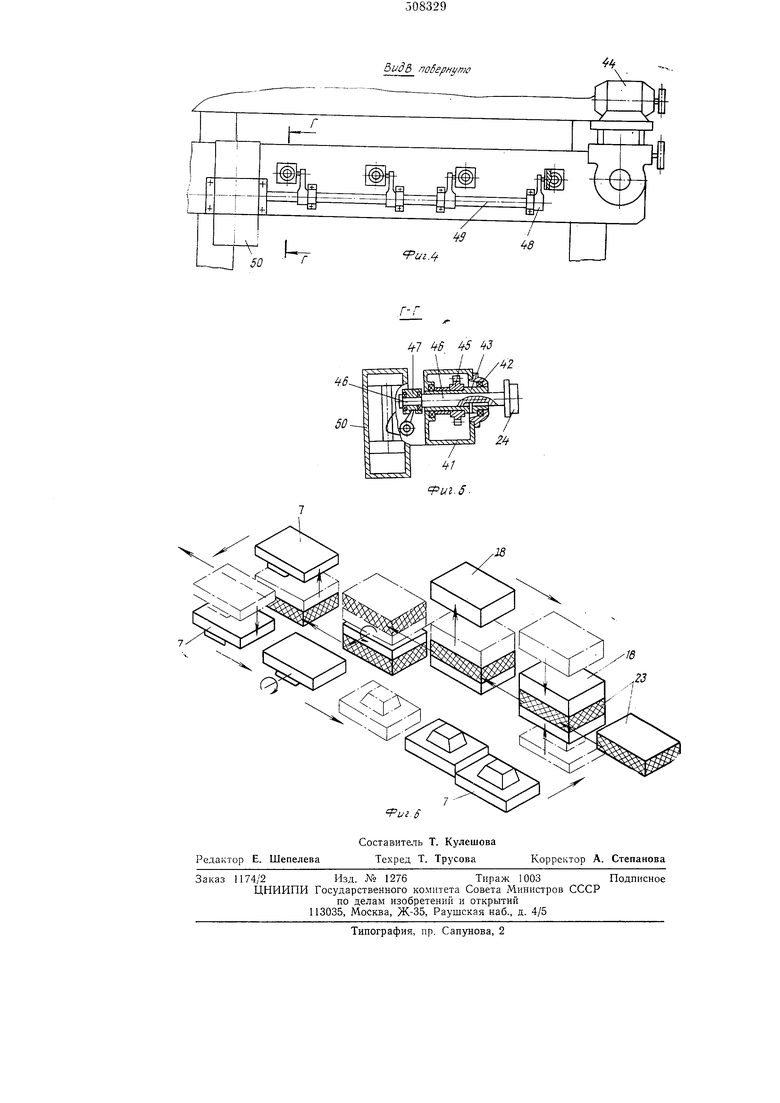
В верхней части рамы 34 прикреплен рольганг 15 с консольно-раздвижными 1роликами для возврата наполн.ительной рамки 18 к механизму I опа1рИВания и дозИроваН1И Я во время движения заполненного CMiecbJO комплекта оснастки к механизму 2 уплотнения. Рольганги 13, 14, 15, 16, 17 представляют собой две пустотелые балки 41, В1путри которьгх смонтированы на шарико1вых подшипниках 42 восемь направляюЩИх итулок 43, приводимых во вращение от привода 44 через щестерни 45. Внутри втулок 43 уста:но:влены оси 46 консольнораздвижных роликов 24. Наружные концы осей 46 через подшипниковый узел 47, рьгчаги 48 и вал-синхронизатор 49 соединены с порщневыми при водами 50, устанс-вленныМИ на обеих балках (рольганга и обеспечивающими одновремеинюе .воз вратно-поступ а тельное движение Bicex восьми роликов.
Кантователь 3 с опускан.ием полуформ 4 представляет собой барабан 51, ось вращ,ения которого горизонтальна и перпендикулярна направлению движения оснастки. На
барабане 51 смонтнрован рольганг 52 длк входа и вьгхода оснастки, останавливаемой гидропневматическими тормозам.и 53. В правой при1водной стойке 54 кантователя установлены приводы (на чертежа-х не показаны) рольганга .и поворота кантователя.
Механ1пзм 5 (НротяЖ|Ки состоит из уста -юелеипых на раме нижнего иродо шного рольганга 55, служащего для нриема полуформ 4
с нодмодельной нлитой 7, и .верхнего П01перечного рольганга 16, меха:низма с6 по.дъема с зах1вата1ми 57 .и двух тормозных устройств 58, 59 для плавной остановки нолуформ .ори их горизонтальных и вертикальных перемещениях. Верхний поперечный рольганг 16 выполнен с консольно-разд1ВИЖ|НЫМ1и роликамИ 24 и обеспечивает перемещение под модельной нл.:ты 7 к механизму 6 онускания во в.ремя движения полуформы от кантователя 3 .к .геханизму 5
протяжки.
Механизм 6 опуска пия подмодельных плит 7 состоит из верхнего (поперечного рольганга 17, ниж|него П(родольного рольганга 60, мехаН1изима 61 вертикального перемещен.ия с захвата.ми 62 (апалогичны захватам 57) i-i торМозных устройств 63, 64 для плавной останоВ(К.й плиты.
Кантователь 8 подмодельных плит по .конструкции аналогичен кантователю 3 полу(|)орм
4, oHHcaiiiHOiMy выще.
Камера 9 обдува и опрыскииапия .моделей 11 и.меет рольганг 65 .для входа .и выхода подмодел. плиты 7.
Механизм 12 опускания подмодельпых плит
7 состоит из механизма 66 вертикального перемещения с подвижным столом 67, снабженным продольным нецриводнЫМ рольгангом 6в. и поперечного приаюдного рольганга 69, установленных на общей раме.
Описанный фо.рмо1вачный автомат работает еледующим образоМ.
0(Ч.ищенная от остатков фор;мовочной смеси опока 23 входит .в меха1пиз( 1 спар.И1ва( и дозирования по верхнему ряду роликов продольного приводпого рольганга 22 .мадо.м вниз и ила(вно останавливается тормозом 32. Но н.пжнему поперечному рольгангу 21 в это же время в механ(изм движется под1модельная плита 7, а по верхне(му подвижно.му рольганГУ 14 со стороны механиз.ма 2 уплотнения - на(ПОЛ1-гИтельпая рамка 18, которые плавпо останавливаются TopM03aiMH 31 и 33. Но окончании входа оснастки включается ирНвод 30 вертикальных перемещений. Н)и этом подъе.мный стол 26 ходом вверх по скалкам
2з поднимает но.модельиую плнт /
моделью 11 и снари.вает ее с оно.кой 23, а Подиижпый рОс.Пзгапг 14 по скалкам 27 одновременно 0(: ускает г.аполн.ительную ралгку 18 .на
оноку 23 сверху. Спаренный кольиле.кт оскастки заполняется фор.мовочной смесью дозатором 28. В ..процессе заполнения оноки формовочоюй смесью ролики 24 .рольганга 13 выдвигаются .к середине, в сторону подмО(Дель(Иой
пл1Пты 7, и подхватывают ее за верхний лад.
Включением привода 30 -на обратный ход освободивШийся .подъемный стол 26 опускается вииз, а рольгант 14 лоднимается вверх, подготавливаясь для приема йеной модели 11 и наполнительной ралжи 18. На этом цикл работы 1механиэма 1 спаривания и дозирования заканчивается. За ПоЛ1Не1Н1Ный формовочной смесью .комплект оснастки уходит по рольгангу 13 к механизму 2 уплотнения одновреМенно с входом в механизм 1 спаривания и дозирования последующих опоаси 23, модели 11 и наполнительной рамки 18. В механизм 2 уплотнения комплект оснасткой поступает по рольгангу 38 и останавливается тор мозом 39. Включением поршневых приводов 37 через рычажный механизм 35 подвижный стол 36 идет вверх, поднимает оснастку и прижимает ее к и:мпульоной головке 40, с помощью которой фор|мовочная смесь уплотняется. Во время уплотнения консолыно-раздвижные ролики 24 рольганга 15 подхватывают наполнительную рамку 18, стол 36 идет вниз, подмодельная плита 7 с опокой 23 опускаются на рольганг 38, а наполнительная рамка 18 остается на роликах рольганга 15. На этом цикл работы механизма 2 уплотнения заканчивается. Одновременно с поступлением нового комплекта наполнительная рамка 18 возвращается к механизму 1 спаривания, а готовая полуформа с подмодельной плитой перемещается по рольГангу 52 В кантователь 3 полуформ и останавливается тормозом 53. Поворотом барабана 51 от привода в стойке 54 полу форма кантуется относительно поперечной оси и опускается до уровня нижнего рольганта, по которому она входит в механизм 5 протяжки и останавливается в нем тормозом 58. Механизм 56 подъема своими захватами 57 поднимает подмодельную плиту с моделью вверх, осуществляя процесс протяжки. Скорость протяжки iB начале и конце хода регулируется TopiMO30M 59. В верхнем положении подмодельная (плита подхватывается роликами рольганга 16, а оавобод-ившиеся зах1ваты 57 идут 1вниз, подготавли1ваясь для приема нового комплекта. Цикл протяжки заканчивается. Одновременно с входом комплекта подмоделвная плита 7 уходит в сторону механизма 6 опускания подмодельных плит, а готовая полуформа .выходит из автомата по рольгангу 69.
Нодмодельная плита входит в механизм 6 по рольгангу 17 и останавливается тормозом 63. Механизм 61 вертикальных перемещений поднимает 62 и снимает подмо1дельную плиту с консольно-раздвижных роликов
рольганга 17, которые открываются, и подмодельная плита на захватах 62 опускается В1низ на рольганг 60, после чего консольно-раздвижные ролики 24 рольганга 17 закрываются, подготавливаясь для приема новой подмодельной плиты на рольганг. На этом цикл работы механизма 6 опускания подмодельных плит заканчивается. Одновременно с входом очередной подмодельной плиты 7 в механизм 6 опускания подмодельных плит ранее опущенная подмодельюая плита уходит в сторону кантователя 8 моделей 11, где подмодельная плита 7 переворачивается л опускается до уровня рольганга 65. По рольгангу 65 подмоделыная плита 7 входит в камеру 2 обдува и опрысюнвания, затем поступает для осмотра на рольганг 10, откуда, подталкиваемая очередной подмодельной плитой, в.ходит в iMexaнизм 12 опускания подмодельных плит на подвижный стол 67 с нвприводньшн ролика.ми и останавливается тор1мозом. Затем при помощ.и механизма 66 вертикального перемещения подмодельная нлнта опускается на рольганг 69 и уходит в сторону механизма 1 спаривания и дозирования, а подвижный стол 67 поднимается вверх для приема очередной подмодельной плиты. С рольганга 69 механизма 12 пол модельная плита поступает на нижний поперечный рольганг 21 механизма 1 спаривания и дозирования, куда вновь подаются опока 23, наполнительная рамка 18, и цикл работы формовочного автомата повторяется.
Формула изобретения
ФормовОШый автомат про.ходного типа, содержащий плавающие подмодельные плиты, механизмы спаривания опоки с нодмодельной плитой II наполнительной рамкой, дозирования формовочной смеси, прессования послед1ей. протяжки модельной оснастки и опускания подмодельных плит, расположенные последовательно по замкнутому прямоугольнику и 1меющие каждый в своей нижней части приводной рольганг, и кантователи полуформ п подмодельных плит, о т л и ч а ю щ и и с я тем, что, с целью увеличения производительности автомата, он снабж.ен дополнительными приводными рольгангами с консольно-раздвижными роликами, установленнными над первыми приводными рольгангами в механизмах спаривания опоки с подмодельной плитой и наполнительной рамкой, дозирования формовочной смеси, прессования последней, протяжки модельной оснастки и опускания подмодельных плит. zLLlll/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |
| Формовочный автомат для изготовления разовых песчаных форм | 1984 |
|
SU1228961A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Автоматическая формовочная линия | 1980 |
|
SU910358A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Устройство для переворота и изменинияуровня расположения изделия | 1974 |
|
SU508340A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
/
21
/. (
L.l.-J/
S иг 2
лодернуто
