1
Изобретение относится к области сварки, в частности к флюсам для автоматической сварки плавящимся электродом преимущественно титана и его сплавов.
Известен флюс АН-ТЗ (1) для автоматической сварки титана и его сплавов плавящимся электродом, состоящий из 77,5% фтористого кальция, 21% хлористого бария и 1,5% хлористого натрия.
Однако при многослойной сварке толстолистового титана в случае образования зашлаковок по краям шва удаление их весьма затруднено из-за плотного сцепления металла со шлаком, вызванного наличием солей бария во флюсе. Сварные швы имеют значительный коэффициент усиления (отношение высоты усиления шва к его ширине) и резкий переход от основного металла к металлу шва. Последний, являясь концентратором напряжений, существенно ухудшает работоспособность сварных конструкций.
Цель изобретения - создание флюса для автоматической сварки титана и его сплавов плавяшнмся электродом, обладающего высокнми технологическими свойствами и обеспечивающего получение качественных сварных швов.
Поставленная цель достигается тем, что во флюс, состоящий из фтористого кальция н
хлористого натрия, вводится дополнительно хлористый кальций нрг следующем соотношении компонентов, вес.
Фтористый кальг.ий92-97
Хлористый натр и1,0-3,5
Хлористый калы.ий2-4,5
Предлагаемый флюс изготавливают следующим образом.
Компоненты флюса -щательво неремешивают, засыпают в графитовый тигель (графит ГМЗ) высокочастотной плавильной установки МГП-102 и доводят до полного расплавления. Готовность расплава отределяют визуально и путем отбора проб ма вольфрамовый пруток. Полная прозрачиост: расплава и легкое отделение от вольфрамового нрутка однородной затвердевшей корочкн свидетельствуют о его готовности. Затем раставленный флюс выливают в водоохлаждаемую изложницу с зеркалом из нержавеющем .:талн Х18Н10Т. После нолного остывания фл1 ;с извлекают из изложницы и на дисковом истирателе дробят до необходимой грануляции (0,28-1,6 мм).
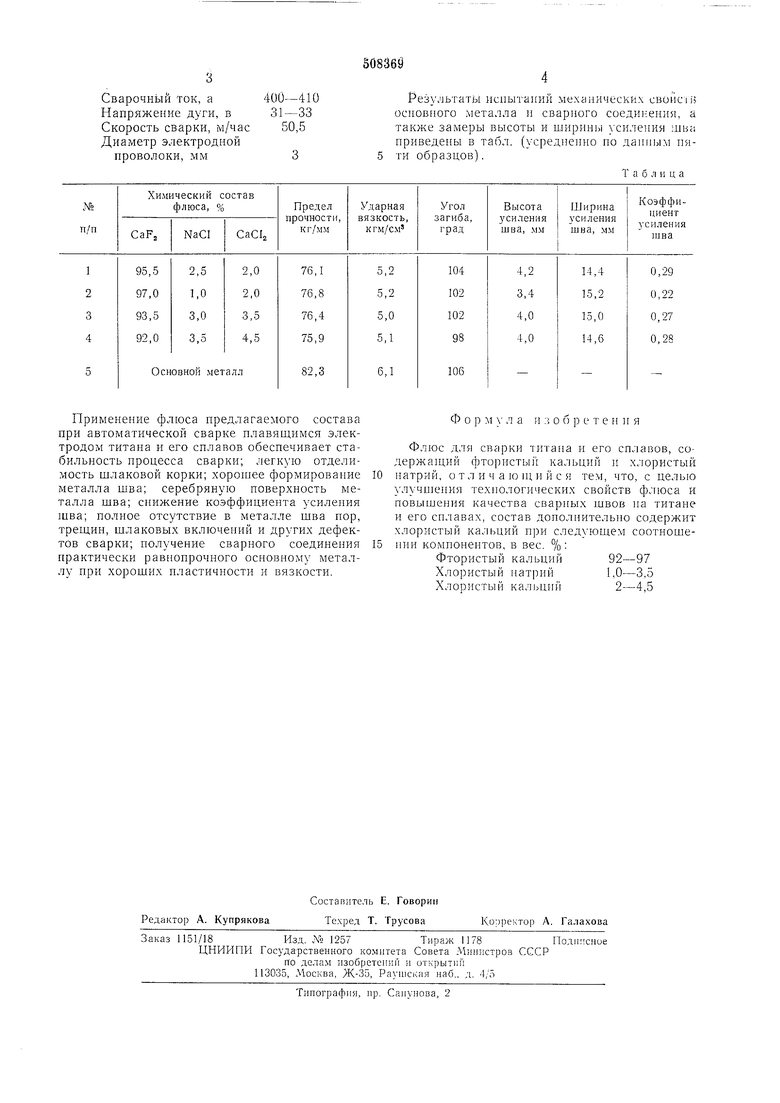
Пример. Вйрят с гримененнем предлагаемого флюса (составы даны в табл.) и стыковых соединений из т;ггснового снлава ВТ6 толщиной 6 мм. Сварку выполняют автоматом ТС-35, в качестве ноте чника питання используют выпрямитель ВК(-М 1000. Режим сварки:
3
Сварочный ток, а Напряжение дуги, в Скорость сварки, м/час Диаметр электродной проволоки, мм
S08369
Результаты испытаний механических CBOHCIB
основного металла и сварного соединения, а
также замеры высоты и ширины усиления ::1ва
приведены в табл. (усреднение по данным пяти образцов).
Т а б л и ц а
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки титана и его сплавов | 1975 |
|
SU614917A1 |
| Флюс для сварки | 1977 |
|
SU677856A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЛЮСА | 2014 |
|
RU2590462C1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Флюс дуговой сварки титана и его сплавов | 1979 |
|
SU863265A1 |
| Сварочный флюс | 1982 |
|
SU1013177A1 |
| ФЛЮС ДЛЯ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1995 |
|
RU2096151C1 |
| Флюс для сварки меди и ее сплавов | 1988 |
|
SU1516285A1 |
Применение флюса предлагаемого состава при автоматической сварке плавящимся электродом титапа и его сплавов обеспечивает стабильность пропесса сварки; легкую отделимость шлаковой корки; xopoHiee формировапие металла шва; серебряную поверхность металла шва; снижение коэффициента усиления шва; полное отсутствие в металле шва пор, треш,ип, шлаковых включений и других дефектов сварки; получение сварного соединения практически равнопрочного основному металлу при хороших пластичности и вязкости.
Ф о р Л1 у л а и 3 о б р е т е н и я
Флюс для сварки титана н его сплавов, содержап1,ий фтористы кальций и хлористый
натрий, о т л и ч а ю HI, и и с я тем, что, с целью
Ллучшения технологических свойств ф;поса и
повышения качества сварных швов на титане
и его снлавах, состав дополнительно содержит
хлористый ка;1ьций при следующем соотношеннн компонентов, в вес. %:
Фтористый кальций92-97
Хлористый натрий1,0-3,5
Хлористый кал1ли1Й2-4,5
