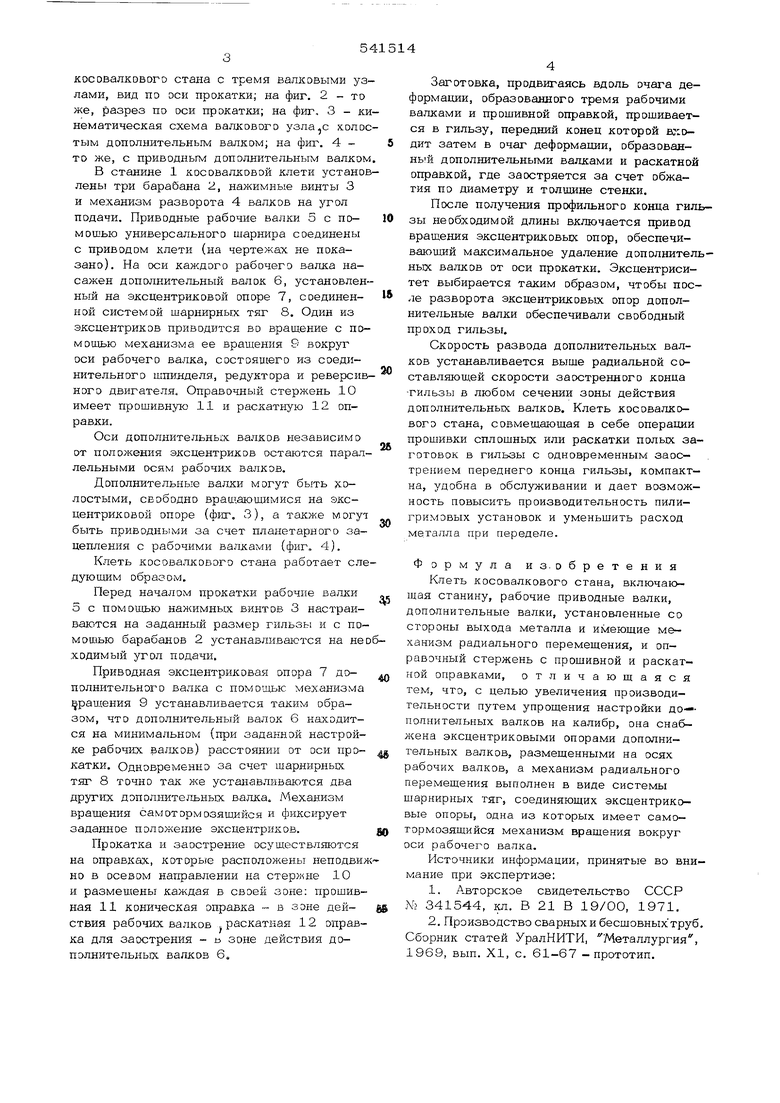
Изобретение относится к основному оборудованию трубопрокатного производства, в частности к косовалховым станам, производящим прошивку сплошных или раскатку полых заготовок в гильзы, имеющих постоянный диаметр и толщину стенки по длине. Известна косовалковая клеть трубопрокатного стана, которая включает станину с тремя расположенньпии под углом 12О° барабанами валков, приводные рабочие валки, установленные в барабанах, нажимное устройство и механизм разворота на угол подачи для каждого валка 1 . Известная клеть не предусматривает воз можность заострения переднего конпа гильзы в период прокатки, что особенно важно для осуществления пропессов затравки в начальный период пильгерования. Поэтому в линии трубопрокатной установки применяют дополнительное оборудование для заострения переднего конца гильз. При этом снижается производительность прошивного стана (элонгатора), усложняется эксплуатапия и ремонт оборудования. Известна также клеть косовалкового стана, содержащая станину, рабочие приводные валки, дополнительные валки, установленные со стороны выхода металла и имеющие механизмы радиального перемещения, и оправочный стержень с прошивной и раскатной оправками 2 . Расположение холостых дополнительных валков вблизи торцов рабочих валков увеличивает продолжительность прошивки, что влияет на охлаждение утоненного конца гильзы и сказывается на продолнштельности вспомогательного времени. Цель изобретения - увеличение производительности путем упрощения настройки дополнительных валков на калибр. Указанная цель достигается тем, что предлагаемая клеть снабжена эксцентриковыми опорами дополнительных валков, размещенными на осях рабочих валков, а механизм радиального перемещения вьшолнен в виде системы шарнирных тяг, соединяющих эксцентриковые опоры, одна из которых имеет самотормозящийся механизм вращения вокруг оси рабочего валка. На фиг. 1 изображена предлагаемая клеть косовалкового стана с тремя валковыми уз лами, вид по оси прокатки; на фиг. 2 - то же, разрез по оси прокатки; на фиг. 3 - ки нематическая схема валкового узла,с холос тым дополнительным валком; на фиг. 4 то же, с приводным дополнительным валком В станине 1 косовалковой клети установ лены три барабана 2, нажимные винты 3 и механизм разворота 4 валков на угол подачи. Приводные рабочие валки 5 с по- мошью универсального шарнира соединены с приводом клети (на чертежах не показано). На оси каждого рабочего валка насажен дополнительный валок 6, установлен ный на эксцентриковой опоре 7, соединенной системой шарнирных тяг 8. Один из эксцентриков приводится во вращение с помощью механизма ее вращения 9 вокруг оси рабочего валка, состоящего из соединительного шпинделя, редуктора и реверсив ного двигателя, Справочный стержень 10 имеет прошивную 11 и раскатную 12 оправки. Оси дополнительньхх валков независимо от положения эксцентриков остаются парал лельными осям рабочих валков. Дополнительные валки могут быть холостыми, свободно вращающимися на эксцентриковой опоре (фиг, 3), а также могут быть приводными за счет планетарного зацепления с рабочими валками (фиг. 4). Клеть косовалкового стана работает сле дующим образом. Перед началом прокатки рабочие валки 5 с помощью нажимных винтов 3 настраиваются на заданный размер гильзь: и с помошью барабанов 2 устанавливаются на не ходимый угол подачи, Приводная эксцентриковая опора 7 дополнительного валка с помощью, механизма ращения 9 устанавливается таким образом, что дополнительный валок 6 на:ходится на минимальном (при заданной настройке рабочих валков) расстоянии от оси прокатки. Одновременно за счет шарнирных тяг 8 точно так же устанавливаются два других дополнительных валка. Механизм вращения самотормозящийся и фиксирует заданное положение эксцентриков. Прокатка и заострение осуществляются на оправках, которые расположены неподви но в осевом направлении на стержне 10 и размешены каждая в своей зоне: прошивная 11 коническая оправка - в зоне действия рабочих валков j раскатная 12 оправка для заострения - ь зоне действия дополнительных валков 6. Заготовка, продвигаясь вдоль очага деформации, образованного тремя рабочими валками и прошивной оправкой, прошивается в гильзу, передний конец которой BJ:Dдит затем в очаг деформации, образованный дополнительными валками и раскатной оправкой, где заостряется за счет обжатия по диаметру и толщине стенки. После получения профильного конца гильзы необходимой длины включается привод вращения эксцентриковых опор, обеспечивающий максимальное удаление дополнительных валков от оси прокатки. Эксцентриситет выбирается таким образом, чтобы после разворота эксцентриковых опор дополнительные валки обеспечивали свободный проход гильзы. Скорость развода дополнительных валков устанавливается выше радиальной составляющей скорости заостренного конца гильзы в любом сечении зоны действия дополнительных валков. Клеть косовалкового стана, совмещающая в себе операции прощивки сплошных или раскатки польрс заготовок в гильзы с одновременным заострением переднего конца гильзы, компактна, удобна в обслуживании и дает возможность повысить производительность пилигримовых установок и уменьшить расход ме.талла при переделе. Формула из. обретения Клеть косовалкового стана, включающая станину, рабочие приводные валки, дополнительные валки, установленные со стороны выхода металла и имеющие механизм радиального перемещения, и оправочный стержень с прошивной и раскатной оправками, отличающаяся тем, что, с целью увеличения производительности путем упрощения настройки дополнительных валков на калибр, она снабжена эксцентриковыми опорами дополнительных валков, размещенными на осях рабочих валков, а механизм радиального перемещения выполнен в виде системы шарнирных тяг, соединяющих эксцентриковые опоры, одна из которых имеет самотормозящийся механизм вращения вокруг оси рабочего валка. Источники информации, принятые во внимание при экспертизе: 1.А.вторское свидетельство СССР 341544, кл. В 21 В 19/00, 1971. 2.Производство сварных и бесшовныхтруб. Сборник статей УралНИТИ, Металлургия, 1969, вып. XI, с. 61-67 -прототип.
Фиг. 1
77
иг.З
12
W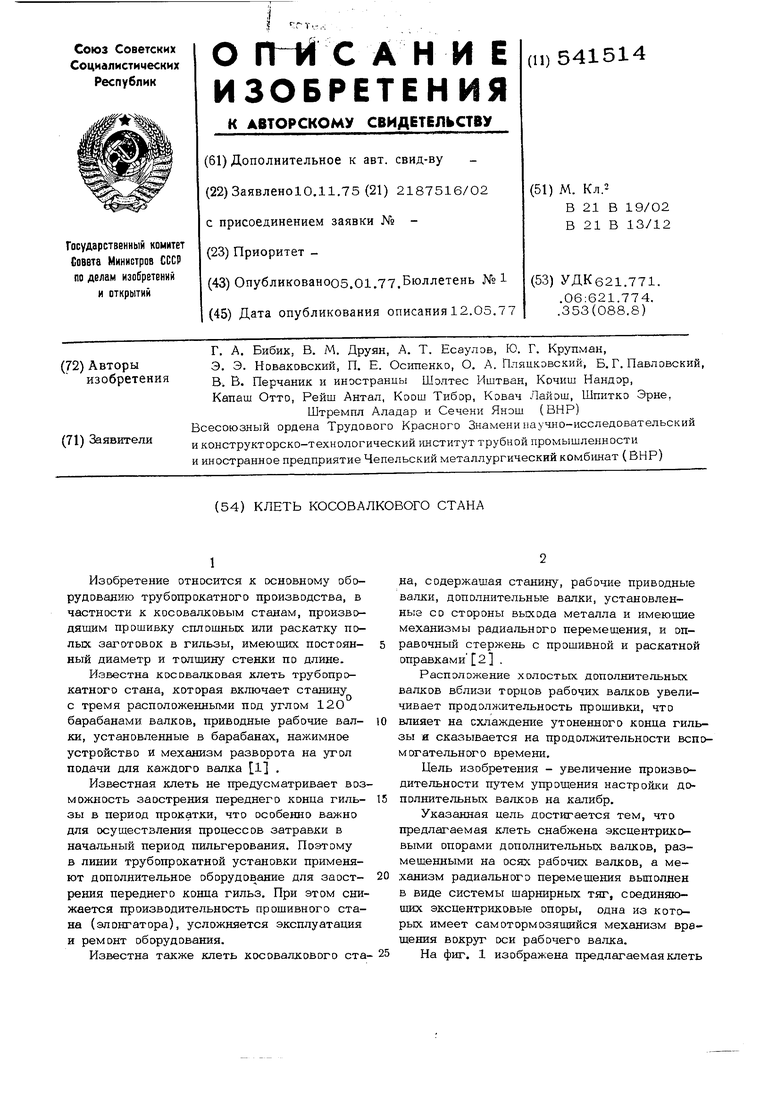
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть косовалкового стана | 1979 |
|
SU810311A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Способ производства гильз на косо-ВАлКОВОМ CTAHE | 1979 |
|
SU804022A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА | 1973 |
|
SU367908A1 |
| РАБОЧАЯ КЛЕТЬ КОСОВАЛКОВОГО СТАНА | 1973 |
|
SU380376A1 |
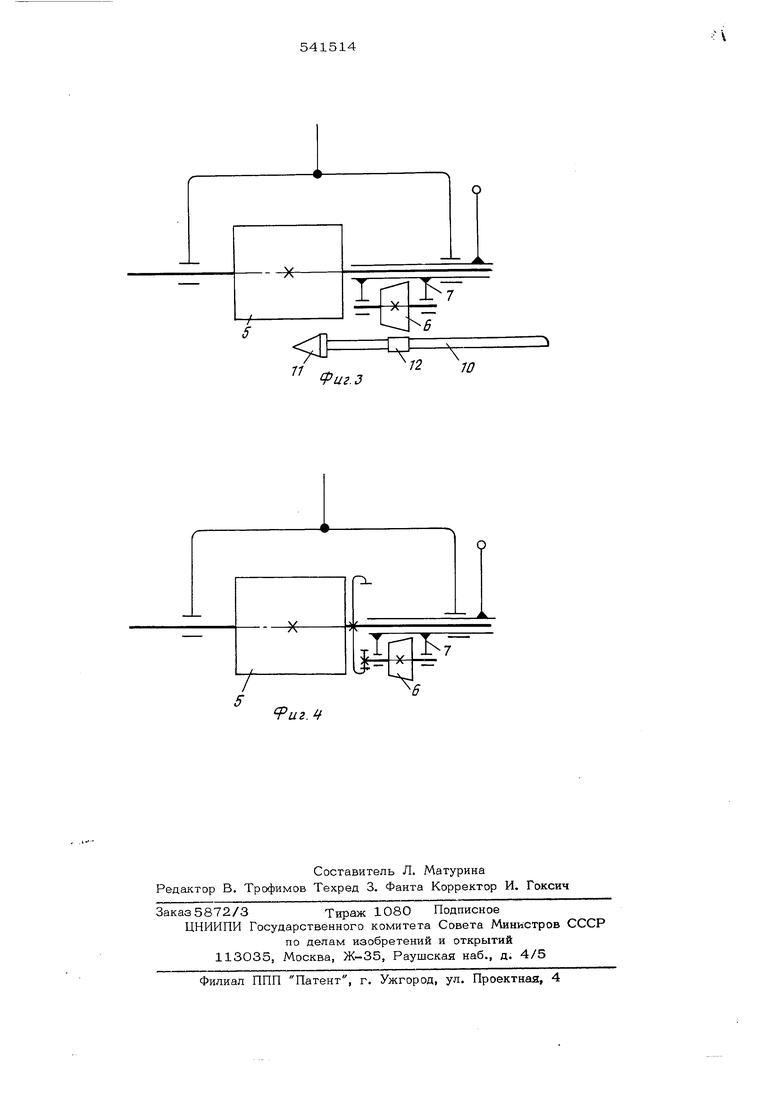
Риг. Ч
Ь:
И
