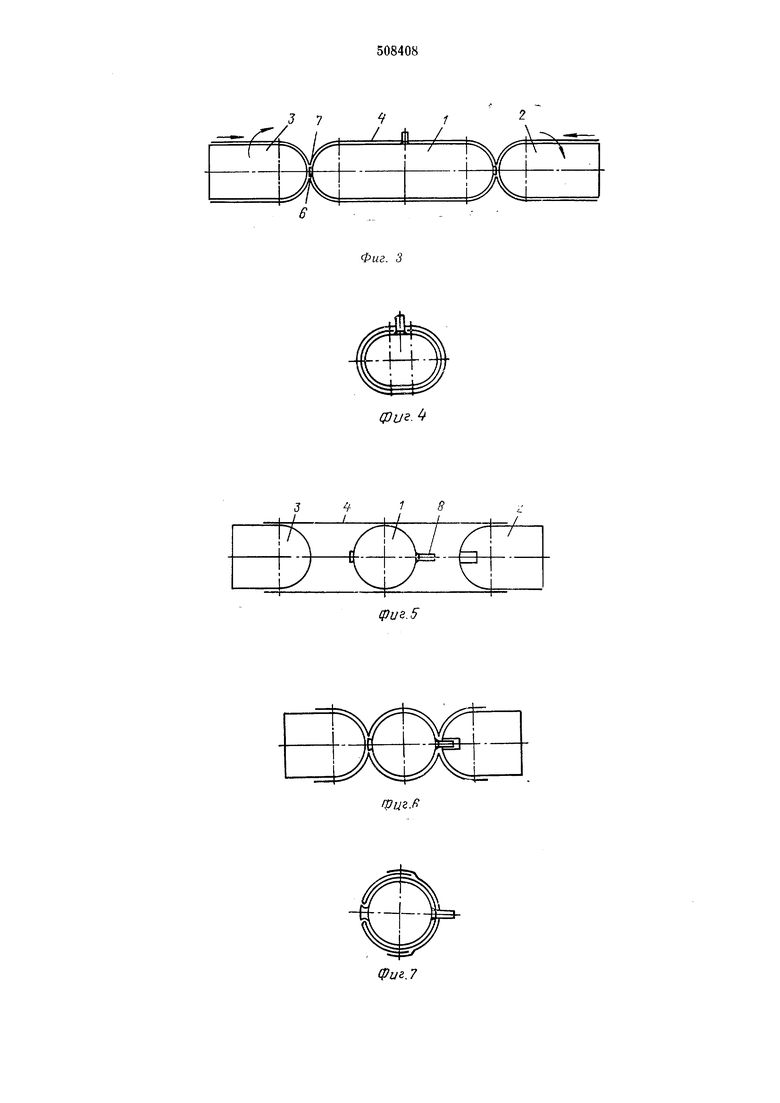
с канавками, обеспечивая надежную заделку полусфер. Заделка полусфер возможна так же с использованием памотки нроволочных колец 7 в местах скручивания браслета.
Производят поочередное выворачивание частей браслета 4, размещенных на барабанах 2 и 3 на центральную часть браслета, находящегося на камере 1. При этом кромка браслета 4 может несколько перекрывать другую кромку. После заворота осуществляют дублирование верхнего слоя браслета с внутренним. Для того, чтобы подушечной оболочке нридать овальную форму в сечении (фиг. 4), ее опрессовывают.
Если из условий прочности в оболочке должна быть большое число слоев, то последующие слои накладывают аналогично как и первые.
При необходимости на собраиную резинокордную оболочку накладывают резиновый покровный слой нутем наклеивания резиновых листовых заготовок. Затем оболочку передают на вулканизацию.
Изготовление резинокордных оболочек шарового типа производят аналогично сборке оболочек подушечного типа. Процесс сборки «болочек шарового типа показан на фиг. 5-7.
При сборке оболочек шарового типа камеру 1 целесообразно располагать так, чтобы вентиль 8 камеры 1 был расположен в месте
скручивания браслета 4. Благодаря этому обеспечивается прочпая заделка вентиля 8 в оболочке без применения дополнительных усиливающих деталей.
Собранные резинокордные оболочки нодушечного и шарового тина по предлагаемому способу имеют каркас, состоящий из непрерывных нитей, что обеспечивает значительное повышение прочности оболочки и срока ее службы.
Форм у л а и 3 о б р е т е н и я
Споеоб сборки резинокордных оболочек, включающий образование цилиндрического браслета из слоев обрезиненного корда, расчленение полученного браслета на полосы параллельные нитям основы на участке образования полусферы, скручивание образующих полусферу частей браслета в направлении нитей основы корда и выворачивание одной из указанных частей браслета на другую с последующим дублированием, отличающийся тем, что, с целью обеспечения равномерного раснределения нитей основы корда в полусфере, расчленение брас.тета на полосы осуществляют с иеременным шагом, равномерно увеличиваюшимся от места скручивания к граиицам участка образовапи;: полусферы.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2607663C1 |
| Способ сборки каркасов полусферических пневмоэлементов | 1972 |
|
SU454129A2 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| ВСЕСОЮЗНАЯ iiiATiiHTHD-'iIin'rlCKMcijHj::, ii.;n~yKA | 1972 |
|
SU348379A1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| ПНЕВМАТИЧЕСКИЙ ДОМКРАТ | 2006 |
|
RU2322383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2450927C1 |
| Способ сборки резино-кордных оболочек | 1977 |
|
SU740519A1 |
№ИА
,
а
Фиг. 1
/7
Z / . / |1 /
Фиг. 3
