1
Изобретение относится к области станкостроения и может быть использовано для протяжных работ Б автоматических линиях с а спутниками.
Известны горУ1зонтальио-протйжные стан 5 . ки, работающие в режиме автоматической :iaнии с перемещением обрабатываемых деталей в приспособлениях-спутниках, содержащие си- лсжую головку с рабочим патроном и вспомогательную головку со вспомогательным патроном.
Описьгоаемый станок отличается от известных тем,что илoвaя и вспомогательная головки размешены на платформах, каждая из которых выполнена с возможностью переме- 15 щеиия D вертикальной плоскости и контактн-. рует в исходном положении с направляющими Kqpnyca, скрепленного на станине стака,
Привод перек№щен1(я каждой платфо{ мы может быть выполнены в виде кривошипн; - 20 шатуннсго механизма, приводимого через шестеренно-реечную передачу от пневмо(гидрои) цилиндра, размешеннОт о на корпусе.
Эти конструктивные особенности позволяют повысить производительность посредством®
обеспечения возврата протяжки с силовой головки на вспомогательнук независнмо от наличия детали в зоне обработки.
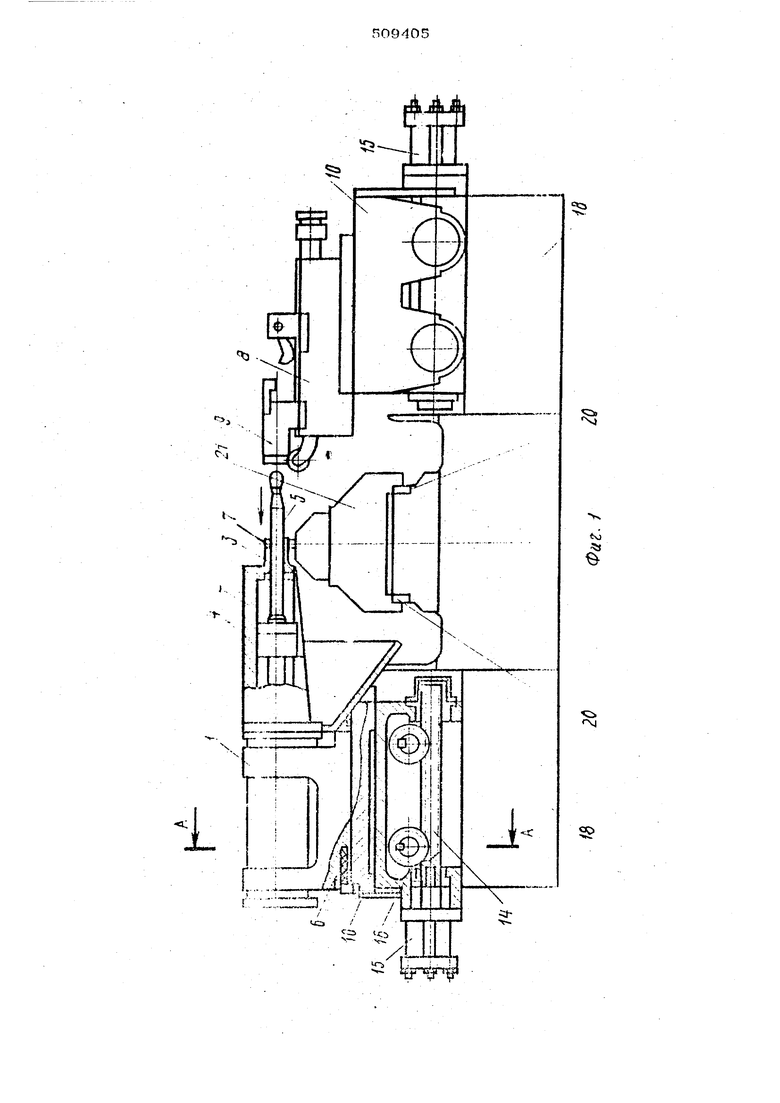
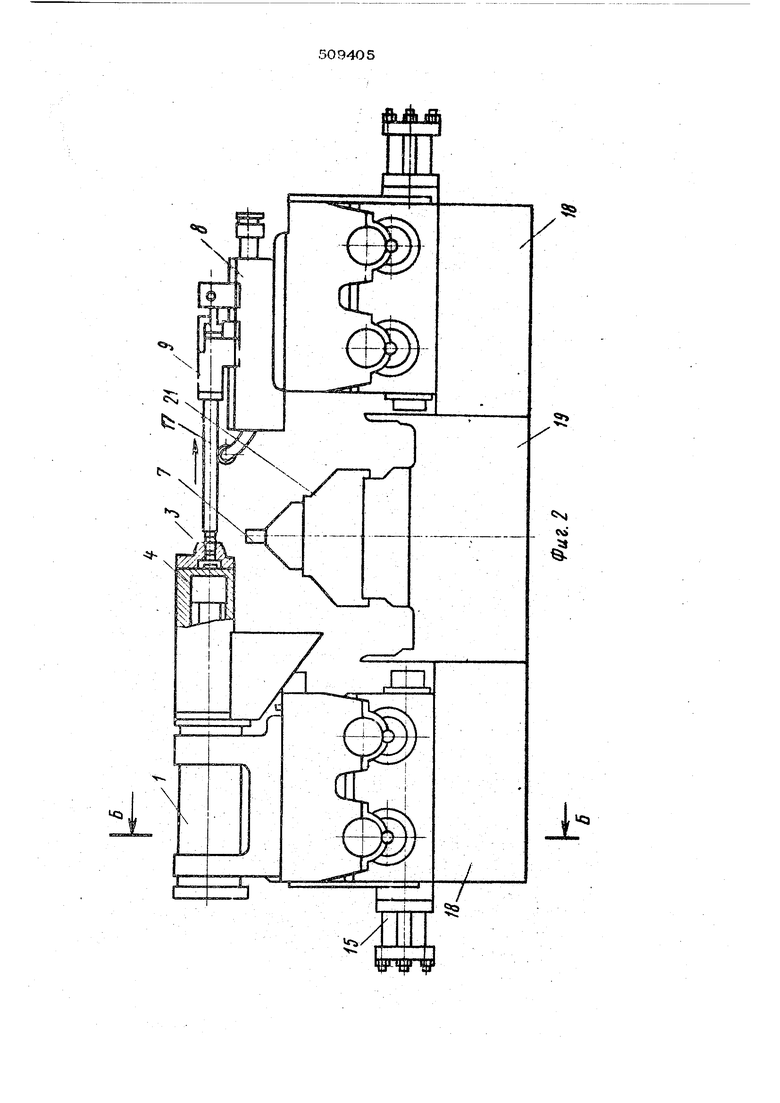
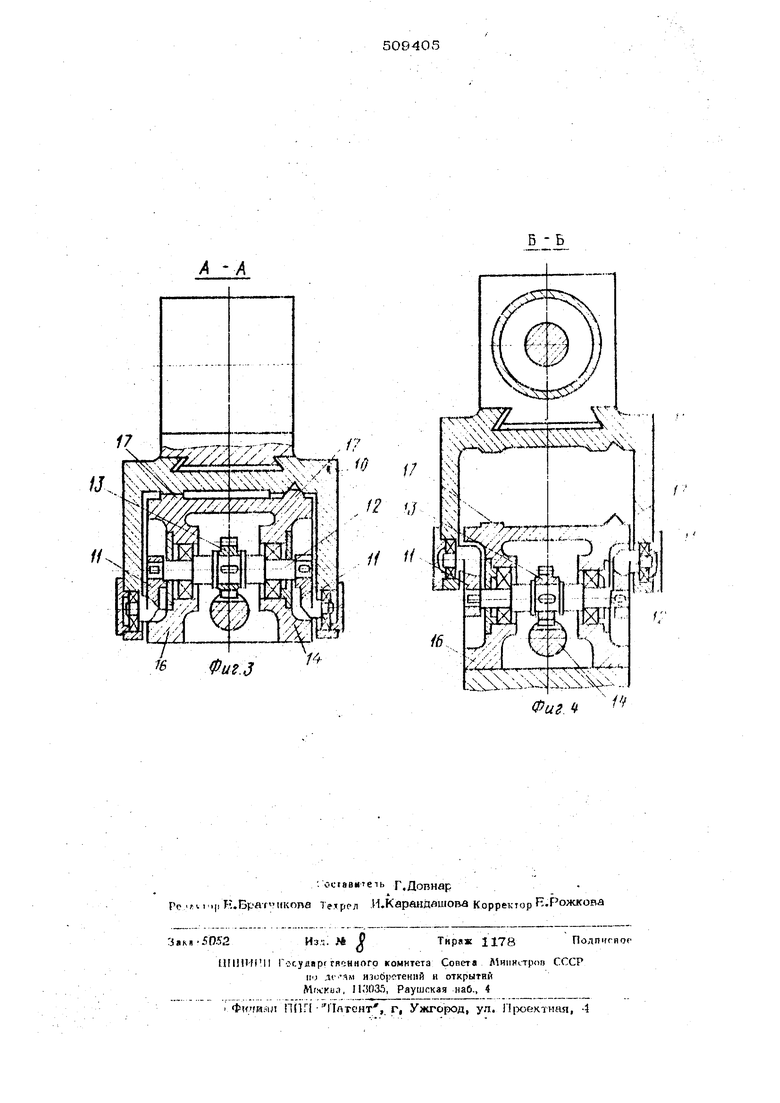
На фиг. I изображен общий вид ( него станка в момент рабочего хода протяжки; на фиг. 2 - то же, п момент передачи протяжки с силовой голоьки на Бспомогатдльную; на фга 3 - разрез по А-Л на фиг. 1; на фиг, 4 - разроз по F.1 на фиг. 2.
FopviaoHTanbHO-протяжной станок включает силовую головку 1, имекнцую кронштейн- упор 2 с базовым торном 3, рабочий патрон 4 для oaxRara нротяжки 5. подна)маемую пру жиной ti в направлении к обрабатываемой детали 7, и вспомогат-ельную головку 8 со вспомогательным патроном О.
Силовая и вспомогательная головки устанолены на подъемн -поворотлых платфор)мах 10. Каждая платформа через четыре кривошипа 11, установлонных по два на каждом из валов 1 2, на кото(1х закреплены зубчатые колрса 1.3. находящиеся в зацеплении с зубчгтой рейкой 14,связана со штоком пневмо- или .гидро цилиндра 15, закрепленного на корпусе 16, имеющем 4Иксирую11ие напревпяющие 17. Ко|опус 16 установлен на .станинах 18, связанных со станиной 19 транспорэера, по направляющим 20 кот1.рый перемешаются спутники 21. Станок работает следующим В момент рабочего хода протяжки 5 ntvttbeMHCv-noeopcn-Hbie платформы 1О с устаной. пенными на них сиповой 1 и вспомся атепьной 8 Гопозкамя находятся в нижнем (исходном) положении и прижчмаютсн к фшссируклцим направпяаощим 17 корпусов 16. При этом сил1жая головка 1 базовым торцом 3 кронш-. теина- упора 2 прижимается усилием резаНИИ к обрабатываемой детали 7. По окончании рабочего хода зубчатые рейки 14 под действием цилиндров 15 через зубчатые колеса 13 и валы 12 поворач1 вают кривошипы 11, которые, перемещая поворотно подъемные платформы 10 с устанрвленными на них силовой и вспомогатель, Hofi головками по дуге окр ткАости радиусом, i. рав1Ш1Мдлине кривошипов 11, одновременно отводят голсвки от обрабатываемой детали 7 и поднимают их 6 крайнее верхнее положение, Высота подъема головок осушаете вляется длиной кривоигипов 12 и ходом штока цилиндрш 15, В это же время спут1шк 21 с обработпяиой цетат ю 7 перемещается по направляюи1ИТч1 20 станины, а на его место приходит дру1ой спутник с необработанной деталью. При верхнем положении головок рабочий патро т силсвой головки 1 перемещает ятрс тяжку 5 над обрабатываемой деталью 7 всио моготельному пат)ону 9, который отводит ее в исходное положение. После передачи протяжки 5 зубчатые рейки 14 поворачива1оТ кривошипы 11 в обратном направлении, при этом подъемно-поворотные платформы 10 с устанрвленными на них головками onyckaroiv ся и прижимаются к фиксирующим напрвляк й щим 17 корпусов 16. В конпе поворота Ьрв- щипов 11 силовая головка базовым . UOM 3 кронщтейна-упара 2 предварительно поджимается усилием пружШ;Ы к Обрабатываемой детали 7. Внедрение предложенного станка позво, лит значительно расщирить возможности выполнения проттккак операции на автома тических линиях со спутниками и повысит производительность автоматической линии на 40%. . Формула изобретения 1.Горизонталык -протяжной станок, ботающий в режиме автоматической линии с перемещением обрабатываемых деталей в приспособлениях -спутниках, содержащий сппо- вую головку с рабочим патроном и вспомо« гателытую головку со вспомогательным naiw роном, о т л и ч ю ш и и с я тем, что, с целью повышения производительности по ьредством обеспечения возврата протяжки с силовой гоповки на вспомогательную, независимо от наличия детали в зоне обработки, I головки размещены на платформах, каждая из которых имеет привод перемещения в вертикальной плоскости и контактирует в исхояк ном положении с направляющими корпуса, закрепленного на станине станка. 2.Станок по п. 1, отличающийс я тем, что привод перемещения каждой платформы, выполнен в виде кривощипно -ша- тунного механизма, приводимого через щестеренно-реечную передачу ст пневм1 -(гидро) цилиндра, размещенного на корпусе.
«
%
С
f
SP
А -А ШШ/г S2. Фигд ; /; // J2 /J ii If . i. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Вертикально-протяжной станок | 1976 |
|
SU575180A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК для ОБРАБОТКИ БНУТРЕННИХ ПОВЕРХНОСТЕЙ | 1967 |
|
SU204104A1 |
| Плоскошлифовальный автоматический комплекс для двусторонней обработки деталей | 1988 |
|
SU1657372A1 |
| Вертикально-протяжной станок | 1981 |
|
SU1034854A1 |
| Агрегатный станок | 1979 |
|
SU884964A1 |
| Фрезерная головка | 1984 |
|
SU1214341A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Протяжной станок | 1990 |
|
SU1785846A1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |