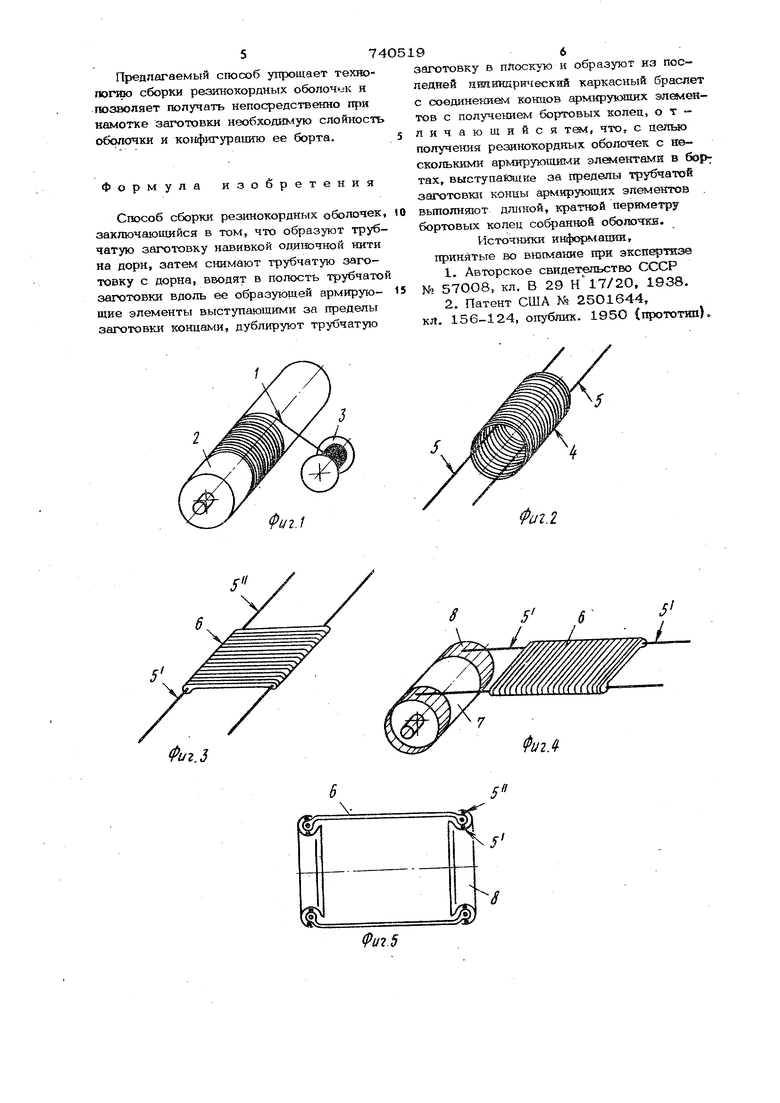
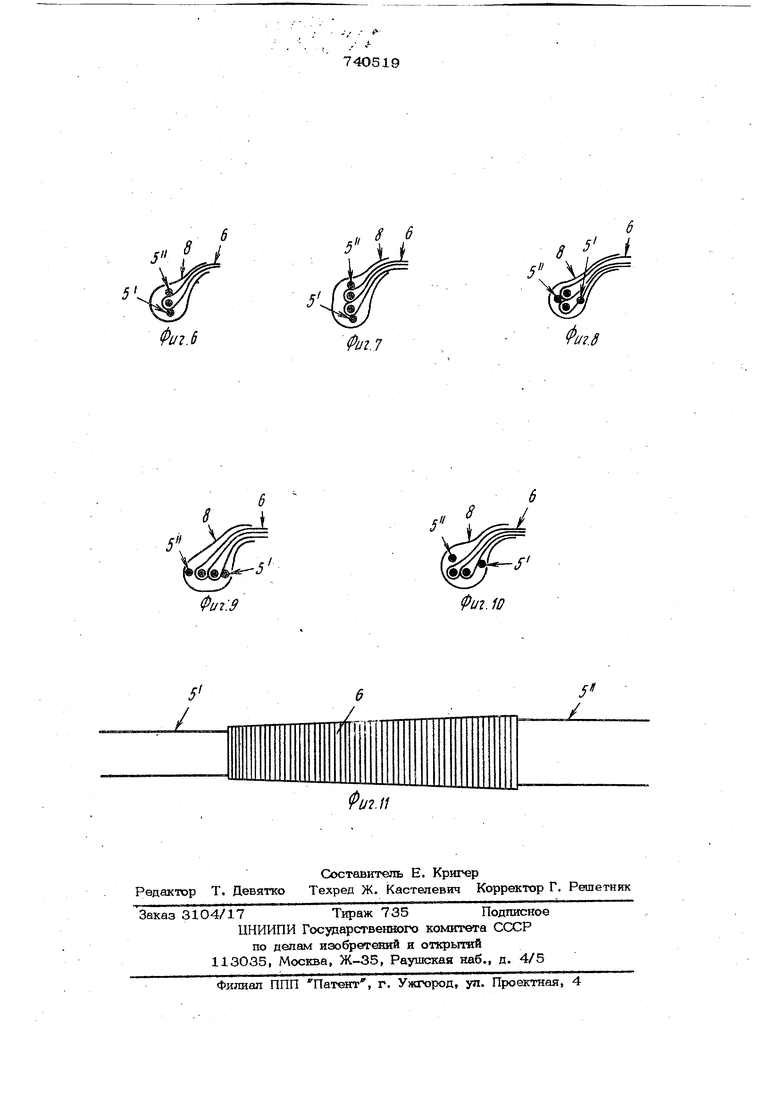
(54) СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК Изобретение относится к способам сборки резинокордных оболочек и может быть применено в шинной промышленности,, & частности, для изготовления каркасов шин типа Р или диафрагм для сборочных станков и форматорюв. Известен способ сборки покрышек пневматических шин типа Р, заключающийся в том, что получают развернутый в плоскости каркас с наложенными на не го отрезками бортовой проволоки и другими деталями, входящими в состав покрышки, образуют цилиндрический брасле номинального диаметра и соединяют концы бортовых проволок между собой с об раэованием колец l. Недостатком этого способа являются трудность качественного крепления стыков бортовых колец, потому что кольца находятся в материале каркаса, а соединение стьпсов колец прорезинешюй стал ной плетенкой не даст прочности, равнозначной прочности основного материала кольца. Известен и другой способ сборки резинокордных оболочек, заключающийся в том, что образуют трубчатую заготовку навивкой одиночной нити на дорн, затем снимают трубчатую заготовку с дорна, вводят в полость.трубчатой заготовки вдоль ее образующей армирующие элементы выступикщимн за пределы заготовки концами, дублируют трубчатую заготовку в плоскую и офазуют из последней цилиндрический каркйсный браслет с соединением концов армирующих элементов с получением бортовых колец 2, Недостатком этого способа является невозможность получения многослойной резинокорднойоболочки из одной загото&ки. Целью изобретения 5юляется получения резинокордных оболочек с несколькими армирукдашмЕ элементами в бортах. Поставленная цель достигается тем, что в способе сборки резннокордных оболочек, заключающемся в том, что о азуют трубчатую заготовку навивкой одяночной нити на дорн, затем снимают трубчатую заготовку с дорна,вводят в полость трубчатой заготовки вдоль ее образующей армирующие элементы высту пающими за пределы заготовки концами, дублируют трубчатую заготовку в плоскую и образуют из последней цилиндрический каркасный браслет с соединением концов армирующих элементов с получением бортовых колец, согласно изобретенжо выступающие за пределы трубчатой заготовки концы армирующих элементов выполняют длиной, кратной периметру бортовых колец собранной оболочки. На фиг. 1-4 показана последовательность сборки резшюкордной оболочки согласно предлагаемому способу; на фиг. 5 - сечеш1е резикокордной оболочки; на фиг. 6-10 - различные варианты конструктивного оформления бортовой части резинокордной оболочки; на фиг. 11 - вид заготовки после дублирова}шя рукава, полученного на конусообразном дорне. Сборку, резинокордной оболочки осуществляют следующим образом. Обрезине1шый корд 1 наматывают на вращающийся дорн 2 путем перемещения катущки 3 с кордом вдоль оси дорна {фиг. 1), образуемую в результате навивки обрезиненной нити трубчатую заготовку. 4 снимают с дорна 2 и в ее полость помещают незамкнутые и высту пающие за пр делы заготовки 4 армирующие элементы 5, располагая их вдоль образующей (фиг.2). После этого заготовку 4 дублируют в плоскую с выс пающими за пределы заготовки 6 конца „ ( // ми армирующих элементов о и о (фиг. 3), Длина армирующих элементов 5 и З кратна периметру бортовых колец собра шой оболочки. На заплечики сборочного барабана 7 накладывают ре.зинотканевые ленточки 8, а затем наматывают заготовку 6 (фиг.4),образуя из нее цилиндрический каркасный браслет, а концы элементов 5 и 5 соединяю с получением бортовых колец. После на ложения заготовки 6 наружные края ле точек 8 заворачивают на образовавшиес в результате намотки борта. Затем обо лочку снимают (фиг. 5) передают на дальнейшую обрабо-псу. Предлагаемым способом могут быть собраны оболочки, изображенные на фиг, 7,8,9ДОД1. 7 4 На фиг. б показана конструкция бортовой части резинокордной оболочки, собранной путем намотки на сборочный барабан 7 заготовки б, имеющей длину, рвглр.то длине окружности оболочки для получения ОД1ЮСЛОЙНОЙ оболочки с обра;зованием одного дополнительного витка каждого из выступающих за пределы заготовки концов армируюишх элементов - , о с целью обеспечения равнотолщинности и нераскрытия получе шого бортового кольца при дальнейшей сборке и эксплуатации резинокордной оболочки. На фяг. 7, 8 показаны конструкции бортовой части резинокордной оболочки, собранной путем намотки па сборочный барабан 7 зазтотовки 6, имеющей длину, равную длине двух окружностей оболочки для получения двухслойной оболочки с образова О1ем одного дополнительного витка каждого из выступающих за пределы 3firoTOBK i концов армирующих элементов 5 и 5. Отличие офермления борта на фиг, 7 и 8 состоит в расположении свобедных концов армирующих элементов 5 и 5 13о всех трех случаях (фиг. 6,7,3} накладываемая на сборочный барабан 7 резшюкордная заготовка 6 mvieeT постоянную ширину ( при получении рукава на цилиндрическом дорне 2 (см. фиг. 1). При намотке на барабан 7 заготовки 6, имеющей п эеменную ширину (при получении рукава на дорне переменного сеченин), возможны щэугие варианты офомления бортовой части. На фиг. 9, 1О показаны конструкции бортовой части резинокордной оболочки , собранной путем намотки на сборочный барабан заготовки 6, имеющей длину, равную длине двух окружностей оболочки, для получения двухслойной оболочки с образованием одного дополнительного витка каждого из выступающих за пределы заготовки концов армирующих элементов 5 и 5; заготовка 6, показанная на фиг. 11, получается после дублирования заготовки 4, образованного на конусообразном дорне. Намотка на барабан заготовки осуществлялась с более узкого ее конца. Отличие оформления борта на фиг. 9 и 10 сх стоит в расположении свободных концов армирующих элементов. Возможны и другие конструкции бортовой части резинокордной оболочки; которые определ$потся формой дорна, конфигурацией заппвчика барабана, длиной и формой заготовки.
Предлагаемый способ упрощает техногюгию сборки резинокордных обопочук и пбозволяет получать непосредственно при намотке заготовки необходшч ую слойность оболочки и ко1 фигурацию ее борта.
Формула изобретения
Способ сборки резинокордных оболочек, 0 заключающийся в том, что образуют трубчатую заготовку навивкой оди1ючной нити на дорн, затем снимают трубчатую заготовку с дорна, вводят в полость трубчатой заготовки вдоль ее образующей армирую- 15 щие элементы выступающими за пределы заготовки концами, дублируют трубчатую
заготовку в ппоскую н образуют из пос педней дшхинйршсеский каркасный браслет с соединением концов армнруюашх элементов с получением бортовых ко лея, отличающийся , что, с целью получения резинокордных оболочек с несколькими армирующш-ли элетдентамк в бор тах, выступакхцие за пределы трубчатой заготовки концы армирующих элементов вьшолняют дшгаой, кратной периметру бортовых колец собран1ЮЙ оболочкв.
Источники , принятые во вш{мание прк экспертизе
1.Авторское свидетельство СССР № 57О08. кл. В 29 н17/20, 1938.
2.Патент США N 25О1644,
Krt. 156-124, опублик. 195О (прототип).
5
5
Фаг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361737C2 |
| Способ сборки резинокордных оболочек | 1972 |
|
SU441165A1 |
| Способ изготовления резинокордных оболочек | 1985 |
|
SU1348213A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2450927C1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2607663C1 |
| Способ сборки резинокордных оболочек | 1980 |
|
SU897570A1 |
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1994 |
|
RU2081751C1 |
т
J
8 6
8
Фиг.7
5
S
/
