(54) ПОДВЕСКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ В ВАННЕ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для жидкостной очистки и подобной обработки деталей | 1978 |
|
SU753499A1 |
| Ультразвуковая установка для очистки ленточных изделий | 1974 |
|
SU511118A1 |
| Устройство для очистки деталей электровакуумных приборов | 1978 |
|
SU771755A1 |
| Устройство для жидкостной обработки полых деталей | 1987 |
|
SU1477790A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ полыхДЕТАЛЕЙ | 1972 |
|
SU331826A1 |
| Способ жидкостной очистки и подобной жидкостной обработки деталей малого веса и устройство для его осуществления | 1976 |
|
SU716645A1 |
| Роторная установка для мойки деталей | 1985 |
|
SU1284613A1 |
| ПОДВЕСКА ДЛЯ ОБРАБОТКИ ПОЛЫХ ИЗДЕЛИЙ | 1992 |
|
RU2027801C1 |
| Установка для очистки деталей | 1972 |
|
SU856596A1 |
| Установка для жидкостной очистки деталей | 1976 |
|
SU692640A1 |
1
Изобретение относится к области ультразвуковой очистки в ваннах деталей с открытыми внутренними полостями.
Известны подвески для ynbTpa3BykoBOE очистки деталей с открытыми внутренними Полостями в ванне содержащие шарнирный параллелограмм, на котором укреплены держатели деталей. Такое шарнирное закрепление держателей обеспечивает самоустановку деталей в зажимных камерах и параллельное их перемещение в процессе зажима в камера
Недостатками этой подвески являются следующие.
При переносе деталей из одной ванны в другую происходит одновременно значительный перенос рабочей жидкости, заполняющей внутренние полости деталей и не .имеющей возможности полностью слиться при подъеме деталей над уровнем рабочей жидкости. Это происходит потому, что горизонтальное расположение выходных каналов не обеспечивает полного слива рабочей жидкости из внутренних полостей.
При погружении деталей в ванны во внутренних полостях деталей остаеася воздух,
препятствующий их полному заполнению рабочими жидкостями, что ухудшает качество очистки деталей.
При ультразвуковой обработке деталей в их внутренних полостях скапливаются кавитационные пузырьки, образующие экран, что снижает качество ультразвуковой обработки.
С целью удаления воздуха из внутренних полостей деталей путем кантования последних в моющей жидкости предлагаемая подвеска снабжена связанным с щарнирным параллелогракЛ. рычагом второго рода. Кро ме того,- большее плечо рычага снабжено поплавком и выполнено с возможностью взаимодействия с .закрепленным на корпусе ванны упором.
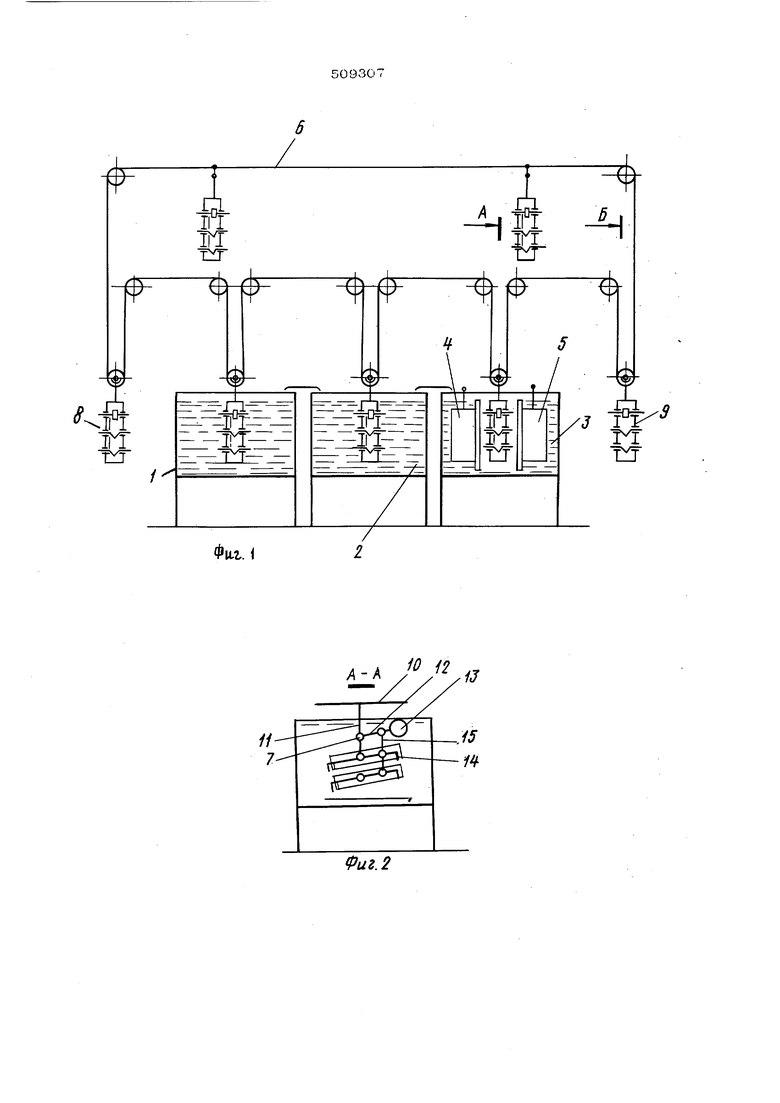
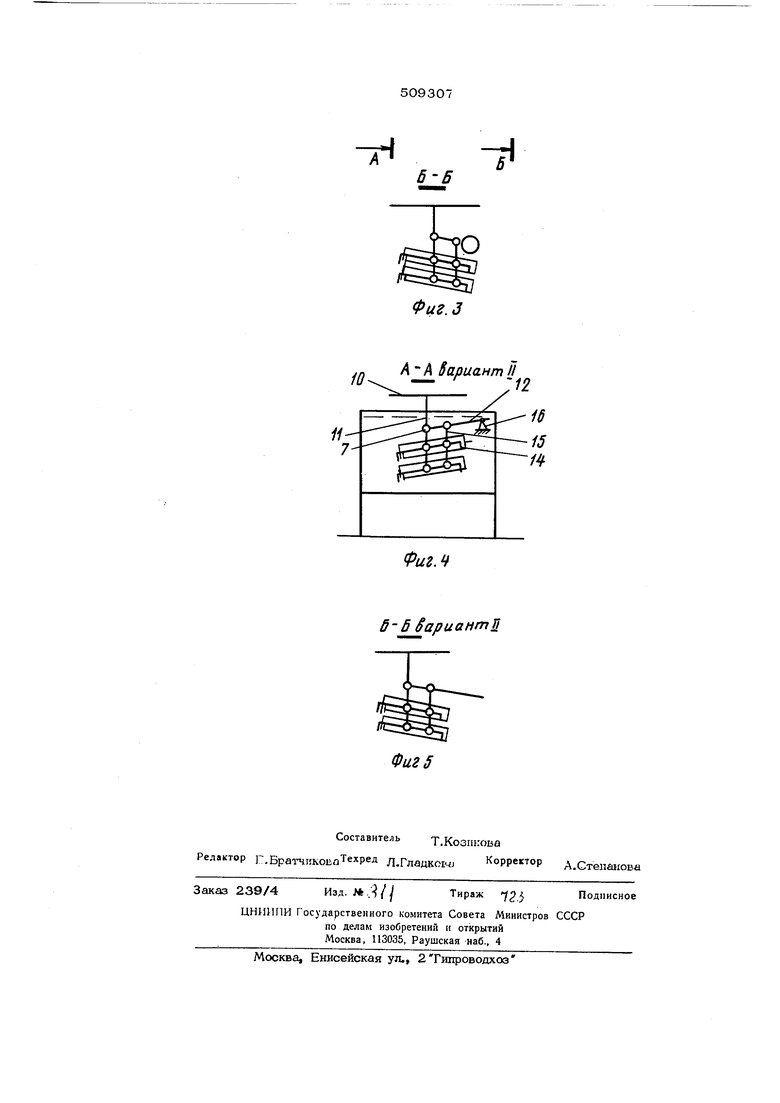
На фиг. 1 изображена ультразвуковая установка с подвеской для деталей; на фиг. 2 поперечный разрез по ультразвуковой ванне (разрез по А-А на фиг. 1, вариант 1); на фиг. 3 - поперечный разрез по позиции загрузки (разрез по В-В на фиг. 1, вариант 1); на фиг. 4 - поперечный разрез по ультразвуковой ванне (разрез по А-А на фиг. 1, вариант и); на фиг. 5 - поперечный разрезаю позиции разгрузки (разрез по Б-Б на фиг. 1 вариант И). Ультразвуковая установка для очистки со держит ванны 1 и 2 с рабочими жидкостями ванну 3 ультразвуковой очистки с ультразвуковыми преобразователями 4 и 5, трано портируюшее устройство 6 и подвески 7, Установка имеет позиции загрузки 8 и разгрузки 9. Транспортирующее устройство 6 выполнено в виде цепного конвейера с двумя параллельными ветвями, соединенными через определенный шаг поперечными штангами 10, на которых закреплены подвески 7 Подвеска 7 содержит стойку 11, на которой шарнирно закреплен рычаг второго рода 12 с поплавком 13 и держателями 14 для ориентированной укладки и удержания очйш;аемых деталей. Рычаг 12 и держатели 14 связаны между собой шарнирным паралле-лограммом 15. Установка может быть выполнена в варианте 11 (фиг. 4), при котором рычаг 12 и подвески 7 не имеют поплавка 13. В этом варианте установка снабжена неподвижным упором 16, который располагается над ваннами 1, 2 и 3 (фиг. 1). Установка работает следующим образом. Детали, подлежащие очистке, укладываются в позиции загрузки 8 на держатели 14 подвески 7. При этом держатели 14 фиксируют очищаемые детали в таком положении, при котором их выходные каналы направлены вниз под таким углом к горизонту, который обеспечивает полный слив жидкости из их внутренних полостей. После укладки очищаемых деталей включается движение транспортирующего устройства 6, перенос щего очищаемые детали в ванну 1. При погружении в ванну 1 рабочая жидкость воздействует на поплавок 13, который поворачивает рычаг 12 и через шарнирный парал лелограмм 15 - держатели 14 очищаемых деталей. При этом очищаемые детали приобретают новое положение, при котором их выхо/ ные каналы направлены вверх под углом к горизонту. Угол наклона к горизонту обеспечивает полньхй выкод воздуха из их внутренних полостей. При дальнейшем движении транспортирующего устройства 6 осуществляется подъем подвески 7 из ванны 1, в процессе которого под действием веса очищаемые детали поворачиваются в первоначальное положение, которое они занимали до погружения в рабочую жидкость вакнь . При дальнейщем подъеме поплавок 13 отрывается от поверхности рабочей жидкости ванны 1, очищаемые детали оказываются в воздухе и из их внутренних полостей через выходные каналы жидкость сливается в ванну 1. При дальнещем переносе деталей в ванну 2 происходит аналогичная операция. При погружении очищаемых деталей в ванну 3 между ультразвуковыми преобразователями 4 и 5 происходит их ультразвуковая очистка. В процессе ультразвуковой очистки выходные каналы очищаемых деталей направлены вверх под таким углом к горизонту, который обеспечивает полный выход воздуха и кавитационных пузырьков, образующихся в процессе ультразвуковой очистки, из внy ренних полостей деталей. В дальнейшем очищенные детали приходят в позицию разгрузки 9, где осуществляется их съем. В случае выполнения установки (в варианте Ц) поворот очищаемых деталей в ваннах происходит путем взаимодействия неподвижных упоров 16 С рычагом 12 и через щарнирный параллелогра лм 15 с держателями 14, на которых уложены очищаемые детали. формулайзобретения 1.Подвеска для ультразвуковой очистки в ванне деталей с открытыми внутренними полостями, содержащая щарнирный паралле.лограмм, на котором укреплены держатели деталей, отличающаяся тем, что, с целью удаления воздуха из внутренних полостей деталей путем кантования по- следних в моющей жидкости, подвеска снабжена связанным -С шарнирным параллелограммом рычагом второго рода. 2.Подвеска по п. 1, отличающаяся тем, что большее плечо рычага снабжено поплавком; 3.Подвеска по п. 1, о т л и ч а ю щ ая с я тем, что больщее плечо рычага выполнено с возможностью взаимодействия с закрепленным на корпусе ванны упором.
FT
ITT T::
fr
тг trfc
(f.
jri ТГ
T:5
T T
iO i2
uz.2
б
В-Б
Л /I 8ариант /7
12
Фигл
B- 5 §арианглЛ
