7 r-|. --Г-1--V- - , ЖИМ обработки, a, следоватвяьно, и jtaчество обработанных деталей и привсяит к повьпиенному расходу рабочих хсйдкск;, тей, ; : ;; . , ,, V;, ,. :, При ультраавуковой жидкостной обработке деталей 8 установках с аонными ультразвуковыми преобразователями упав шиё двТ1али ухудшают условие распростра 1айния ультразвуковых волн, поскольку становятся своеобраайьгми экранами. Это TjKwe снижает качество очистки и произвоЬнтёльнбсть процесса. При жядкостной очистке деталей в шнеках, спиральнШ лотках, гкюлеаЬёатёльно устакбвленных барабанах с транспортировкой автКлей из одного барабайа в другой, их прилипание к внутренней поверхности упомя HjTPbix емкостей привадит к сшши ваиию деталей различного вида,. ггб ухуШает качество очистки. Все перечисленные факторы снижают эффективность процесса. ,.„,. устранения этих недостатков Исйользуется способ жййкбстной очистки деталей малого веса, помещенных в перфорированную вращающуюся емкость, пу тем воздействия на них рабочей жидкость в которую частично ПЬКтёЩёнаупбМяйутрая емкость, и Съёма с внутренней перфорированной поверхности этой емкости удер- живаемьгх на ней жидкостной пленкЪЙ оЬ- рабатываёмШ Д|ёталёй малого вёёй, для чего на удерживаемые жидкостной пленкой детали воздействуют направленной струей жидкости. Этот способ реализуется в устройстве сия жидкостной очистки деталей, натфймер, ультразвуковой очистки, содержащем банну с жидкостью, помещенную в нее перфсфированную емкость, например, cniaральный лоток, шнек, ба|рабан . пи, и рабочий орган для удаления прилишаих к внутренней поверхности ёмкости обрабйтываемых деталей. В этом устройстве рабочий орган .вьшопнен в виде фсфмируюпКих и направляющих потоки или струи жидкости лотков или сопел, п й 4ещенных внутрь.емкости И.. Однако эффективность описанных способрв в устройств для его осущест)вления все еще недостаточна, поскольку при Малом расходе и на:ПоЕЮ жидкости с йЬверхности емкости удаляются ртирсительнр тя детали, имеющие небопьшук) гшощадь поверхности. Легкие детали, имею nwe jpa3BHTyikr поверхность, удаляются деталей остается на поверхности емкости.
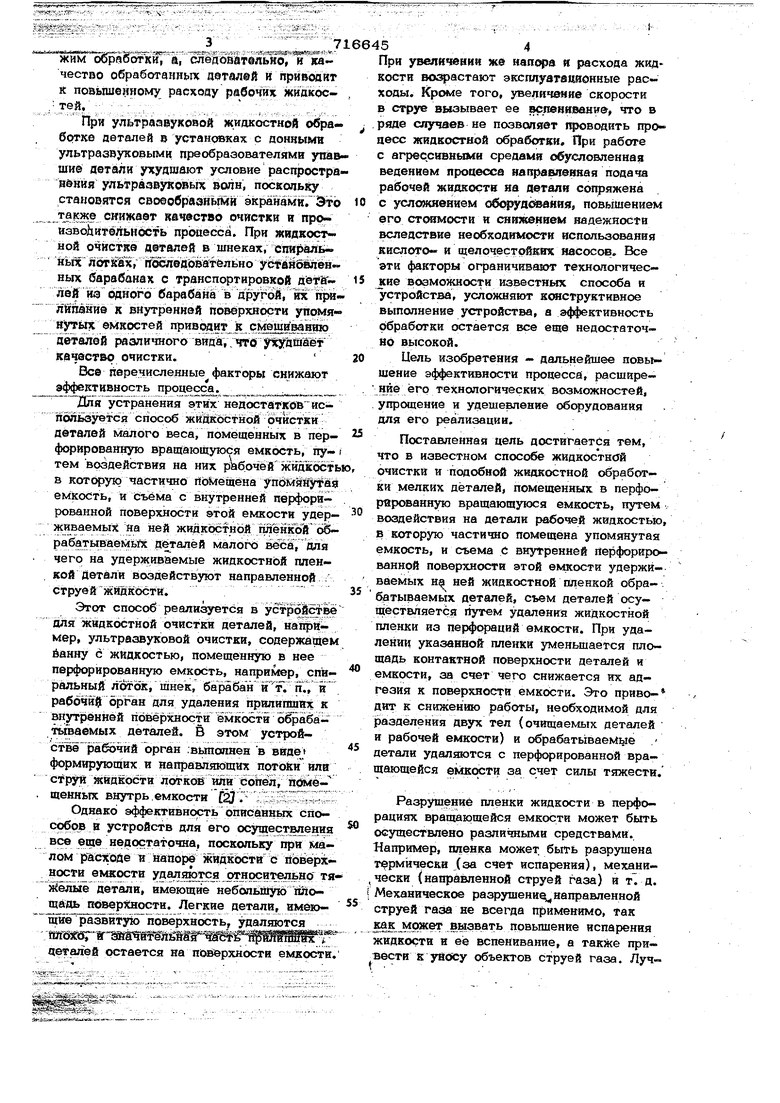
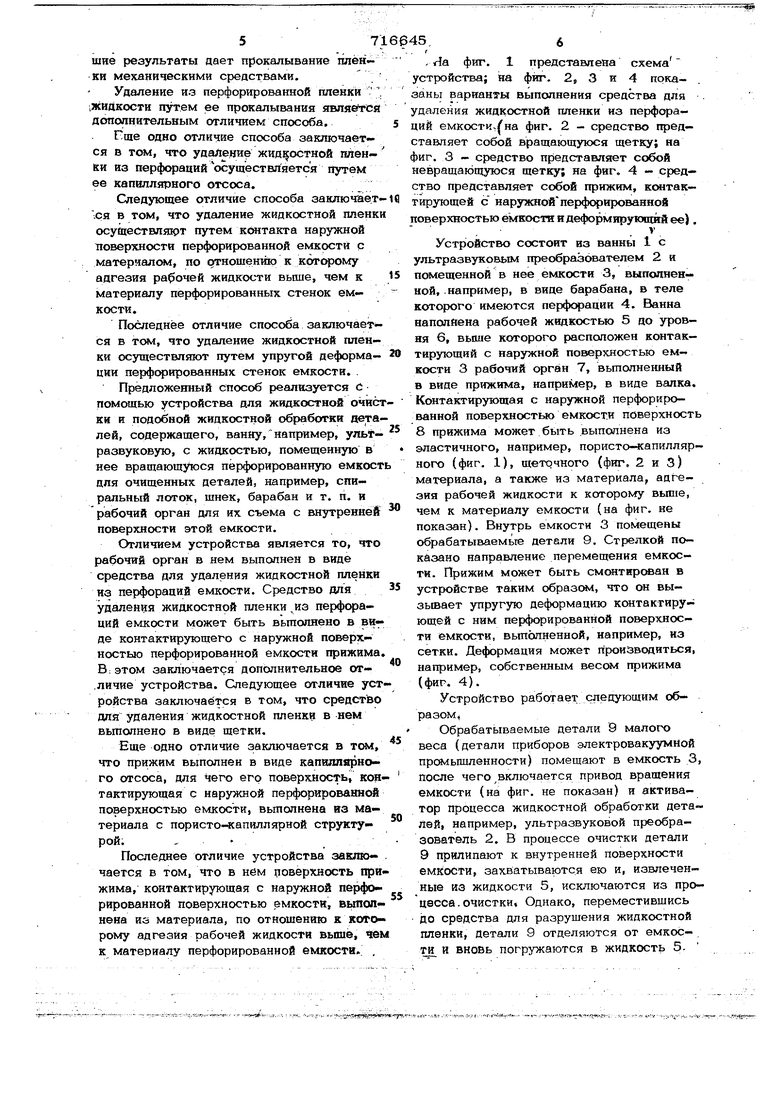
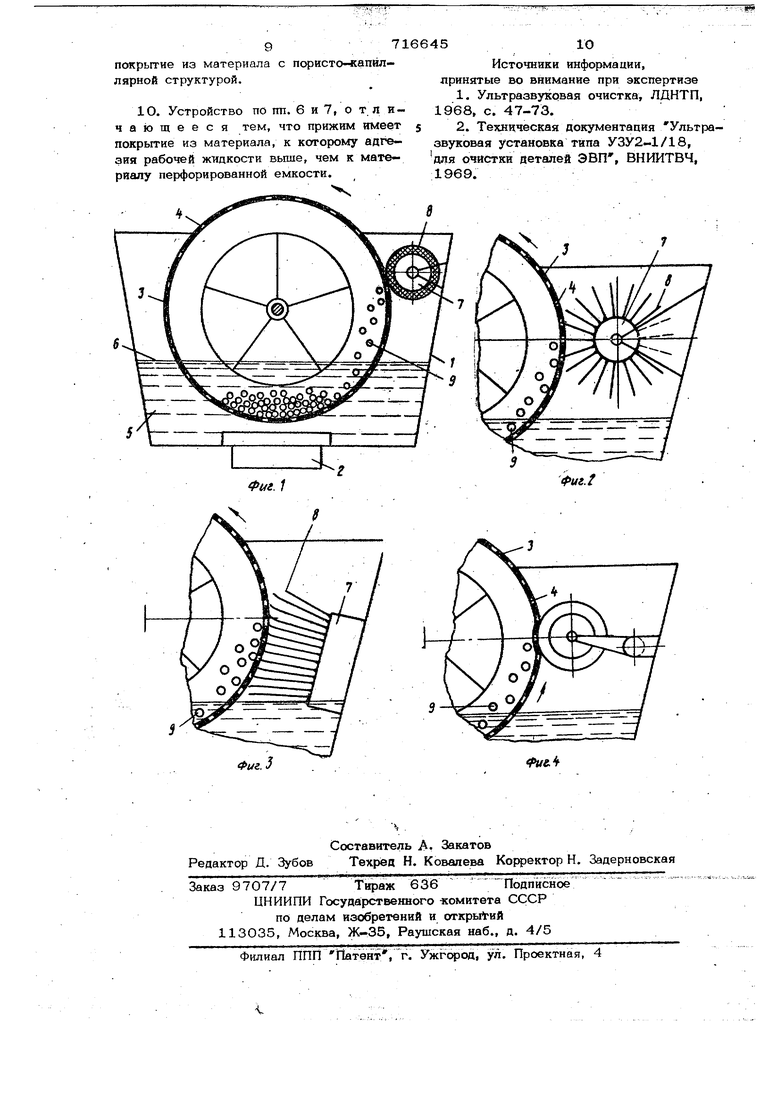
-1ДЙЖ JXl .-гг. 5 При увеличении же напора и расхода жидкости возрастают эксплуагвдионные расходы. Кроме того, уведичэяие скорости в струе вызывает ее вс.пенивание что в ряде случаев не позволяет проводить провесе жидкостной обработки. При работе с агрессивньп4и средами обусловленная ведением процесса направленная подача рабочей жидкости на детали сопряжена с усложнением обс эудЬ&ания, повышением его стоимости и снгпкенвем надежности вследствие необходимости нспсшьзования кислото- и щелочестрйкнх насосов. Все эти факторы ограничивают технологические воэмояшости известных способа и устройства, усложняют ксдаструктивное выполнение устройства, а эффективность обработки остается все еще недостаточно высокой. Цель изобретения - дальнейшее повышение эффективности процесса, расширение его технологических возможностей, упрощение и удешевление оборудования для его реализации. Поставленная цель достигается тем, что в известном способе жидкостной очистки и подобной жидкостной обработки мелких деталей, помещенных в перфорированную вращающуюся емкость, путем воздействия на детали рабочей жидкостью, в которую частично помещена упомянутая емкость, и съема с внутренней перфорированной поверхности этой емкости удерживаемых на ней жидкостной пленкой обрабатываемых деталей, съем деталей осуществляется путем удаления жидкостной пленки из перфораций емкости. При удалении указанной пленки уменьшается площадь контактной поверхности деталей и емкости, за счет чего снижается их адгезия к поверхности емкости. Это приво- дит к снижению работы, необходимой для разделения двух тел (очищаемых деталей и рабочей емкости) и обрабатываемое детали удаляются с перфорированной вращающейся емкости за счет силы тяжести. Разрушение пленки жидкости в перфорациях вращазбрщейся емкости может быть осуществлено различными средствами.. Например, пленка может, быть разрушена Т1ермически (за счёТ испарения), мехадиЧёски (направленной струей газа) и тТ д. Механическое разрушени направленной струей газа не всегда применимо, так как может лы;эвать повьпиение испарения жидкости и eie вспенивание, а также при.вести к уаосу объектов струей газа. Лучшне результаты дает прокалывание пленки механическими средствами, Удаление из перфорированной пленки V ;жидкости путем ее прокалывания являетсй дополнительным отличием способа, Гше одно отличие способа заключается в том, что удаление жидкостной пяенйи из перфорацийосуществляется путем ее капиллярного отсоса. Следующее отличие способа заключает;ся в том, что удаление жидкостной пленк осусцествляют путем контакта наружной поверхности перфорированной емкости с материалом, по отношению к которому адгезия рабочей жидкости вьпие, чем к материалу перфорированных стенок ем- кости„ Последнее отличие способа заключается в том, что удаление жидкостной пленки осуществляют путем упругой деформации перф(фированных стенок емкости. . Предложенный способ реализуется с помощью устройства для жидкостной очист ки и подобной жидкостной обработки деталей, содержащего, ванну, например, ульт- развуковую, с жидкостью, помещенную в нее вращающуюся перфорированную емкост для очищенных деталей, например, спиральный лоток, шнек, барабан и т, п. и рабочий орган для их съема с внутренней поверхности этой емкости. Отличием устройства является то, что рабочий орган в нем выполнен в виде средства для удаления жидкостной пленки из перфораций емкости. Средство для удаления жидкостной пленки из перфораций емкости может быть вьшолнено в виде контактирующего с наружной поверхностью перфорированной емкости прижима. В. этом заключается дополнительное от.личие устройства. Следующее отличне уст ройства заключается в том, что средство для удаления жидкостной пленки в нем вьшолнено в виде щетки. Еще одно отличие заключается в том, что прижим выполнен в виде капшшарно- го отсоса, для чего его поверхность, коятактирующая с наружной перфорированной поверхностью емкости, вьшолнена на материала с пористо-4сапиллярной структурой,Последнее отличие устройства заюпочается в том, что в нём юверхность прижима, контактирующая с наружной перфорированной поверхностью емкости, выполнена из материала, по отношению к которому адгезия рабочей жидкости выше, гем к материалу перфорированной емкости. 7 5,6 , Ла фиг, 1 представлена схема устройства; на фиг. 2, 3 и 4 показаны варианты выполнения средства для . даления жидкостной пленки из перфораций емкости,на фиг, 2 - средство представляет собой вращающуюся щетку; на иг, 3 - средство представляет собой невращающуюся щетку; на фиг. 4 - средство представляет собой прижим, контактирующей с наружнойперфорированной оверхностью ёмкости и деформирующий ее), Устройство состоит из ванны 1 с ультразвуковым преобразователем 2 и помещенной в нее емкости 3, выполненной, .например, в виде барабана, в теле которого имеются перфорации 4, Ванна наполнена рабочей жидкостью 5 до уровня 6, выше которого расположен контактирующий с наружной поверхностью емкости 3 рабочий орган 7, вьшолненный в виде прижима, например, в виде валка. Контактирующая с наружной перфорированной поверхностью емкости поверхность 8прижима может бь1ть выполнена из эластичного, например, пористо-капиллярного (фиг, 1), щеточного (фиг. 2 и З) материала, а также из материала, адгезия рабочей жидкости к которому выше, чем к материалу емкости (на фиг, не показан), Внутрь емкости 3 помещены обрабатываемьге детали 9, Стрелкой показано направление перемещения емкости. Прижим может быть смситнрован в устройстве таким образом, что он вызьтает упругую деформацию контактирующей с ним перфорированной поверхности емкости, вьшолненной, например, из сетки. Деформация может производиться, например, собственным весом прижима (фиг. 4), Устройство работает следующим об- разом Обрабатьгваемые детали 9 малого веса (детали приборов электровакуумной промьшшенности) помещают в емкость 3, после чего включается привод вращения емкости (на фиг, не показан) и активатор процесса жидкостной обработки деталей, например, ультразвуковой преобразователь 2. В процессе очистки детали 9прилипают к внугренней поверхности емкости, захватываются ею и, извлеченные из жидкости 5, исключаются из процесса. очистки, Однако, переместившись до средства для разрушения жидкостной пленки, детали 9 отделяются от емкое- , ти и вновь погружаются в жидкость 5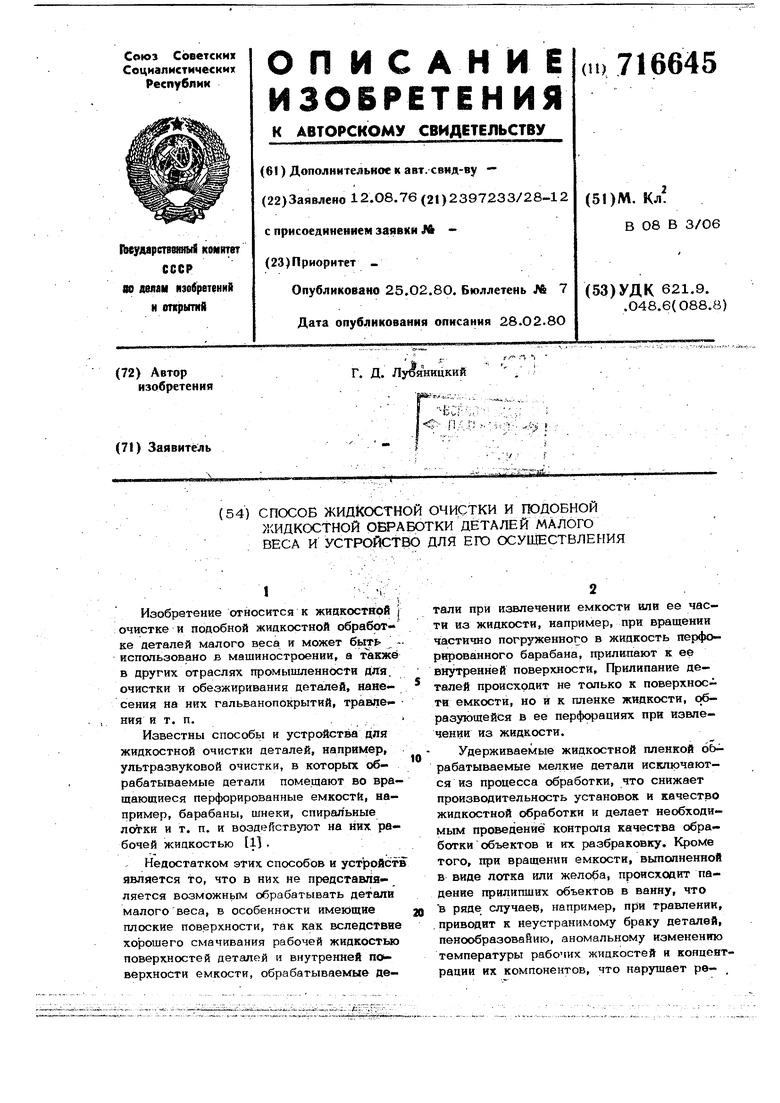

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мойки и сушки деталей | 1981 |
|
SU967597A1 |
| Установка для жидкостной очистки деталей | 1976 |
|
SU692640A1 |
| Устройство для промывки полых изделий | 1990 |
|
SU1796284A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМИРОВАНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2009 |
|
RU2544140C2 |
| Установка для очистки деталей | 1980 |
|
SU995906A1 |
| Устройство для жидкостной очистки мелких деталей | 1988 |
|
SU1602587A1 |
| Установка для жидкостной очистки и подобной обработки деталей | 1978 |
|
SU753499A1 |
| Установка для проходной жидкостной обработки кож | 1977 |
|
SU737463A1 |
| Установка для очистки изделий | 1985 |
|
SU1282926A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ШЛАКА С ПОВЕРХНОСТИ РАСПЛАВА | 2003 |
|
RU2316411C2 |
- 7- :s f - Бгслючаясь в процесс очистки. Это пронс- ходит. вследствие того, что упомянутое средство, выполненное, например, в виде прижима, взаимодействующего своей контактирующей поверхностью 8 (использовалась съемная батистовая накладка) с наружной поверхностью емкости 3, раз рушает пленку жидкости в перфорациях 4 вследствие ее капиллярного отсоса, & счет улленьшенйя контактной поверхности снижается адгезия деталей к поверхности стенки емкости 3 и детали 9 под действием силы тяжести возврйщаются в жидкость. . 5сл6вия удаления жидкостной пленки улучшаются, если прижим вызывает упругую деформацию перфорированной поверхности емкости, из-«а лучшего разрушения пленки в перфорации при смекйёнии ее границ, а также из-за изменения угла наклона обрабатыйаемьгх деталей к вйутренней поверхности емкости. При использовании щеток плёнка жидкости прокалывается, а исп6пьз жание прижима, в котором наружная поверхность, контактирующая с перфорированной пойерхностьйэ ем кости, выполнена из материала, по отношению к которому адгезия рабочей жидкости вьшё, чем к материалу емкости, вызывает разрушение пленки жидкости в перфорациях в момент устранения контакта между прижимом и емкостью. Использование предлагаемого cncteo6a и устройства по сравнению с существующими способами и устройствами обеспечивает следу Ьщие преимущества: а)расширение технологических войможностей способа;, б)повьшение эффективности обработки объектов;......,.;........ ........™-л..-.5...,-.л;.;... / в)упрощение конструктивного выполнения устройства, повышение надёжйости его работы и снижение его стоимости; г)снижение расхода рабочей жидкости д)повышение производительности процесса обработки и снижение его энергоемкости;е)исключение дополнительных бяераций контроля и разбраковки объектов после операции жидкостной обработки; ж)повь шение выхода годных объектов : . .. ... . . ..../ . : Формула изобретения 1. Способ жидкостной очистки и подобной жидкостной обработки деталей малого веса путем обработки их во вращаюшейся перфорированной емкости, час. тично погруженной в рабочую жидкость, и съема деталей с внутренней поверхности перфорированной емкости, о т л в ч а ю ш и и с я тем, что, с целью повышения эффективности обработки, съем деталей с внутренней поверхности перфорированной емкости осуществляют путем удаления жидкостной пленки из перфорации. 2.Способ жидкостной очистки и подобной жидкостной обработки по п. 1, отличающийся тем, что удаление жидкостной пленки осуществляют путем упругой деформации стенок емкости, , , . ;.... 3.Способ жидкостной очистки и подобной жидкостной обраб отки по п. 1, отличающийся тем, что удаление жидкостной пленки осуществляют путем ее прокалывания. 4.Способ жидкостной очистки и подобной жидкостной обработки по п, 1, отличающийся тем, что удаление жидкостной пленки осуществляют путем ее капиллярного отсоса. 5.Способ жидкостной очистки и подобной жидкостной обработки по п. 1, о т л и ч а ю щ и и с Я тем, что удаление жидкостной пленки, осуществляют путем контакта наружной поверхности перфорированной емкости с материалом, по от- ношению к адгезия рабочей жидкости вьпие, чем к материалу стенок емкости. 6.Устройство для осуществления способа по п, 1, содержащее ванну для жидкости, помещенную в нее вращающуюся Перфорированную для обрабатываемых деталей а рабочий орган для их съема с внутренней поверхности этой емкости, отличающееся тем, что рабочий орган содержит средство для удаления жидкостной пленки из перфорации емкости. 7.Устройство по п. 6, о т л и - чающееся тем, что средство для удаления жидкостной пленки выполнено в виде прижима, контактирующего с наружной поверхностью перфорированной емкости. 8.Устройство по п. 6, о т л и ч а ю щ е е с я тем, что средство для уда:Ления жидкостной пленки выполнено в виде щетки. 9.Устройство по пп. 6 и 7, о т л и чающееся тем, что прижим имеет с пористо-капйлпокрытие из материала лярной структурой. 1О. Устройство по пп. 6 и 7, о т л ичающееся тем, что прижим имеет покрытие из материала, к которому адгезия рабочей жидкости вьпие, чем к материалу перфорированной емкости. 71 45 Источники информации, принятые во внимание при экспертизе 1.Ультразвуковая очистка, ЛДНТП, 1968, с. 47-73. 2.Техническая документация Ультразвуковая установка типа УЗУ2-1/18, для ОЧИСТКИ деталей ЭВП, ВНИИТВЧ, 1969.
j хГ
. 3
е.
