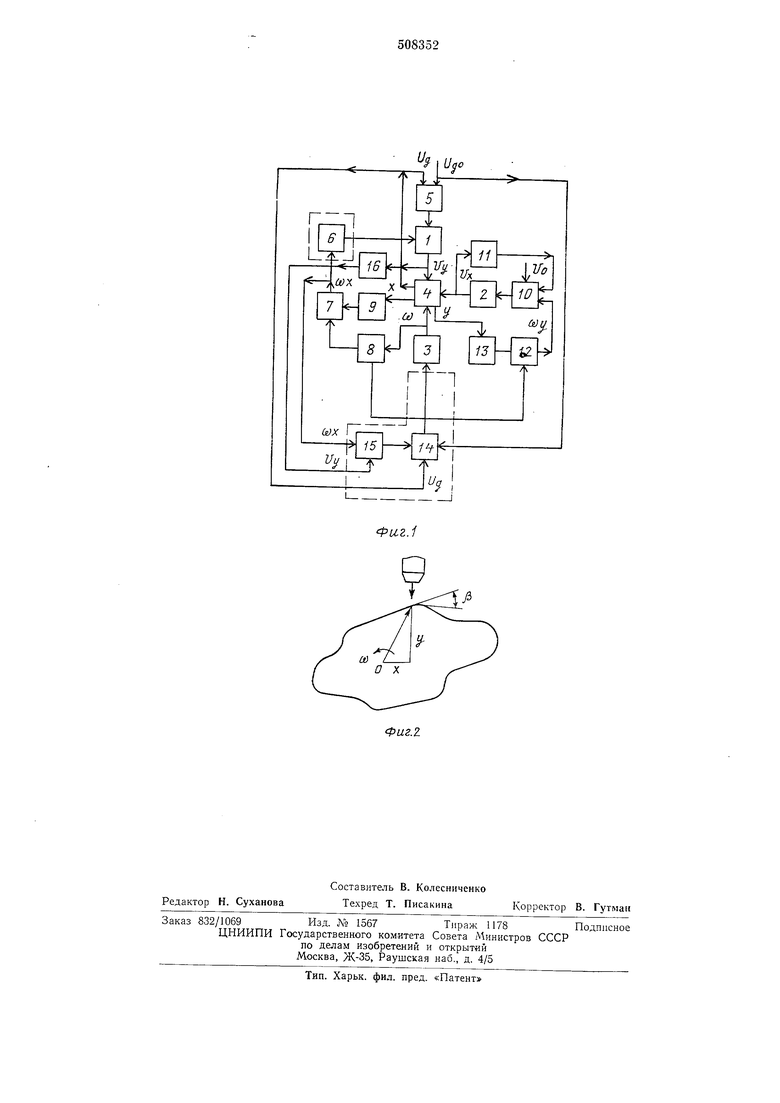
стза 5 и сигнал /( д io.fdt с интегратора 5. На вход интегратора сигнал шл; .поступает с устройства 7, ВХОДНЫМИ сигналами которого являются сигналы тахогенератора 8, измеряющего скорость поворота детали, и датчика 9 горизонтального перемепхепия, измеряющего горизонтальное смещение х Центра поворота дета;1и относительно точки оваркн (фиг. 3). На вход привода 2 напряжение, пропорциональное оШНбке в скорости V,,- УЛ--со,,, зтостунает с суммирующего устройства 10. Входными на пряжениями устройства 10 Я:зля1отся напряжение, пропорциональное задапию скорости иаплавки У„, натфяжение тахогеиератора //, нзмеряющего скорость привода 2, II напряжение с выхода устройства 12. Входными для устройства 12 являются сигнал с выхода датчика 13 вертикального смещения у центра поворота детали относительно точки сварки и сигнал тахогенератора 8. На вход привода ,3 напряжепие поступает с выхода сумматора 14, вход которого соединец с устройством 5 сравнения и выходом интегратора-сумматора /5. На вход последнего панряженне постунает с выхода устройства 7 и с тахогенератора 16, измеряющего скорость привода /. Работа устройства описывается следую-щей системой уравнений: Vy Р7, (Од„- 6д+ Яд ) ш,.) г//;(1) 1л- 2(Уо--У.-со„);(2) to -- - (a):,-f Vy) dt. (3) о где Wi, W-2, Wz - передаточные функции приводов 1-3. Из уравнения (1) видно, что привод вертикального перемещення отрабатывает ощибj y В напряжении дуги (L/,,u - /д). Сигнал t дJ введен для устранения влияния скорости поворота детали на работу привода. Из уравнения (2) видно, что привод го;)нзонтального перемещепия отрабатывает ошибку в скорости наплавки (Vo-УЛ--озу). Из уравнения (3) с учетом того, что (фиг. 3) ,К, (Уу co,.--y,,tgp), 6 где /Сд - градиент дуги, получим, что величина входного сигнала привода 3 будет пропорниональна (.,, Ф о р м у л а и 3 о б р е т е н и я Устройство для автоматической наплавки сложных .поверхностей, содержащее манипулятор с привода.ми вертикального и горизонтального перемещений и поворота детали, устройство формирования управляющих сигналов, датчики перемещений, тахогенераторы и узлы сравнения управляющих сигналов, и узлы сравнения управляющих сигналов, о т л и ч а ю щ е е с я тем, что, е целью обеснечения возможности наплавки деталей при повышеппых скоростях н упрощения его конструкции, в устройство введены множительный блок, вход которого соединен с датчиком горизонтального перемещения центра поворота детали относнтельно точки сварки и датчиком скорости привода поворота детали, интегратор, связа; ный CBOHiM входом с выходом множительного блока, а азыходом - со входом привода вертикального перемещения, интегратор-сумматор, к .входам которого подключены выходы тахогеператора вертикального перемещения и множительного устройства, а также су:.1матор, входы которого соединены с выходом инегратора-сумматора, дуговым промежутком и предусмотренным в устройстве иcтoчникo ; этслоНЮго напряжения.
I Uac
| название | год | авторы | номер документа |
|---|---|---|---|
| Система для программного управления правильной машиной | 1986 |
|
SU1327065A1 |
| Устройство для регулирования натяжения полосы в башенной печи | 1983 |
|
SU1104176A1 |
| Электропривод отрезного устройства | 1982 |
|
SU1058726A1 |
| Следящий электропривод | 1983 |
|
SU1095337A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| ПРОФИЛОГРАФ | 1972 |
|
SU425045A1 |
| Регулятор давления жидкости | 1988 |
|
SU1536359A1 |
| Устройство для компенсации эксцентриситета прокатных валков | 1981 |
|
SU990357A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Устройство для автоматического регулирования толщины полосы при прокатке | 1988 |
|
SU1516158A1 |
Фи-г.1
f
