Изобретение относится к металлургии и может быть использовано при производстве биметаллической полосы.
Известен способ изготовления биметаллической полосы, при котором осуществляют совместную прокатку подготовленных слоев, диффузионный отжиг, последующую холодную прокатку с последующим отжигом. Диффузионный отжиг проводят при достижении суммарной деформации, определяемой условием: Е=-0,0543(Нпл/Нос)2+2,5686(Нпл/Нос)+49,4, где Е - суммарная деформация ленты от исходного состояния. Каждый последующий отжиг проводят при достижении суммарной деформации, определяемой условием: Е≤-0,23(Нпл/Нос)2+9,8(Нпл/Нос)-11,2 (патент на изобретение РФ №2613543, опубл. 17.03.2017 г. ).
Наиболее близким по совокупности существенных признаков и технической сущности к предлагаемому изобретению, выбранному за прототип, является способ получения биметаллической полосы, включающий подачу в кристаллизатор полосы основного металла в твердом состоянии, подачу в кристаллизатор жидкого металла плакирующего слоя, соединение плакирующего слоя с полосой основного металла на выходе из кристаллизатора при сближении кристаллизующейся корочки плакирующего слоя с полосой основного металла, одновременном обжатии и вытягивании биметаллической полосы подвижными профилированными стенками разъемного кристаллизатора, при этом вытягивание биметаллической полосы из разъемного кристаллизатора осуществляют со скоростью
V=K2×H/σ2,
где К - коэффициент кристаллизации,
Н - высота расплава плакирующего металла в кристаллизаторе, мм;
σ - толщина корочки плакирующего слоя на выходе из кристаллизатора, мм,
обжатие биметаллической полосы бойками осуществляют со степенью деформации 8, обеспечивающей взаимное смещение основной полосы и плакирующего слоя и возникновение сжимающих напряжений в очаге деформации биметаллической полосы, которую определяют по выражению:
ε=(σ-δ)/σ 100%,
где δ - толщина плакирующего слоя, мм.
(патент на изобретение РФ №2712158. опубл. 24.01.2020 г.)
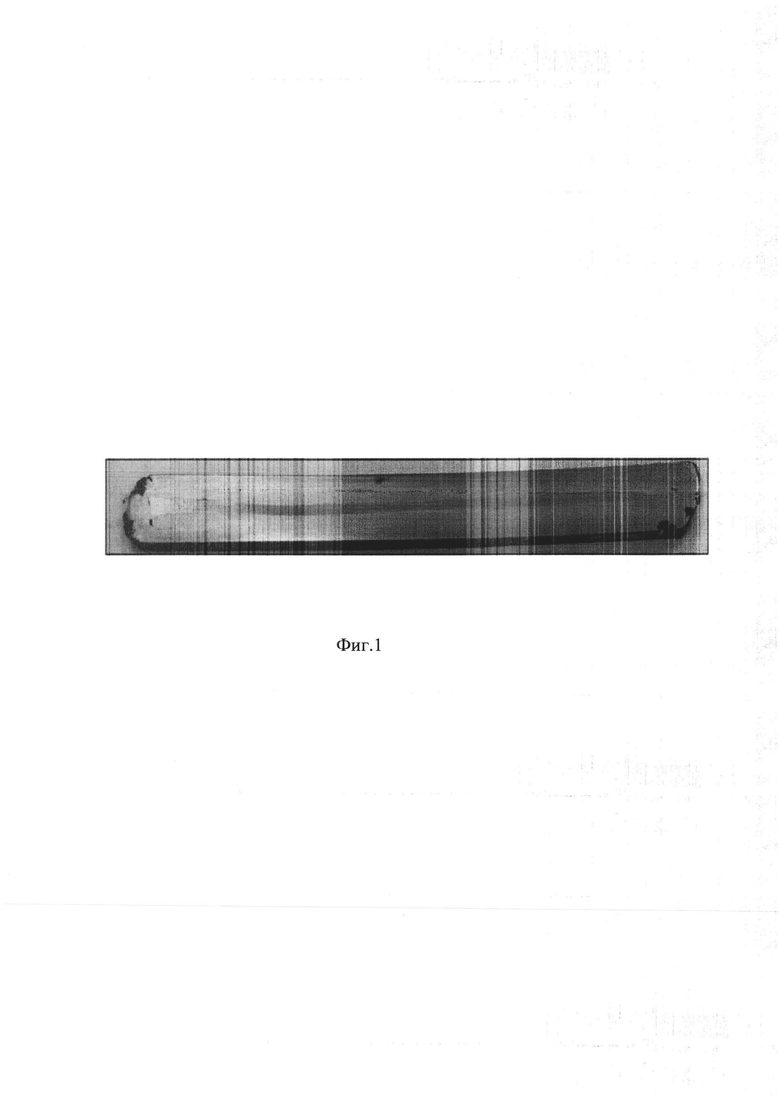
Однако данный способ не позволяет получить биметаллическую полосу высокого качества. Это связано с тем, что при экспериментальном исследовании на опытно-промышленной установке совмещенного процесса непрерывного литья и деформации технологии получения трехслойной биметаллической полосы сталь 09Г2С - сталь 13 ХФС - сталь 09Г2С толщиной 16 мм и с основной полосой 10 мм установлено, что при прохождении основной стальной полосы в твердом состоянии через расплав металла плакирующих слоев из-за оплавления ее толщина уменьшилась с 10 мм до 4 мм, а толщина плакирующих слоев увеличилась с 3 мм до 6 мм (Фиг. 1), что снижает качество биметаллических полос.
Также при прохождении стальной полосы через расплав стали происходит ее коробление, которое приводит к разнотолщинности плакирующих слоев готовой биметаллической полосы и снижению ее качества.
Технической задачей изобретения является улучшение качества биметаллических полос за счет обеспечения заданного соотношения толщин ее слоев и снижение разнотолщинности плакирующих слоев.
Техническая задача достигается тем, что в способе получения биметаллической полосы, включающем подачу в кристаллизатор полосы основного металла в твердом состоянии, подачу в кристаллизатор жидкого металла плакирующего слоя, соединение плакирующего слоя с полосой основного металла на выходе из кристаллизатора при сближении кристаллизующейся корочки плакирующего слоя с полосой основного металла, одновременном обжатии и вытягивании биметаллической полосы подвижными профилированными стенками разъемного кристаллизатора, при этом вытягивание биметаллической полосы из разъемного кристаллизатора осуществляют со скоростью
V=K2×Н/σ2,
где К - коэффициент кристаллизации,
Н - высота расплава плакирующего металла в кристаллизаторе, мм;
σ - толщина корочки плакирующего слоя на выходе из кристаллизатора, мм,
обжатие биметаллической полосы бойками осуществляют со степенью деформации ε, обеспечивающей взаимное смещение основной полосы и плакирующего слоя или его отсутствие и возникновение сжимающих напряжений в очаге деформации биметаллической полосы, которую определяют по выражению:
ε=(σ-δ)/σ 100%,
где δ - толщина плакирующего слоя,
отличающийся тем, что создают натяжение полосы основного металла при ее прохождении через жидкий металл плакирующего слоя со скоростью V, которую выбирают из выражения:
10<H/v<20.
В результате опытно-промышленных испытаний установлено, что при прохождении основной полосы в твердом состоянии через расплав стали плакирующих слоев из-за оплавления происходит уменьшение ее толщины и соответственно увеличение толщины плакирующих слоев биметалла. Причем уменьшение толщины основной полосы зависит от времени ее прохождения через расплав стали плакирующих слоев. Отсюда следует, что для получения заданного соотношения толщин слоев биметалла время прохождения основной полосы через расплав стали плакирующих слоев должно быть таким, чтобы не допустить оплавления основной стальной полосы. В результате решения тепловой задачи установлено, что при нахождении стальной полосы в расплаве стали в течении 20 секунд ее температура достигает 950°С, то есть при этом не будет происходить ее оплавление. На основании расчета и эксперимента установлено, что время прохождения основной стальной полосы через расплав стали плакирующих слоев должно находиться в диапазоне:
10<H/v<20 (1)
Нижняя граница времени в секундах в этом выражении позволяет получить толщину стальной оболочки плакирующих слоев на выходе из кристаллизатора не менее 10 мм, а верхняя граница времени - исключить оплавление основной стальной полосы, то есть улучшить качество биметаллических полос.
Кроме того, для исключения коробления основной стальной полосы при ее прохождении через расплав стали плакирующих слоев предлагается роликами подающего и тянущего механизмов создавать натяжение основной полосе, что будет способствовать снижению разнотолщинности плакирующих слоев и улучшению качества биметаллических полос.
Все это в совокупности способствует улучшению качества биметаллических полос.
Сравнение заявляемого технического решения с прототипом показывает, что оно отличается следующими признаками:
- создают натяжение полосы основного металла при ее прохождении через жидкий металл плакирующего слоя;
- скорость полосы основного металла при ее прохождении через жидкий металл плакирующего слоя выбирают из выражения:
10<H/v<20.
Поэтому можно предположить, что заявляемое техническое решение соответствует критерию «новизна».
В результате патентно-информационных исследований заявляемая совокупность признаков выявлена не была, поэтому заявляемое техническое решение соответствует критерию «изобретательский уровень».
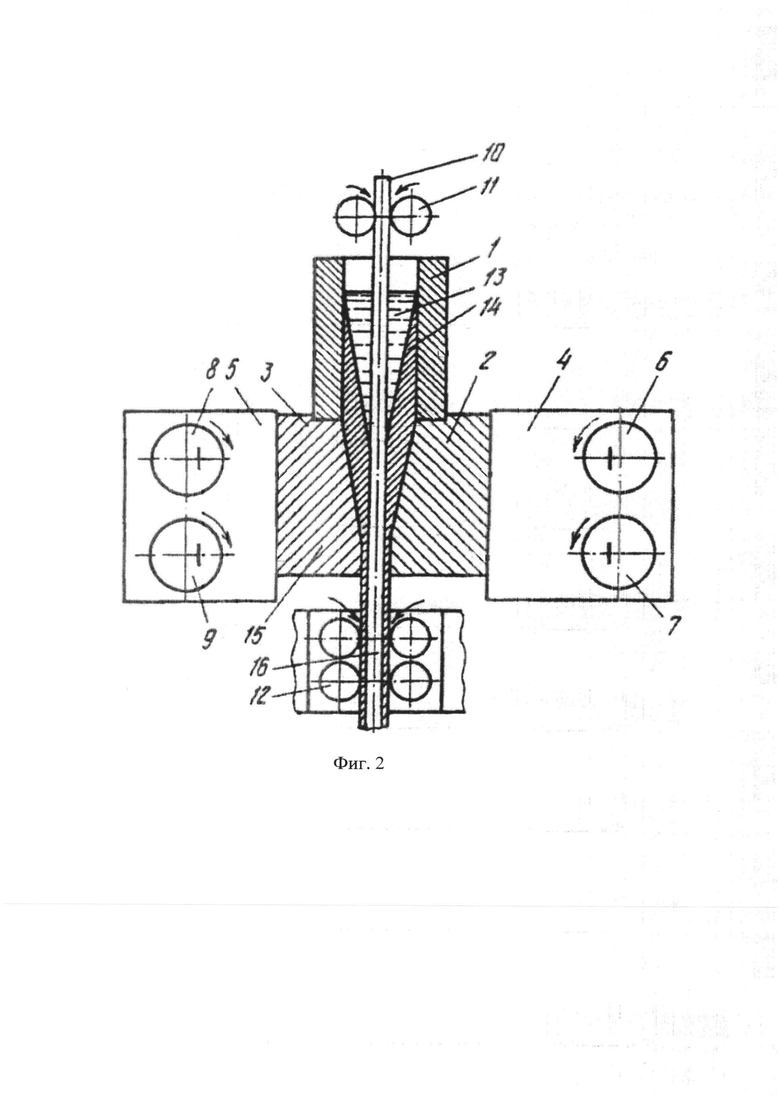
На Фиг. 1 показана биметаллическая полоса, на Фиг. 2 показано устройство для получения биметаллической полосы.
Устройство включает водоохлаждаемый кристаллизатор 1, который имеет постоянный контакт с бойками 2 и 3, наклонные поверхности которых являются продолжением полости кристаллизатора 1. Бойки 2 и 3 крепятся соответственно на суппортах 4 и 5. Каждый суппорт установлен на двух эксцентриковых валах: четвертый на валах 6 и 7, пятый на валах 8 и 9. Эксцентриковые валы 6, 7, 8, и 9 являются приводными. Устройство имеет подающий механизм с роликами 11. Вытягивание биметаллической полосы 16 из кристаллизатора 1 осуществляется с помощью тянущих роликов 12.
Сущность способа получения биметаллической полосы заключается в следующем (Фиг. 2). Жидкий металл плакирующего слоя 13 заливается в водоохлаждаемый кристаллизатор 1, совершающий возвратно-поступательные вертикальные перемещения с частотой, равной угловой скорости эксцентриковых валов. Одновременно с помощью подающего механизма 11 и тянущих роликов 12 через кристаллизатор 1 пропускают с заданной скоростью и натяжением основную полосу 10 в твердом состоянии, которая является средним слоем биметаллической полосы 16. За счет отвода тепла стенками кристаллизатора 1 образуется замкнутая оболочка 14 металла плакирующего слоя. Далее оболочка 14 с жидкой фазой 13 и с основной полосой 10 поступают в бойки 2 и 3 разъемного кристаллизатора. Бойки 2 и 3 одновременно с деформацией оболочки 14 с жидкой фазой 13 продвигают ее по направлению непрерывного литья. По мере прохождения оболочки 14 с жидкой фазой 13 через рабочие поверхности бойков 2 и 3 происходит сближение стенок оболочки 14 и приближение их к полосе 10, при этом происходит вытеснение жидкого металла 13, то есть механическое перемешивание жидкого металла плакирующего слоя. Затем происходит смыкание стенок оболочки 14 с полосой 10 и обжатие биметаллической полосы с заданной степенью деформации. Калибрующие участки бойков 15 обеспечивают получение заданных размеров биметаллической полосы и плакирующих слоев.
Пример. В процессе получения биметаллической полосы в кристаллизатор подают расплав металла плакирующего слоя-сталь 09Г2С, а через кристаллизатор пропускают полосу из стали 13ХФС толщиной 10 мм и шириной 990 мм. Высота расплава плакирующего слоя в кристаллизаторе - 700 мм. Толщина оболочки плакирующего слоя, выходящей из кристаллизатора - 10 мм. Скорость вытягивания биметаллической полосы V=K2×Н/σ2=202×700/102=2,8 м/мин. Время прохождения основной полосы через расплав стали плакирующих слоев t=H/v=0,7/2/8=0,25 мин. = 15 сек. Отсюда следует, что согласно выражения (1) не будет происходить оплавление основной стальной полосы, что позволит получить заданное соотношение слоев биметалла и улучшить качество биметаллической полосы.
Для создания натяжения основной полосы при ее прохождении через расплав металла плакирующих слоев скорость подачи основной полосы в кристаллизатор равна 2,75 м/мин., а вытягивания - 2,8 м/мин. За счет разности этих скоростей происходит деформация стальной основной полосы величиной 1 мм, при этом степень деформации составляет 0,0014, а напряжение - 22,5 МПа. Если учесть, что предел текучести стали основной полосы при температуре 900 градусов равен 33МПа, то не будет происходить ее разрушение. Отсюда следует, что напряжение в основной полосе величиной 22,5 МПа, возникающее при ее натяжении, позволит исключить коробление основной полосы и, соответственно, разнотолщинность плакирующих слоев.
Таким образом, заявляемое техническое решение позволяет улучшить качество биметаллических полос за счет обеспечения заданного соотношения слоев биметалла и снижения разнотолщинности плакирующих слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2023 |
|
RU2828457C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2018 |
|
RU2712158C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2758485C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077407C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2674586C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДВУТАВРОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2794362C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2754336C2 |
| Способ непрерывного литья заготовок и устройство для его осуществления | 2019 |
|
RU2761373C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2658761C2 |
| СПОСОБ НЕПРЕРЫВНОГО МЕТАЛЛОПОКРЫТИЯ НА ЛИСТОВОЙ МЕТАЛЛ | 2004 |
|
RU2276200C1 |
Изобретение относится к непрерывному литью биметаллической полосы. В кристаллизатор подают полосу основного металла в твердом состоянии и жидкий металл плакирующего слоя. На выходе из кристаллизатора плакирующий слой соединяют с полосой основного металла при сближении кристаллизирующейся корочки плакирующего слоя с полосой основного металла, одновременном обжатии и вытягивании биметаллической полосы подвижными профилированными стенками разъемного кристаллизатора. Обжатие биметаллической полосы бойками осуществляют со степенью деформации, обеспечивающей взаимное смещение основной полосы и плакирующего слоя или его отсутствие и возникновение сжимающих напряжений в очаге деформации биметаллической полосы. Создают натяжение полосы основного металла при ее прохождении через жидкий металл плакирующего слоя, при этом скорость v ее прохождения через жидкий металл плакирующего слоя выбирают из выражения 10<H/v<20. Обеспечивается повышение качества биметаллических полос за счет получения заданного соотношения толщин ее слоев и снижения разнотолщинности плакирующих слоев. 2 ил., 1 пр.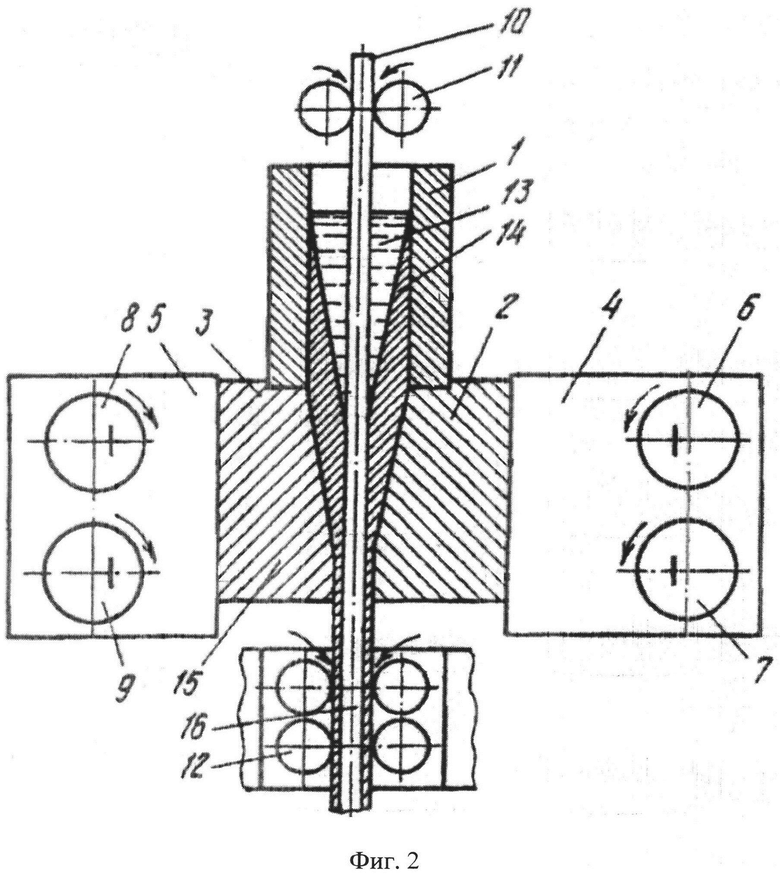
Способ получения биметаллической полосы, включающий подачу в разъемный кристаллизатор полосы основного металла в твердом состоянии, подачу в разъемный кристаллизатор жидкого металла плакирующего слоя, соединение плакирующего слоя с полосой основного металла на выходе из разъемного кристаллизатора при сближении кристаллизующейся корочки плакирующего слоя с полосой основного металла, одновременном обжатии и вытягивании биметаллической полосы подвижными профилированными стенками разъемного кристаллизатора, при этом вытягивание биметаллической полосы из разъемного кристаллизатора осуществляют со скоростью
V=K2×H/σ2,
где К – коэффициент кристаллизации,
Н – высота расплава плакирующего металла в кристаллизаторе, мм;
σ – толщина корочки плакирующего слоя на выходе из кристаллизатора, мм,
обжатие биметаллической полосы бойками осуществляют со степенью деформации ε, обеспечивающей взаимное смещение основной полосы и плакирующего слоя и возникновение сжимающих напряжений в очаге деформации биметаллической полосы, которую определяют по выражению:
ε=(σ-δ)/σ 100%,
где δ – толщина плакирующего слоя, мм,
отличающийся тем, что создают натяжение полосы основного металла при ее прохождении через жидкий металл плакирующего слоя, при этом скорость v ее прохождения через жидкий металл плакирующего слоя выбирают из выражения:
10<H/v<20.
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2018 |
|
RU2712158C1 |
| RU 2064364 C1, 27.07.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086346C1 |
| CN 108580849 A, 28.09.2018 | |||
| Устройство для непрерывного литья биметаллического полуфабриката | 1975 |
|
SU582042A1 |

