Предметом изобретения является прибор для указания совпадения фактической степени утонения с заданным утонением. В дальнейшем изложении изобретение описывается в применении к прокатке металлических полос на станах реверсивного типа, но оно применимо также и для других случаев, например, для волочения проволоки.
Было предложено много способов для измерения толщины металла, выходящего из протяжного механизма, каким является, например, холодный прокатный стан. Однако, они не достигают цели. При быстром движении металла трудно, даже невозможно, произвести непосредственный точный обмер его толщины, несмотря на все совершенство измерительного инструмента. Известные электрические приборы, действующие в соответствии с изменениями толщины металла, также не дали удовлетворительных результатов.
Изобретение имеет целью разрешить проблему самим по себе известным методом учета линейных скоростей входа металла в валки и выхода из них. Во всех случаях прокатки металла, кроме случаев прокатки раковистых болванок, объем обрабатываемого металлического предмета принимается за постоянный. Поэтому произведение из площади поперечного сечения на длину является постоянным, а принимая во внимание, что ширина остается неизменной, удлинение можно принять за меру утонения предмета. Хотя обычно при прокатке металлов ширина большой частью увеличивается, однако, это явление не неизбежно. Напротив, как показано в амер. патенте №1744018, мощно устранить расширение, применяя рабочие валки достаточно малого диаметра. Способ учета линейных скоростей входа материала в валки и выхода из них в особенности пригоден именно для тех станов, в которых не происходит расширения, но даже если некоторое расширение имеет место, то все же способ является достаточно точным для изделий, производимых этого рода станами.
В изобретенном приборе измерение скорости движения материала при входе и выходе производится при помощи приводных органов, как например, барабанов из металла. Изобретение применялось в связи с холоднопрокатным станом (по амер. патенту №1744018), в котором материал получает переменное движение при помощи кругов или барабанов через проход, образованный малыми рабочими валками и большими валками, имеющими антифрикционную монтировку. Переходя с одного барабана на другой, материал огибает охлаждающие барабаны. Последние хорошо могут служить также и для осуществления настоящего изобретения. Валы приводят во вращение диски или шкивы, соединенные с планетарным органом, причем один диск стремится двигать этот орган в одном направлении, а другой - в противоположном направлении. В описываемой предпочтительной форме выполнения применяется пара свободно вращающихся коаксиальных дисков с планетарными органами между ними. Планетарный орган снабжен роликом, прилегающим к каждому из дисков. Диски приводятся в действие самим проходящим материалом с компенсацией одного из дисков за счет неизбежной разности в скоростях материала при входе и выходе. Компенсация заключается в том, что при желаемой степени утонения диски вращаются в противоположных направлениях с той же скоростью. Поэтому, если достигнутая степень утонения в точности равна заданной, то планетарный орган остается неподвижным. Наоборот, даже малейшее уклонение от заданного утонения приводит этот орган в движение. Это устройство очень чувствительно, так как эффект неточного утонения накапливается планетарным органом, и так как движение его ость в сущности мера увеличения длины материала, то результаты получаются гораздо более точные и надежные, чем при попытках непосредственного обмера толщины, потому что длина измеряется величинами, значительно превышающими величины толщины.
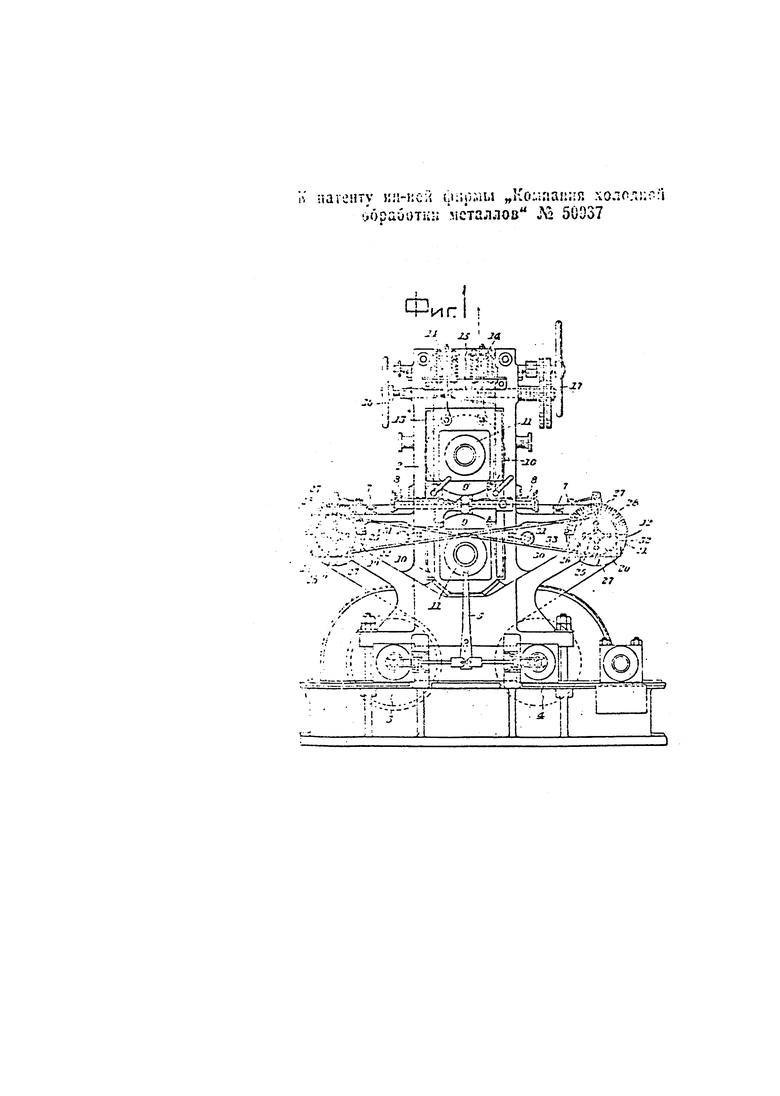
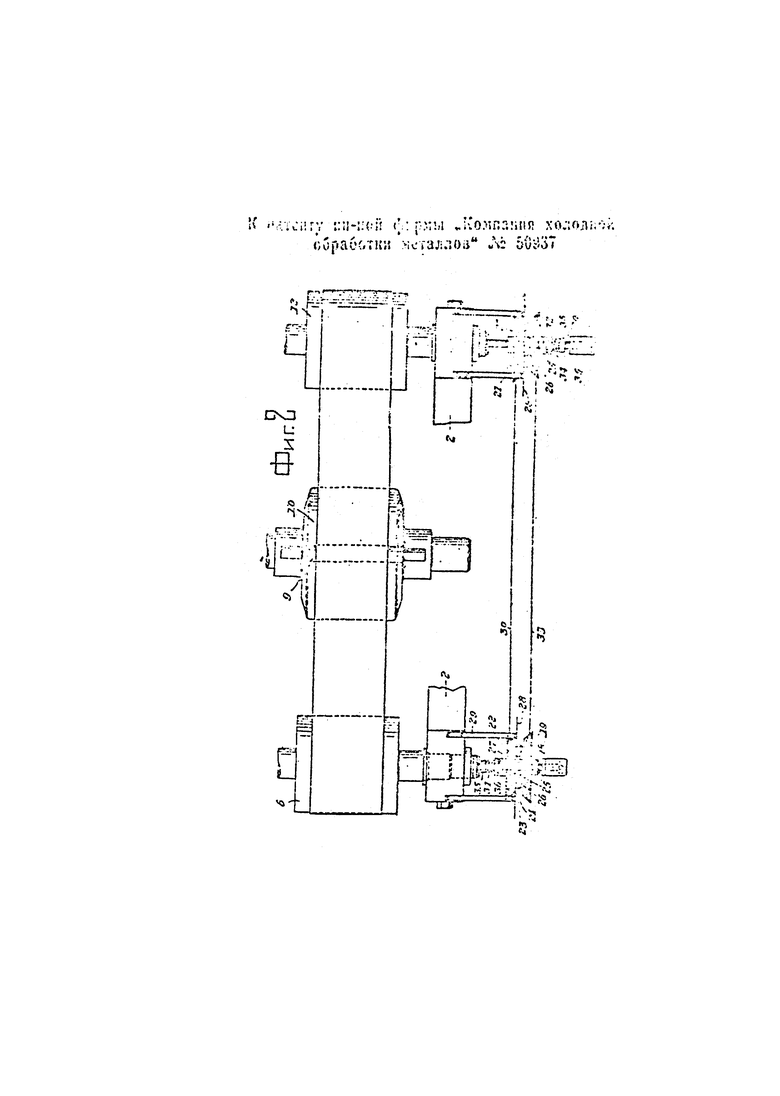
Фиг. 1 изображает боковую проекцию стана с изобретенным прибором и фиг. 2 - частичный вид сверху его в увеличенном масштабе.
Стан состоит на корпуса 2 с барабанами 3 и 4, приводимыми от общего двигателя (не показан) и служащими поочередно для наматывания и сматывания материала. Соединение барабанов с двигателем регулируется рычагом 5. Материал, подаваемый с барабана 3, проходит через охлаждающий барабан 6 между щетками 7 по направляющей 8 и между рабочими валками 9. Эти валки 9 не имеют своего привода, но подпираются большими валками 10 с антифрикционной монтировкой в подшипниках 11. Материал проходит по охлаждающему барабану 12 и наматывается на барабан 4. Верхний валок 10 имеет вертикальный ход. Его подшипники расположены в частях 13, передвигающихся в корпусе и поддерживаемых пружинными балансирами 14. Клинья 15, передвигаемые маховичками 16, 17, регулируют расстояние между рабочими валками 9.
На продолжении 18 оси охлаждающего барабана 6 насажен конический шкив-диск 19, а на таком же продолжении 20 оси охлаждающего барабана 12 насажен конический шкив-диск 21. Кроме того, на продолжении 18 оси барабана 6 насажен холостой шкив-диск 22, а между смежными поверхностями 23 и 24 дисков 19 и 22 расположен планетарный орган в виде крестовины 25 с роликами 26, соприкасающимися с упомянутыми поверхностями. Кроме того, крестовина 25 несет также стрелки 27, ходящие по градуированной шкале 28, прикрепленной кронштейнами 29 к корпусу 2 стана.
Шкивы-диски 21 и 22 соединены перекрестным ремнем 30 из тонкого, но прочного материала, например, из шелкового шнура.
На продолжении 20 оси барабана 12 сидит шкив-диск 32, подобный шкиву-диску 22, соединенный со шкивом-диском 19 перекрестным ремнем 33. Между поверхностями шкивов-дисков 21 и 32 расположен планетарный орган в виде крестовины 25 со стрелкой и градуированной шкалой, как описано выше. Стрелка на одном конце предназначена для указаний при работе стана в одном направлении, а стрелка на другом конце - при работе стана в противоположном направлении.
Требуемое трение между поверхностями конических шкивов-дисков и роликами 26 на крестовинах достигается при помощи пружин 34, подпираемых буртиками 35 на продолжениях 18 и 20 осей. Эти пружины действуют через подшипники 36, сжимая вместе рабочие и холостые шкивы-диски.
Предположим, что материал сматывается с барабана 3 на барабан 4 и что требуется утонение в 10%. Ступени конических шкивов-дисков располагаются так, чтобы ремни могли войти в разные желобки с тем, чтобы шкив-диск 32 вращался быстрее, нежели шкив-диск 19, а именно в отношении, соответствующем желаемому проценту утонения. В данном случае задано утонение на 10% (при той же ширине) и, следовательно, получится соответствующее удлинение. Поэтому охлаждающий барабан 12 будет вращаться быстрее барабана 6 в определенном отношении. С этой целью ремень 33 вводится в те желобки на шкивах-дисках 19 и 32, которые заставят шкив-диск 32 вращаться быстрее, сообщая ему столько же оборотов, сколько делает шкив-диск 21. Однако, в силу того, что ремень 33 перекрещен, шкивы-диски 21 и 32 будут вращаться в противоположных направлениях. Если величина утонения совершенно отвечает заданной, то окружная скорость шкивов-дисков 21 и 32 в той точке, где с ними соприкасаются ролики 26, будет одна и та же; поэтому ролики 26 будут вращаться, но их оси не будут передвигаться вокруг стрелки 27, а останутся неподвижными. В случае же малейшего отклонения от заданной величины утонения стрелка начнет перемещаться в одном или другом направлении, в зависимости от того, будет ли достигнуто утонение больше или меньше заданного. В соответствии с этим может быть произведена требуемая регулировка.
Когда материал перематывается с барабана 3 на барабан 4, то планетарный орган на правом конце станка применяется для учета утонения. Однако, это не вызывает необходимости выключать планетарный орган на левом конце станка. Стрелка 27 этого органа будет вращаться, но на нее не следует смотреть. При ходе станка в обратном направлении ремень 30 будет перемещен на соответствующие ступени шкивов-дисков в соответствии с заданным процентом утоления, и теперь уже пользуются планетарным органом с левой стороны станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приводное устройство для ведущих колес моторных повозок | 1929 |
|
SU40884A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ЛИСТОВОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 1930 |
|
SU42884A1 |
| Клеть планетарного стана поперечно-винтовой прокатки | 1990 |
|
SU1814935A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Реверсивный листопрокатный стан | 1932 |
|
SU47630A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Клеть косовалкового стана | 1975 |
|
SU541514A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| Приспособление для поддержания постоянства скорости вращения двигателя внутреннего горения при пуске в ход инерционным стартером | 1932 |
|
SU47980A1 |
Указательный прибор для прокатных станов, указывающий соответствие фактической степени утонения металла заранее заданной величине, путем учета линейных скоростей входа и выхода металла, отличающийся применением планетарного органа 25, 26, находящегося под действием пары вращающихся дисков 19 и 22 или 21 и 32, приводимых во вращение в противоположные стороны и соответственно соединенных с барабанами 6 пли 12, один из которых приводится в движение при входе ее в валки, a другой - при выходе ее из валков, причем соответствие фактической степени утонения заданному указывается нулевым отклонением планетарного органа.
