Изобретение касается способов получения биметаллов прокаткой.
Известны способы получения биметаллов путем прокатк) в валках разного диаметра, вращающихся с различными угловыми скоростями.
Однако этими способами можно достигнуть минимальной кривизны (Выходящих из валков биметаллических полос, разнипа окружных скоростей выбирается в зависимости от прочностных характеристик, при этом обеспечивается прямолинейность полос независимо от условий деформаций: предела текучести составляющих компонентов биметаллической полосы, диаметра валкав, что привести к появлению дополнительных напряжений растяжения или сжатия, ухудшаются условия работы готовых изделий. В обоих известных способах послойная деформация, определяе.мая исходной толщиной биметаллических составляющих .компонентов, не регулируется. Получение заданного соотнощения толщин слоев в про.катно.м изделии обеспечивается правильным выбором толщины исходных заготовок.
Цель изобретения - повыщение качества пракатываемых полос путем обеспечения требуемой величины послойной деформации с .исключением изгиба.
Для этого предварительно валок меньщего диаметра устанавливают со .стороны составляющей ,еталла с более высоким пределом текучести )i производят осадку, а угловые скорости валков при прокатке подбирают v,3 соотно.щения
П.Л.,
(1) nld
10
которое получают нз условия равенства сек-ундных смещен};ых объемов биметаллических соста1В..пяющмх
h.--h,
Н., - /г, - Н.,
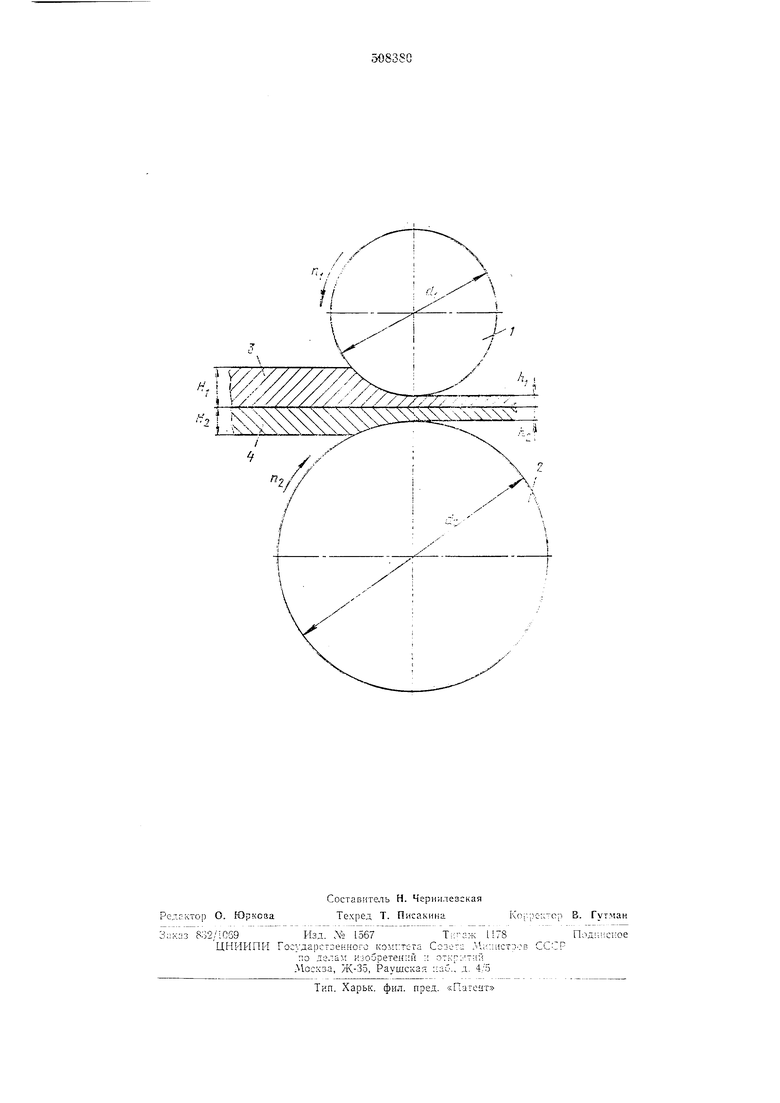
где Я,
Т1сходая толщина верхней состазляЮЩей;
Яо
исходная толщ1П1а нижней составляющей;
h,
конечная толщина верхней составляющей;
Л,
-конечная толщтна нижней составляющей;
«i
угловая скорость верхнего валка; п- угловая скорость нижнего валка;
til - диаметр верхнего |Вал: а;
av - Диаметр нижнего Валка. Для г10луче 1Я пря:молиней:1Ь1х биметаллических полос необходимо обеспечить в процессе прокатки равенство сек нд:;ь;х объемов обеих состаВ.ляюгцих со стопомь верхнего и нижнего салкоз. Лииейиую скоростъ верхней состаз.:н1о;цег; :-а гь:ходе из очага деформации можно поянять равиок
:.... зл4,
., и.. ,, nd.,-;., .Н.,
MH/Krieii - : и., - . , л.,I,
л,: . л.,.; ;
,;|. смещенный объем для верхней сос га вл кистей (без учета уширеиия) разеи
Яг 1- :) . , для соста яя лдес
(Я,- /7,)
U-.
.и,
(/V,-/I,) {;/, -/zj--(2)
После HpocTbix г оссбра:;о:а:;/1Й г{0., соот;{0. ().
11редложеииь;н .снособ ноясняется че тежом, где /, 2 - валки р:;знь:х дмаметроз, зрап а ощиеся с еодинакозь:ии охпухчными скоростями; 3, 4 - составлягощие биметал.аическон полось:.
i ста-нозиз после поедварительиого зас-гета обжатия, и окз-зоди.мь;е -качсгым за.гхом /7,-Л, ,; , , можгЮ ИЗ :оотно:иеи.ия () расс-ль
васт более глуоо«ое проиикновеиие з десрормкруемый слой, и.м произзодится обжатие составляюи1,ей с более высок;:). еоиротивлепием деформации, что уме;-:ьшает неравномериость течения дгеталла но высоте оча деформагдп.
При уста :овке ва.тка меньшего диа-мет а со стороиы составляющей с более иизк.им соиротивлением деформанин обж ;мается только
6o;ice пластичная составляющая. н,П; имеют AiecTO разрывы в 6o;iee ::;;астнческол; с.з{;е. что приводит к ухудшенио качества. Изме-iieHiieM днаметрОВ ваггков обесиечизается зегулировка ПОС.ТОЙНОЙ деформация. Диаметрь;
.валков оиреде;1яются, исходя из сОГ-ротивлеиия деформации бимета.1л;1;еских составля;ощих и величииы требуемой :послойной деформац.ии. Величина обжатия каждоГ: составляющей может уточняться осадкой в цилиидрических залках. Угловь:е скорости ва;м-:оз опзеде;гяются из соотношения (1).
Ф о р м у л а и 3 о б р е т е н и я
Способ получения биметаллов ;;уем ipoкатки в валках разного д ;аметра, ,враща:г:.щпхся с раз,:п;чныМИ угловв1ми скорост5м;;, о т л и ч а ю 1Ц и и с я тем, что, с целые новь:шения качества, перед лрокаткой залок меньшего диаметра уетаИа;в;1И вают со стороны ком1понеита с более высок ;,; иреде. тек честн и осуществляют осадку, а угловь;е скорости валков нри прокатке зыбранз: в соо 1;етствни с соогиошеиием:
n..d.,
г.ft, пЛ, гЛ.
йюжность оегулироза.ть носло 1;тую десро мг1ДНО, Выбор но.юженнн ссогазляоз::;:; билеснреде,:яотся со зот: :з;:е:-;;0л1 лефоз :а:л;и.
-- относи гельное оожагие комнснентов. -- толщина камноие:ттоз после
и рокатки:
-диаметры верх:;его л ннжне:о валков:
-угловые скопостн верхнего л нижнего залказ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листового материала | 1978 |
|
SU784961A1 |
| Способ изготовления биметалла | 1981 |
|
SU963762A1 |
| Способ прокатки биметалла | 1989 |
|
SU1731533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2119853C1 |
| Способ прокатки листового материала | 1978 |
|
SU820934A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2020 |
|
RU2742407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛА | 2007 |
|
RU2356711C2 |
| Способ получения биметаллических полос | 1985 |
|
SU1306671A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ДВУСЛОЙНОГО БИМЕТАЛЛА | 1991 |
|
RU2025237C1 |