1
Изобретение относится ,к производству полупр01ВО|Днико Вых приборов и интегральны.х схем, .в частности :к микросварочному оборудо-ваиию и может быть нспользовано для высокопроизводительной и качестветанОй микросварки.
Известен узел крепления колебательной системы при помощи охватывающих волновод заЖИмпых элементов, например в виде резьбовых колец, причем система крепления имеет возможн01сть перемещения вдоль оси золновода в на1правлении миграции узлов смещения.
ОднаКО в этой конструкции отсутствует необходимое жесткое крепление переходных резьбовых колец (узел акустической развязки) в плоскостях узлов смещения, так как резьбовые кольца, .навидаченные на резьбовые пояски волновода, ка-к и любая ходовая передача, имеют свободу перемещеиия в пределах зазоров. Применение червячной передачи с цепью -конических зубчатых колес не обеспечит достаточной жесткости крепления колебательной системы из-за наллчия зазоров (бокового, окружного и т. п.). Следовательно, это приведет IK повышению рассеивания ультразвуковой энергии.
Возможен поворот ультразвуковой системы и закрепленного на ней инструмента вокруг ее оси в пределах зазоров всех сочленений,
9
что при наложении ультразвуковых колебании выведет си1стему из равновесного состояния, а применение самотормозящей передачи и колец, вращающихся в разных направлениях, не компенсирует этих смещений.
Больщая сплощная повер.хность переходного акустического контакта перемещающихся резьбовых колец с поверхностью волновода (но виттовой линии) также приведет к рассеиванию ультразвуковой энергии.
Целью изобретения является уменьшение потерь }.льтразвуковой энергии и улучн1енне условий избирательной установки и закрепления узла акустической развязки в плоскости зла смещения сварочной головки для повышения качества сварного соединения.
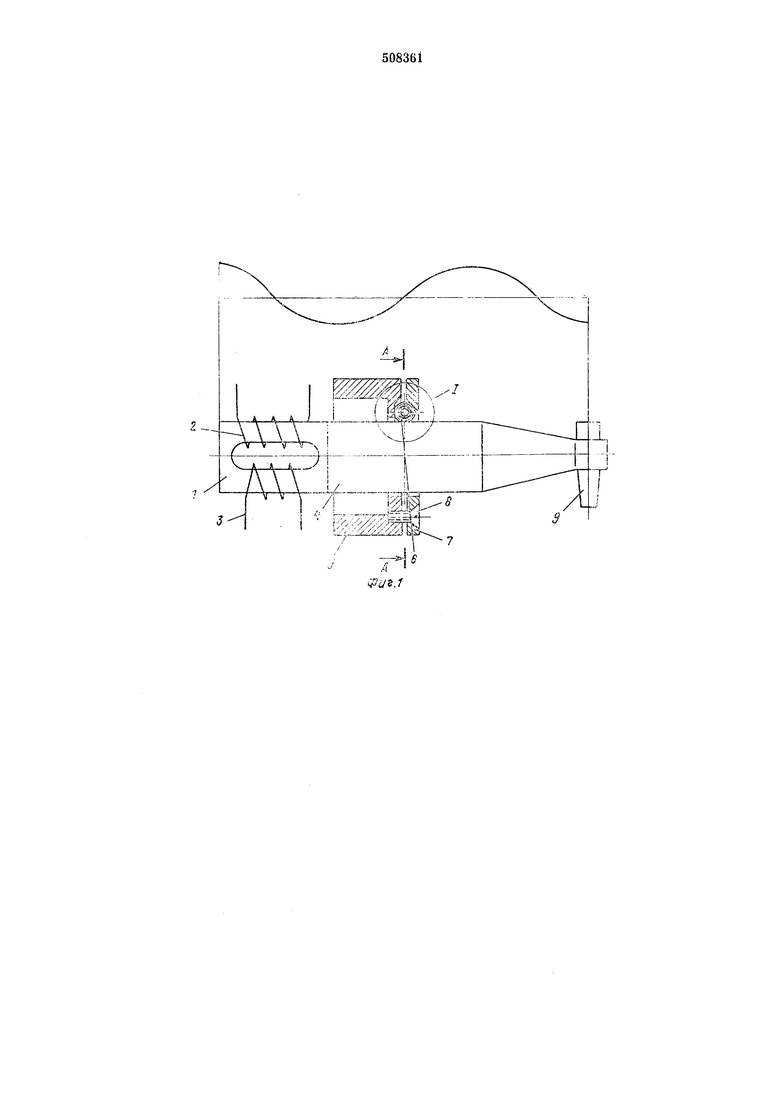
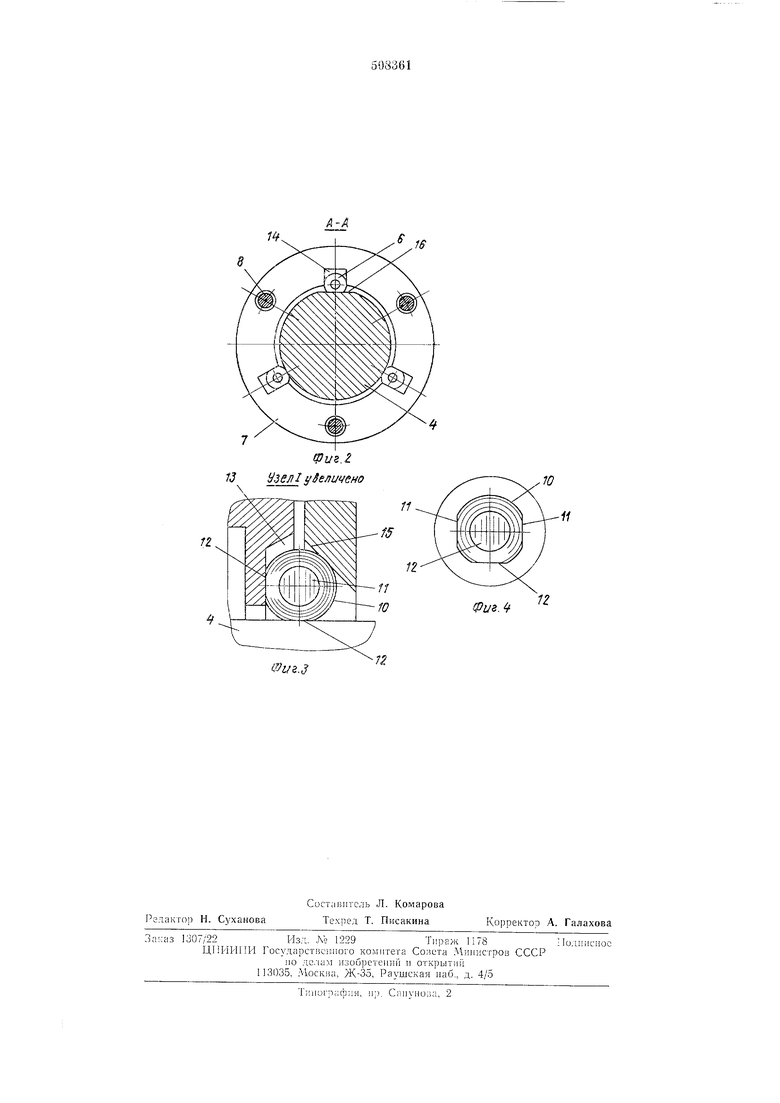
Это достигается тем, что предлагаемый узел крепления выполнен в виде установленного на вол НОводе нереходного стакана и прижимной крыщки, между которыми в торцовой выточке стакана и пазах со скощенными поверхностями крышки размещены зажимные эле.менты, расноложенные в плоскости узла смещения и выполненные в виде сферических сухарей, контактирующих ориентирующими повер.хностями со скошенным повер.хностями пазов крышки и Н1меющне базирующие плоскости, прилегающие к торцовой выточ.ке стакана и поверхности волновода с напр а в л яющей лыской. На фиг. 1 изображена ультразвукОВая головка с разъемным крепления; на фиг. 2 - разрез ло А-А «а фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - зажнмной элемент. Головка для сварки состоит из магнитострикционного иреобразователя 1 с обмотками возбуждения 2 и иодма.гиичивания 3, волновода 4 и крепежного разъемного узла акустической развяэки {узла жрепления а олебательной системы), который содержит переходный стакан 5, сферилеские сухари 6, прижимную крыш.ку 7, закрепленную винтами 8. На волноводе 4 установлен сваро.чный инструмент 9. Сферические сухари 6 имеют сферу 10, две ориентирующие плоскости 11 и две базирующие плоскости 12. Базирующими плоскостями 12 сферические сухари установлены на торцовой выточке 13 и поверхности 1волновода 4, а ориентирующими плоскостями И входят в сепарирующие пазы 14 со скощепными плоскостями 15 прижимной .крыщки 7. На волноводе 4 имеется направляющая лыска 16. В процессе настройки (согласования) сварочной головКИ или нрн сварочного инструмента необходимо поднастраивать ультразвуковую сварочную систему в резонанс. Для этого сварочную головку закренляют на установке, имеющей ультраз1вуковой генератор и аппаратуру для настройки (не показаны). При пронуска1нии тока через обмотки возбуждения 2 и подмапничивания 3 преобразователя 1 в волноводе 4 устанавливается стоячая волна продольных колебаний (на диаграмме фиг. 1 показано для случая номинальной собствениой частоты). Анализируя по приборам картину миграции плоскости узла смещения расчетным путем онределяют величину сдвига. Затем, ослабив винты 8, стягивающие прижимную крыщку 7 с переходным стаканом 5, освобождают сферические сухари 6. При этом базирующие плоскости 12 отходят от новерхиости волновода 4 и опорной новер.хности торповой выточки 13 переходного стакана 5. Волновод 4 перемещают относительно средней плоскости узла смещения крепежного разжимного узла акустической развязки в направлении миграции узла смещения на величину расчетного сдвига. Фиксация крепежиого разжимного узла акустической развязки в расчетном положении новой плоскости узла смещения производится винтами 8, которые прижимают крыщку 7 к переходному стакану 5. При этом скощенные плоскости 15 нажимают на сферы 10 сухарей 6, а базирующие плоскости 12 зажимают опорную поверхность торцовой выточки 13 и поверхность волновода 4. Таким образом, в новой плоскости узла смещения рассеивание ультразвуковой энерги-и будет наименьшим, а следовательно, будет обеспечена надежная и качественная сварка. Для предотвращения проворота волновода 4 вокруг оси имеется направляющая лыска 16. Подобный но конструкции крепежный разжимной узел акустической развязки может быть использован для крепления трехполуволновой сварочиой головки, причем вместо крепежных винтов .можно применить стягивающие гайки. Ф о ip м А- л а изобретения Разъемный узел крепления колебательной системы, преимущественно головки для ультразвуковой сварки, содержащий охватывающие волновод зажимНые элементы, отличающийся тем, что, с целью уменьшения потерь ультразвуковой энергии при избирательной установке и закреплении головки в плоскости узла смещения для повыщения качества сварного соединення, он выполнен в виде установленного на волноводе переходного стака1на и прижимной крыщки, между которыми в торцовой выточке стакана и лазах со скощенными поверхностями 1крыщки размещены зажимные элементы, расположенные в ллоскости узла смещения и выполненные в виде сфернческих сухарей, контактирующих орнснтнрую-щими по верхностями со скощенными новерхностя Ш пазов крыщки и имеющие базирующие нлоскости, прилегаЕощие к торцовой выточке стакана и поверхности волповода с направляЮН1,ей лыской.
/4
Фиг.I У Узе/11 ySeaut/еио
17JUZ.3
16
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1976 |
|
SU590111A1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2266805C1 |
| Устройство для ультразвуковой сварки | 1990 |
|
SU1764898A1 |
| Колебательное устройство головки ультразвукового станка | 1977 |
|
SU763005A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1706807A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ОБТЕКАТЕЛЯ РАБОЧЕГО КОЛЕСА НАСОСА | 2016 |
|
RU2641411C1 |
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| ТЕРМОСТОЙКИЙ ПАКЕР | 2002 |
|
RU2267003C2 |
| Патрон для фрезы с коническим хвостовиком | 1982 |
|
SU1085690A1 |