Изобретение относится к производству резинокордных оболочек с текстильным или металлическим кордом с различными по диаметру бортами.
Известен станок для сборки резинокордных оболочек (а.с. № 259362, кл. 39 а6 17/00 от 23.04.70), содержащий правую станину с смонтированным на валу сборочным барабаном, механизмом посадки большого бортового кольца и механизмом обработки борта, левую станину с механизмом посадки малого бортового кольца и механизмом обработки борта. На левой станине расположен заплечик, на который опирается правый конец браслета при вытяжке его механизмом выворота и обработки большого борта. Заплечик представляет собой кольцо, имеющее плавные наружные очертания. Браслет заранее собирается и надевается на барабан.
Недостатком этого станка является невозможность регулировки межцентрового расстояния между левой и правой станинами при сборке резинокордных оболочек с различными по длине барабанами. Кроме того, при вывороте правой части браслета механизмом выворота на кольцо, имеющее плавные наружные очертания, происходит локальное разряжение, перенапряжение или наоборот рыхлость нитей корда, вследствие перекосов между кольцом и механизмом выворота (неточная посадка боровых колец), невозможность вращения во время сборки оболочки барабана с шаблонами посадки бортовых колец и обработки бортов, и, как следствие, получают резинокордные оболочки низкого качества.
Техническим результатом предлагаемого технического решения является обеспечение равномерного натяжения нитей корда, устранение их локальных разряжений и рыхлостей, точная посадка бортовых колец с различными по длине и диаметру сборочными барабанами, шаблоны устанавливают на одной оси с барабаном концентрично, соответственно повышается качество собранных резинокордных оболочек.
Указанный технический результат достигается следующим образом. Станок для сборки резинокордных оболочек выполнен так, что левая бабка может иметь исходное положение, позволяющее выдержать любое межцентровое расстояние до правой бабки, при передвижении вдоль рамы пневмоцилиндром, имеющим основание для крепления на раме в любой точке. Локальное разряжение, перенапряжение и рыхлость нитей корда устраняют кольцом профильным, позволяющим при подаче сжатого воздуха в камеру выворачивать равномерно облегающие нити браслета по поверхности профиля кольца с последующим заворотом на наружную поверхность кольца кромки браслета. Посадка большого бортового кольца обеспечена шаблоном для посадки большого бортового кольца, концентрично передвигающимся по валу барабана. Браслет собирают на барабане из отдельных деталей, чем устраняют провисание браслета. Возможно вращение браслета с подведенными шаблонами посадки бортовых колец и обработки бортов. Имеется опыт сборки резинокордных оболочек с различными по диаметру бортами, с диаметрами барабанов от 400 до 800 мм и длиной барабанов от 250 до 1250 мм на одном типоразмере станка. Сущность конструкции станка для сборки резинокордных оболочек показана на чертежах.
Фиг.1 - фронтальная проекция станка в исходном начальном положении. В левой части барабана на кольцевую проточку устанавливают малое бортовое кольцо. На барабан накладывают детали браслета с использованием приставки для напуска браслета при обработке малого бортового кольца, а с правой стороны камера позволяет наложить окончание браслета для выворота на профильное кольцо.
Фиг.2 - изображена фронтальная проекция станка в рабочем положении. Левая станина выдвинута в рабочее положение. Пневмоцилиндром перемещают шаблон обжатия малого бортового кольца, при этом дублируют левую кромку браслета с малым бортовым кольцом. Тележка с профильным кольцом зафиксирована в зоне выворота правой кромки браслета, предварительно приставка снята с вала барабана. Камера под давлением сжатого воздуха растягивает и выворачивает правую кромку браслета, копируя профильную поверхность кольца.
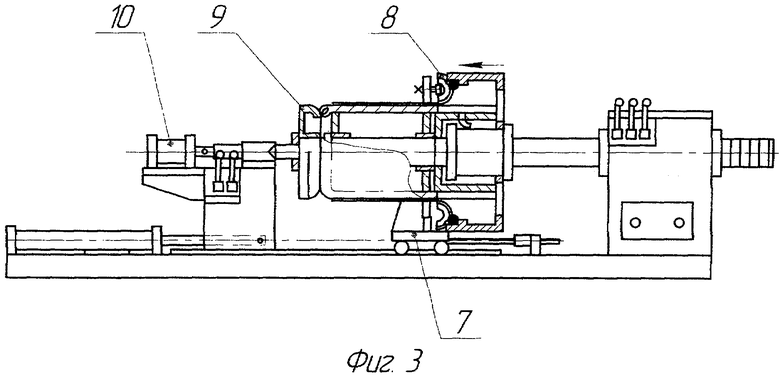
Фиг.3 - соосное с барабаном обжатие шаблоном с профильным наконечником малого борта, концентричная посадка шаблоном большого бортового кольца, чем достигают равное расстояние по периметру между бортами.
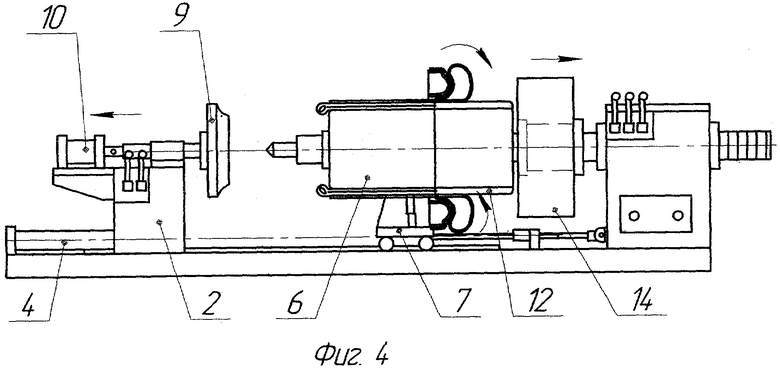
Фиг.4 - подготовка оболочки к съему, заключающаяся в отводе шаблона обжатия малого борта, отводе профильного кольца, отводе левой бабки, отводе шаблона для посадки большого бортового кольца в исходное положение, складывании камеры, обработке большого борта.
Станок состоит из правой бабки 1, левой бабки 2, причем правая бабка жестко закреплена на раме 3, левая бабка от воздействия пневмоцилиндра 4 может по направляющим 5 передвигаться вдоль вала барабана 6. Вдоль оси барабана на раме передвигается на роликах тележка 7, на которой установлено профильное кольцо 8. На левой бабке закреплен шаблон обжатия внутреннего борта 9, который может перемещаться вдоль бабки от воздействия пневмоцилиндра 10. На левой части барабана имеется кольцевая проточка для установки малого бортового кольца перед началом сборки браслета. Приставка 11 предназначена для левой кромки браслета при послойной сборке на барабане. С правой стороны от барабана установлена камера 12, предназначенная для правой кромки браслета и выворота нитей корда на профильное кольцо 8. На валу 13 смонтирован шаблон для посадки большого бортового кольца 14, который имеет внутреннюю концентричную кольцевую проточку для установки большого бортового кольца. Вращение барабана, шаблонов для посадки бортовых колец и обработки бортов во время сборки оболочки происходит от электромеханического привода 15.
На правой бабке закреплен пневмопульт управления 16 подачи воздуха в шаблон посадки большого бортового кольца 14 и в камеру 12, также установлена муфта 17 для подачи сжатого воздуха в вал 13. На левой бабке смонтирован пневмопульт 18 управления пневмоцилиндрами 4, 10 подачи бабки левой и шаблона обжатия внутреннего борта.
На раме 3 смонтирован упор 19 и тяги 21, предназначенные для фиксации тележки 7 с профильным кольцом в рабочем положении. Пневмоцилиндр 4 имеет основание 20, при помощи которого можно регулировать межцентровое расстояние между левой и правой бабками, перемещения вдоль рамы 3. На раме имеется ряд резьбовых отверстий для крепления основания.
Станок работает следующим образом.
Левая бабка 2, шаблон для посадки большого бортового кольца 14, камера 12 на барабане 6, тележка 7 с профильным кольцом 8, шаблон обжатия внутреннего борта 9 находятся в исходном положении. С левой стороны на кольцевую проточку барабана устанавливают малое бортовое кольцо. На вал 13 монтируют приставку 11. Накладывают послойно детали браслета, прикатывают собранный браслет известным прикаточным роликом, фиксируют кордной нитью браслет на барабане. Снимают приставку, обжимают кордной нитью левую кромку браслета, подводят к барабану левую бабку. Пневмоцилиндром 10 прижимают шаблон 9 для обжатия малого бортового кольца, который имеет профильный наконечник для обжатия левой кромки браслета с кольцом, тем самым механическим способом дополнительно обжимают кромку браслета с малым бортовым кольцом.
Подводят тележку 7 с профильным кольцом 8 до упора 19, фиксируют в зоне выворота правой кромки браслета. Подают с пневмопульта 16 сжатый воздух в камеру 12, которая, раздуваясь, принимает округлую форму, при этом слои корда браслета копируют опорную выступающую поверхность профильного кольца. Так как профиль кольца цельнометаллический, нити равномерно выворачиваются камерой до верхней кромки профильного кольца. Кромку браслета заворачивают на наружную поверхность кольца, фиксируют кордной нитью. Складывают камеру, подводят к профильному кольцу шаблон 14 с большим бортовым кольцом в зону канавки. Отводят шаблон, прикатывают кольцо с браслетом, заворачивают вокруг кольца кромку браслета, прикатывают, снимают стягивающую кордную нить с браслета, отводят шаблон 9, бабку левую 2, тележку 7 с профильным кольцом 8 в исходное положение. Снимают браслет с барабана, окончательно прикатывают стыки собранной оболочки с бортовыми кольцами для формования. Следует отметить, что все операции по сборке резинокордной оболочки с поджатыми шаблонами для посадки бортовых колец к барабану с подведенным профильным кольцом для выворота нитей браслета в рабочем положении выполняют во вращении вала барабана от электромеханического привода, что позволяет повысить качество сборки оболочки за счет возможного контакта рабочего и собираемой оболочки в любой зоне ее поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361737C2 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1972 |
|
SU339429A1 |
| Устройство для сборки резино-кордных оболочек | 1976 |
|
SU653127A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Способ сборки резинокордных оболочек | 1980 |
|
SU897570A1 |
| СБОРКИ ПНЁВМОБАЛЛОНОВ | 1969 |
|
SU252593A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU648434A1 |

Изобретение относится к станкам, предназначенным для сборки резинокордных оболочек с текстильным или металлическим кордом в браслете с различными по диаметру бортами. Станок включает установленный на правой бабке сборочный барабан, смонтированные на одном валу с барабаном кольцевую проточку для посадки малого бортового кольца, съемную приставку для сборки браслета, закрепленную с левой стороны барабана, установленную с правой стороны барабана камеру для выворачивания конца браслета на профильное кольцо, левую бабку с шаблоном обжатия внутреннего борта, пневмоцилиндр для продольного перемещения бабки, тележку с профильным кольцом на раме оси барабана, передвигающуюся до упора. Профильное кольцо имеет выступающую поверхность в зоне формования браслета и канавку в зоне посадки большого бортового кольца, которые обеспечивают выполнение заданного профиля резинокордной оболочки. Технический результат направлен на обеспечение равномерного натяжения нитей хорда, устранения их локальных разряжений и рыхлостей, точную посадку бортовых колец с различными по диаметру сборочными барабанами. 4 з.п. ф-лы, 4 ил.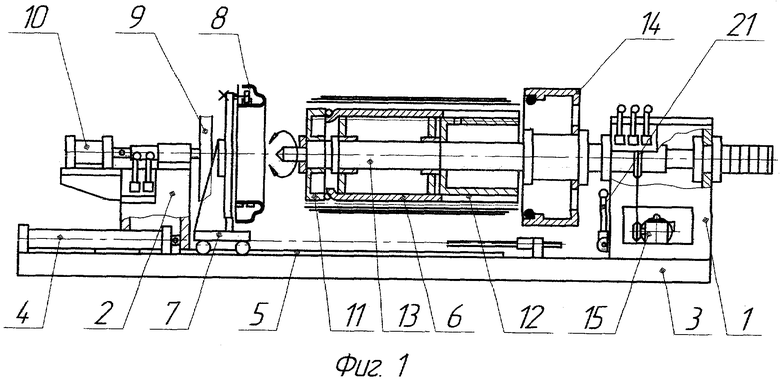
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 0 |
|
SU259362A1 |
| GB 1035989 А, 13.07.1966 | |||
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК | 0 |
|
SU295691A1 |
| МЕХАНИЗМ ПОСАДКИ БОРТОВЫХ КОЛЕЦВСЕСОЮ:^Л у-Пrf г -• •• Г" г ••''. .;/; Г-« ^''^..TrVL"'----,, i--------)1Хтг-:>&:;ЯАЯ±l2E:iLHOTE:KA 1 | 0 |
|
SU288996A1 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |
| Сепаратор пара | 1982 |
|
SU1040271A1 |
| GB 1047921 А, 09.11.1966. | |||

