Изобретение относится к производству резинокордных оболочек, а именно к способам сборки резинокордных оболочек баллонного типа с клинчерными бортами.
Известен способ (патент №683785 GB, МПК В29D 30/29, опубл. 03.12.1952), по которому на барабан накладывают необходимое количество слоев корда, затем кордный браслет разжимают до диаметра, превышающего диаметр бортового кольца. К образовавшимся заплечикам с двух сторон подводят бортовые кольца, которые приклеивают к облегающему заплечики корду браслета. Поочередно заворачивают кромки корда на приклеенные кольца, дублируют кромки корда, накладывают протектор, дублируют его с каркасом.
Недостатком известного способа является то, что известный способ не обеспечивает сборку резинокордных оболочек баллонного типа с клинчерными бортами.
Известен (А.С. №735426, МПК В29Д 17/00, опубл. 25.05.80, бюл. №19) способ сборки резинокордных оболочек, заключающийся в том, что образуют резинокордный каркас, равномерно растягивают свободные кромки каркаса, сажают бортовые кольца, оформляют борта оболочки.
Недостатком известного способа является то, что известный способ не обеспечивает заворот кромок каркаса вокруг бортовых колец на наружный диаметр каркаса, что не позволяет осуществить сборку резинокордных оболочек баллонного типа разного, в т.ч. малого диаметра с клинчерными бортами, и, как следствие, снижает диапазон изготавливаемых резинокордных оболочек баллонного типа.
Техническим результатом заявляемого технического решения является создание способа сборки резинокордных оболочек, повышающего диапазон изготавливаемых резинокордных оболочек баллонного типа с клинчерными бортами.
Технический результат достигается тем, что в бортовых зонах на наружный диаметр равномерно растянутых конусообразных кромок каркаса послойно наматывают нерастяжимый ленточный материал, формируют таким образом бортовые кольца, дублируют слои нерастяжимого ленточного материала, затем заворачивают кромки каркаса на бортовые кольца, при этом нерастяжимый ленточный материал выполняют в виде резинокордной ленты, имеющей от 3 до 12 нитей в ряду.
Сущность заявляемого способа резинокордных оболочек поясняется следующими чертежами:
фиг. 1 - резинокордный каркас на сборочном барабане;
фиг. 2 - равномерно растянутые кромки резинокордного каркаса;
фиг. 3 - формирование бортовых колец нерастяжимым ленточным материалом;
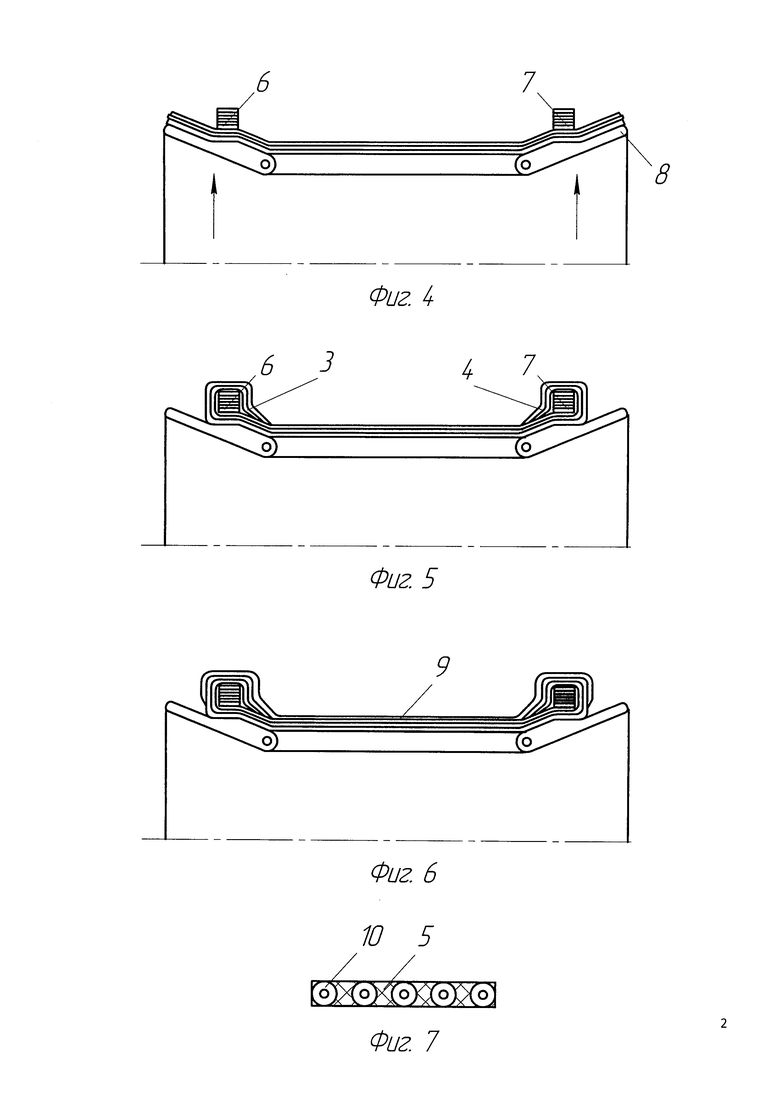
фиг. 4 - дублирование слоев нерастяжимого ленточного материала;
фиг. 5 - заворот кромок каркаса на бортовые кольца;
фиг. 6 - наложение покровного слоя;
фиг. 7 - сечение резинокордной ленты.
Заявленный способ сборки резинокордных оболочек осуществляют следующим образом.
На сборочный барабан 1 накладывают необходимое количество слоев корда и образуют резинокордный каркас 2 (фиг. 1). Равномерно конусообразно растягивают кромки 3 и 4 резинокордного каркаса 2 (фиг. 2). На наружный диаметр равномерно конусообразно растянутых кромок 3 и 4 послойно наматывают нерастяжимый ленточный материал 5, посредством чего формируют бортовые кольца 6 и 7 (фиг. 3). Дублируют слои нерастяжимого ленточного материала, например дополнительным разжатием кромок каркаса 3 и 4 секторами 8 барабана 1 (фиг. 4). Затем заворачивают кромки 3 и 4 резинокордного каркаса 2 на бортовые кольца 6 и 7 (фиг. 5). Далее накладывают покровный слой 9 (фиг. 6). Бортовые кольца 6 и 7, сформированные нерастяжимым ленточным материалом 5, изготовленным в виде резинокордной ленты, в которой от 3 до 12 нитей 10 в ряду в зависимости от геометрии борта (фиг. 7), при этом ширина нерастяжимой резинокордной ленты в зависимости от количества нитей в ряду позволяет собирать резинокордные оболочки баллонного типа с разными размерами клинчерных бортов.
Таким образом, заявляемый способ сборки резинокордных оболочек повышает диапазон изготавливаемых резинокордных оболочек баллонного типа с клинчерными бортами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1995 |
|
RU2089394C1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| Способ сборки покрышек пневматических шин | 1991 |
|
SU1826946A3 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1106681A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНОЙ ОБОЛОЧКИ | 1994 |
|
RU2060893C1 |
| Способ сборки резино-кордных оболочек | 1977 |
|
SU740519A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2637339C2 |

Изобретение относится к производству резинокордных оболочек, а именно к способам сборки резинокордных оболочек баллонного типа с клинчерными бортами. Техническим результатом заявляемого технического решения является создание способа сборки резинокордных оболочек, повышающего диапазон изготавливаемых резинокордных оболочек баллонного типа с клинчерными бортами. Согласно способу, образуют резинокордный каркас, равномерно растягивают кромки каркаса, сажают бортовые кольца, формируют борта резинокордной оболочки. Кромки резинокордного каркаса растягивают равномерно конусообразно. В бортовых зонах на наружный диаметр равномерно растянутых конусообразных кромок каркаса послойно наматывают нерастяжимый ленточный материал, посредством чего формируют бортовые кольца. Дублируют слои нерастяжимого ленточного материала. Заворачивают кромки каркаса на бортовые кольца. Нерастяжимый ленточный материал изготавливают в виде резинокордной ленты с количеством нитей от 3 до 12 нитей в ряду. 7 ил.
Способ сборки резинокордных оболочек, заключающийся в том, что образуют резинокордный каркас, равномерно растягивают кромки каркаса, сажают бортовые кольца, формируют борта резинокордной оболочки, отличающийся тем, что кромки резинокордного каркаса растягивают равномерно конусообразно, в бортовых зонах на наружный диаметр равномерно растянутых конусообразных кромок каркаса послойно наматывают нерастяжимый ленточный материал, посредством чего формируют бортовые кольца, дублируют слои нерастяжимого ленточного материала, затем заворачивают кромки каркаса на бортовые кольца, при этом нерастяжимый ленточный материал изготавливают в виде резинокордной ленты с количеством нитей от 3 до 12 нитей в ряду.
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| Инерционный воздухоочиститель | 1978 |
|
SU683785A1 |
| Способ сборки резино-кордных оболочек тороидального типа | 1973 |
|
SU479654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2455163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1971 |
|
SU414132A1 |

