(54) СПОСОБ ОБРАБОТКИ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ передела чугуна в конвертере | 1981 |
|
SU1024509A1 |
| Способ обработки металла инертным газом | 1980 |
|
SU926023A1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1999 |
|
RU2165986C2 |
| Фурма для продувки расплава газом | 1983 |
|
SU1137108A1 |
| Способ продувки металла в ковше | 1988 |
|
SU1719436A1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2121513C1 |
| Способ рафинирования алюминия и его сплавов | 1988 |
|
SU1636464A1 |
| Способ выплавки трансформаторной стали | 1982 |
|
SU1052546A1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| Способ обработки жидкого металла в ковше | 1990 |
|
SU1766966A1 |
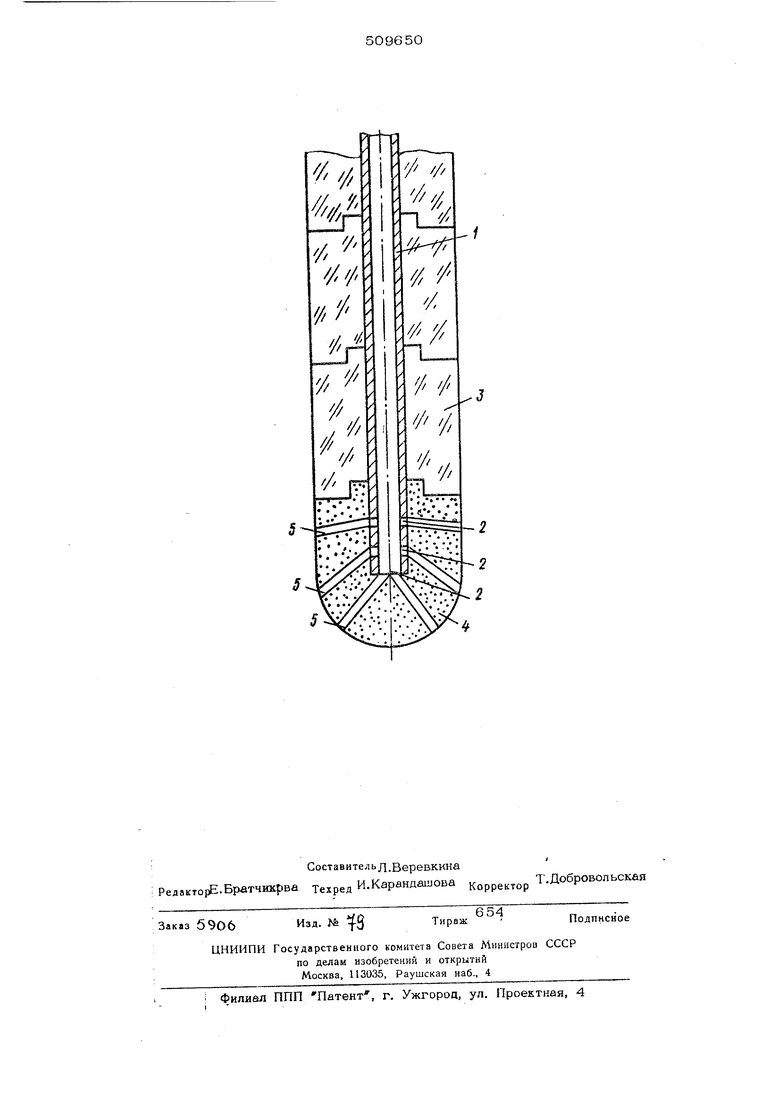
. Изобретение относится к области черной металлургии, в частности к способам обра; ботки жидкого-металла. Известны способы обработки жвдкого м I талла газом, подаваемым в виде пузырей i через пористую огнеупорную вставку (авт. св. СССР 198373, кл 18в 7/04, Патент I Англии, кл: 1 4С №684048, Аргон в I металлургии по материалам ф1фмы ФРГ ; БАСФ, изд.Металлургия). Такие способы I предусматривают введение всего количест- ; ва газа в металл - в виде пузырей контрЭлируемого размера, внедрение которых в : металл ограничено. Даже при больших, расi ходах газа (порядка О,3 нм на 1 т стали ; в минуту) наблюдается:околофурмеиное рас пределение газа без его существенного впе рения в металл. Это резко снижает степен перемешивания металла и э441ективность его обработки. : Известен способ обработки металла га- зом, который вводится в металл в виде : мелких пузырей контролируемого размера ;С помощью фурмы С пористой ГОЛОВКОЙ (АР гон в металлургии , по материалах; фирмы БАСФ, М., 1971 г,). Недостаткох такого способа является слабое перемешиваиио металла, что его pailiiiHUpoEayiiie. Це:1ыо изобретения является улучшение перемешивания аетг;лла, поЕЫ /;епие- эфф екти ности обработки и выхода годного. Для этого пред, способ, по которому газообразный реагент в виде мелких пу- зырой контролируемого paaNsepa вводят в количестве 20---tO% об)цего его расхода, а остальное количество его подают в виде отдельных струй, истекающих под разными углами к горизонтальной плоскости. На чертеже изображена для ввода газа в ;идкий металл, Фур:ч а состоит из трубы 1 с каналами 2, футерованной огнеупором .3, н пористой головки 4 с сопла :и 5 для ввода газа в мета лл, Продчвка расплава через фурму осушест вляется следующим образом. Сжатый газ в количестве 7 подается в полость трубы 1, проходит через кана.1ы 2 и сопла 5
-f .
в металл. Одновременно с этим 3 м газа
поступает в металл через поры контролируемого размера пористой головки 4. С целью увеличения глубийы проникновения газовой струи в металл суммарное сечение сопл 5 . составляет 0,85 внутреннего дийметра тру
бы1фурмы. Срздани таким образом, высокой газопропускной и газор аспределительной, способности насадки фурмы позволяет сократить время обработки металла газом.
Для .обработки фурму опускают в Находяишйся в сталеразливочном ковше жидкий металл. При подаче газа в фурму достигается перемешивание всего объема маталяа в ковше, благодаря чему мелкие пузьфи газа распространяются по всему .металлу. Сочетание подачи газа в виде-отдельный струй и пузьфей, таким образом, способст аует улучшеншо эффективности обработки металла.
Способ может применяться при обработ. ке металла аргоном, природным газом, азо- том и ApyrHSvffl газами. Способ особенно эффективен при обработке природным газом,
ввод которого в нужном количестве только в виде пузырей затруднен.
При опробования предложенного способа с использованием вертикально погружаемой фурмы, имеюшей пористую насадку из высокоглинозёмистого шамота с четырьмя каналами диаметром 4 мм при внутреннем диаметре полого стержйя фурмы, равном 20 мм, улучшена степень рафинирования металла и за счет этого повышен выход годной конверторной стали на :О,6%.-
7Ф ормула изобретения
Способ обработки металла, включающий продувку расплава пузьфями газа контрол№руемого размера, отличающийся тем, что, с целью улучшения перемешивани повышения эффективности обработки и выхода годного, газ в виде пузырей вводят в металл в количестве 2О-40% расхода на обработку, а.-остальное количество его по дают в зону ввода пузырей в виде отдельных струй, под разными углами к горизонтальной плоскости.
J
