давлением, обеспечивающим вынос стружки из зоны обработки.
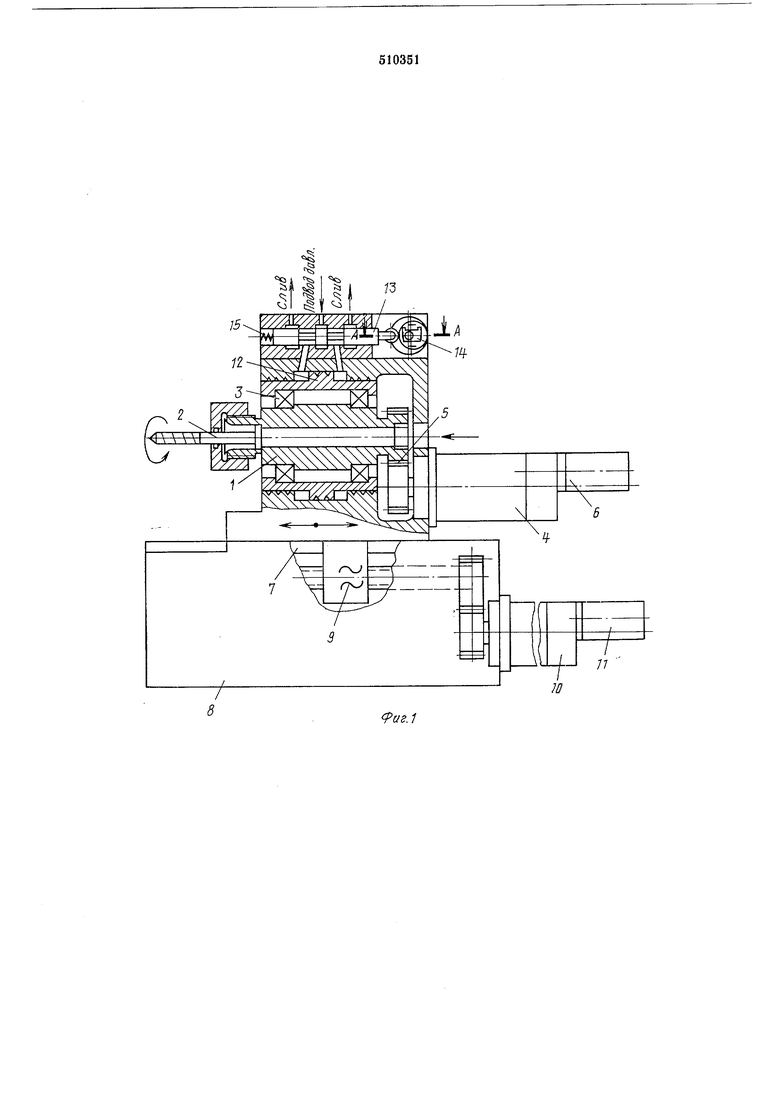
Шпиндель 1 перемещается по направляющим 7 станины 8 через шарико-винтовую пару 9 от электрогидравлического усилителя 10, управляемого программным двигателем 11 (щаговым).
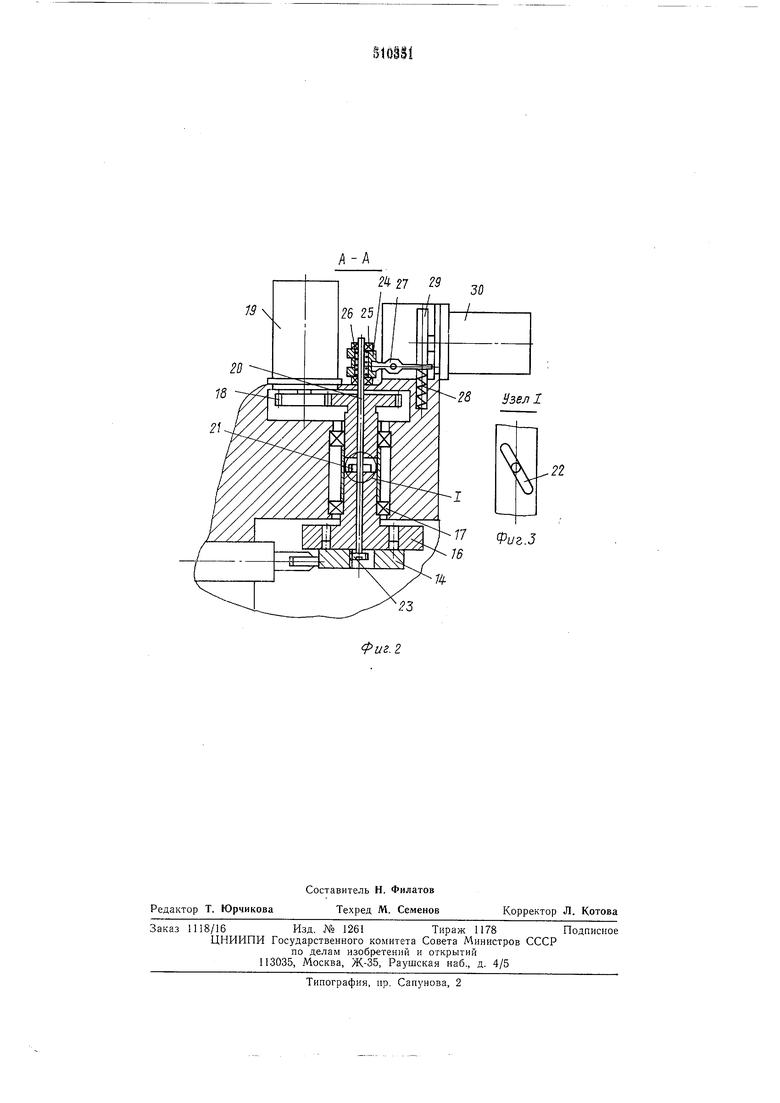
Вибрация шпинделя осуществляется от поршневой системы 12, управляемой следящим золотником 13, приводимым в движение от эксцентрика 14, причем золотник прижат к нему пружиной 15. Эксцентрик посажен на вал 16, который, в свою очередь, посажен на подшипники 17, и приводится во вращение через зубчатую передачу 18 от программного двигателя 19 (шагового). Внутри вала 16 проходит тяга 20 со штифтом 21, перемещающимся в наклонном пазу 22 вала 16. На одном конце тяги 20 закреплена шестерня 23 реечной передачи, входящая в зацепление с рейкой, нарезанной внутри эксцентрика 14, на другом конце находится поводок 24, ограниченный от перемещения вдоль оси тяги торцовыми подшипниками 25, а по внутреннему диаметру шариковым сепаратором 26. Поводок входит в зацепление с кулисой 27, прижатой пружиной 28 к кулачку эксцентрика 29, который насажен на вал программного двигателя 30 (шагового).
Электрогидравлический привод работает следующим образом.
При подаче команды от перфоленты (на фигурах не показана) на двигатель 11 осуществляется быстрый холостой подвод щнинделя 1 к обрабатываемой детали и переход его на рабочий режим. От перфоленты подается команда на двигатель 6, который начинает управлять вращением шпинделя на заданных оборотах.
После начала вращения шпинделя подается команда на его вибрацию. Заданная частота колебания шпинделя осуществляется вращением эксцентрика 14, приводимого во вращение двигателем 19, на который попадает команда от той же перфоленты на заданный режим. Изменение подачи частоты импульсов на двигатель 19 приводит к изменению числа
оборотов эксцентрика, а следовательно, к из« менению частоты колебания следящего золотника 13 и соответственно шпинделя. Амплитуда колебания задается двигателем 30,
на валу которого сидит эксцентрик 29. При подаче на двигатель 30 определенного числа импульсов от перфоленты эксцентрик 29 поворачивается на соответствующий угол и смещает кулису 27, которая изменяет положение тяги 20 с помощью поводка 24. Тяга, смещаясь в осевом направлении, одновременно поворачивается на определенный угол, соответствующий изменению положения штифта 21 в наклонном пазу 22. При повороте тяги от шестерни 23 реечной передачи эксцентрик 14 занимает новое положение, что соответствует заданной амплитуде колебания. Таким образом осуществляется программное управление вибросверлением.
Формула изобретения
Электрогидравлический привод вибросверлильного станка с программным управлением, в корпусе которого расположена поршневая гидравлическая система, управляемая от эксцентрика, отличающийся тем, что, с целью раздельной регулировки амплитуды колебаний, частоты колебания, числа оборотов шпинделя и его подачи, он снабжен четырьмя двигателями, работающими от программы, из которых два двигателя, регулирующих частоту и амплитуду колебания, кинематически связаны с эксцентриком, прижатым к торцу управляющего золотника, третий двигатель, регулировки оборотов, связан со снабженным электрогидравлическим усилителем вращения шпинделя инструментом, а четвертый двигатель, подачи шпинделя, кинематически связан с электрогидравлическим
усилителем винтовой парой, гайка которой жестко соединена с корпусом шпинделя, причем кинематическая связь двигателя, регулирующего амплктуру колебаний, состоит из кулачка, насаженного на вал двигателя и
взаимодействующего с подпружиненной кулисой и тягой со штифтом, расположенным в наклонном пазу вала.
.1
3D
Фиг.З
23
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для вибрационного накатывания | 1976 |
|
SU653097A1 |
| КРАЕОБМЕТОЧНАЯ ШВЕЙНАЯ МАШИНА | 2011 |
|
RU2493302C2 |
| Устройство к токарным станкам для кинематического дробления стружки | 1959 |
|
SU123011A1 |
| Устройство для бескопирной обработки деталей с равноосным контуром на металлорежущих станках | 1976 |
|
SU599960A1 |
| Механизм зигзага швейной машины | 1979 |
|
SU857318A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Электрогидравлический усилитель системы управления гидравличесим прессом | 1976 |
|
SU582995A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |