Изобретение относится к обработке материалов давлением, в частности к оборудованию для изготовления двухспиральных пружин, известных в сельхозмашиностроении под названием граблина и применяемых на уборочных машинах.
Известно устройство для изготовления двухспиральных пружин, содержащее основание с приводными шпинделями навивочные оправки, установленные на этих шпинделях и с.монтированные с,возможностью осевого перемещения в направляющих основания, и размещенный параллельно оправкам подпружиненный ролик для поджатия заготовки к навивочным оправкам 1.
Известно также устройство для изготовления двухспиральных пружин, содержащее смонтированные на станине приводные шпиндели с навивочными оправками и захват для заготовки пружины, при этом привод выполнен в виде зубчато-реечной передачи 2.
Недостаток известных устройств в том, что их производительность невелика.
Наиболее близким к изобретению по технической сущности является устройство для изготовления двухспирг-льных пружин, содержащее связанные с приводом и смонтированные на станине механизмы правки и подачи проволоки и кинематически связанные механизм отрезки мерных заготовок, механизм гибки и- образных скоб и досылания их в механизм навивки,состоящий из приводного шпинделя, несущего навивочную оправку с захва10том, отмеривающий механизм с упором и механизм для съема готовой пружины с навивочной оправки 33.
Недостаток устройства в том, что его производительность и технологи15ческие возможности ограничены.
Цель изобретения - повышение производительности и расширение технологических возможностей.
Поставленная цель достигается
20 тем, что устройство для изготовления двухспиральных пружин, содержащее связанные с приводом и смонтированные на станине механизмы правки и подачи проволоки и кинематически
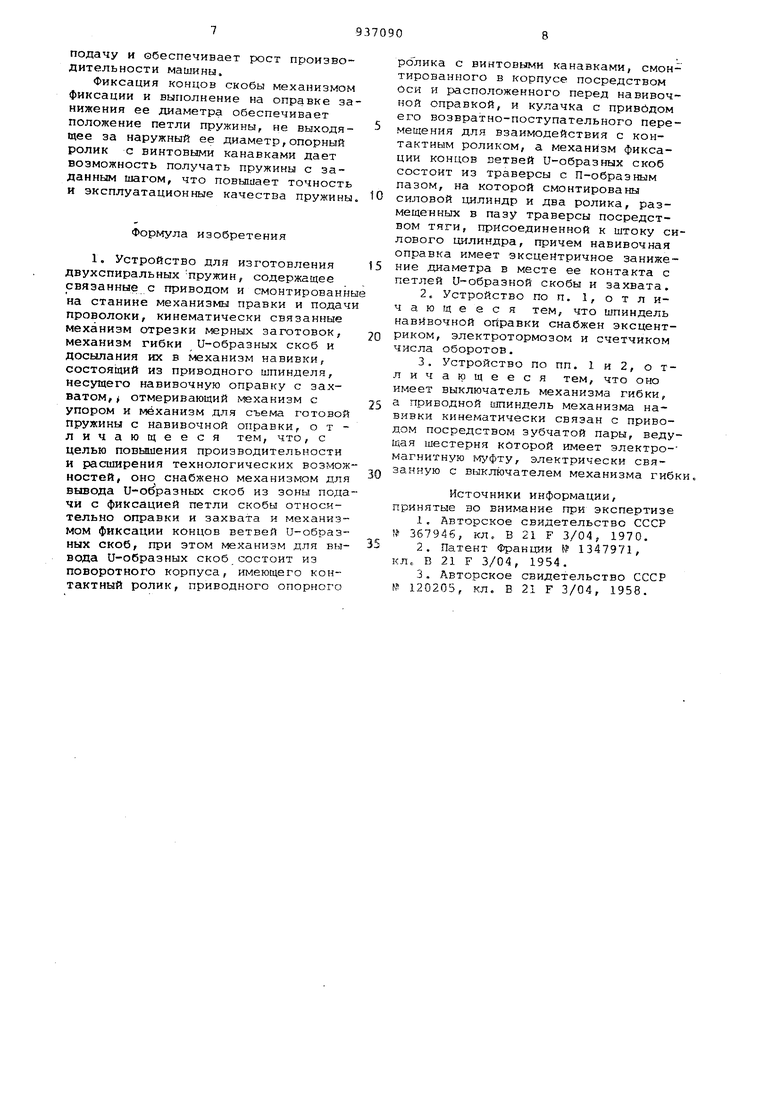
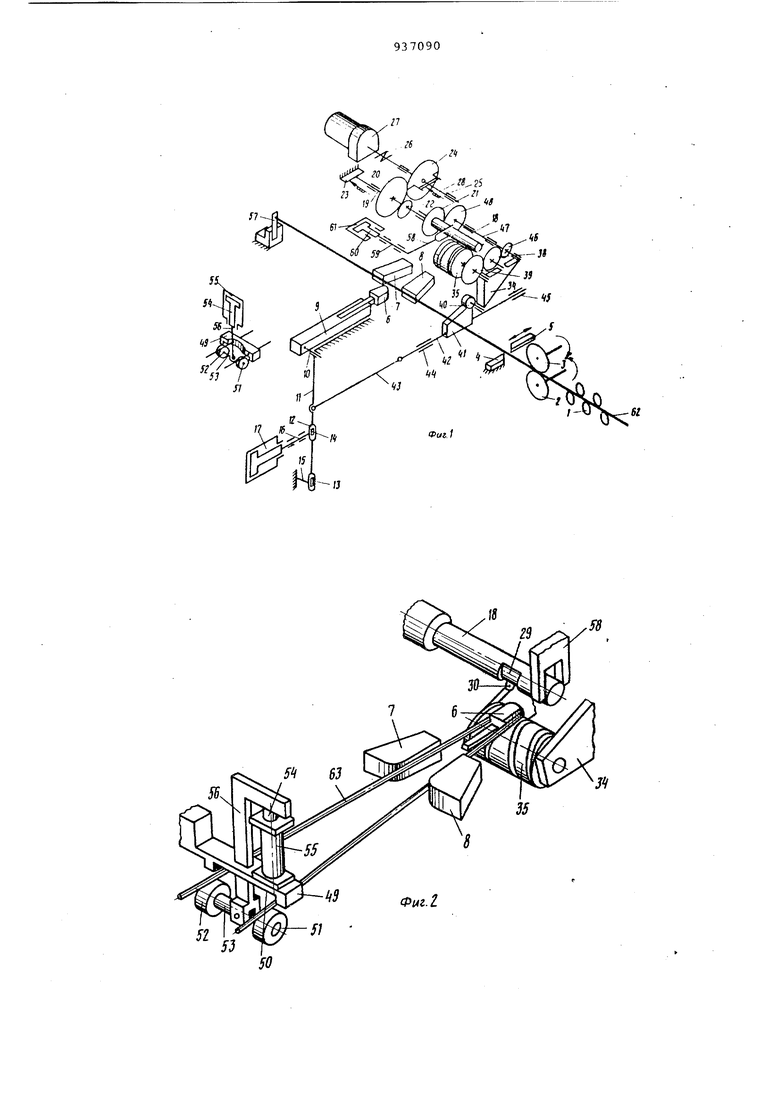
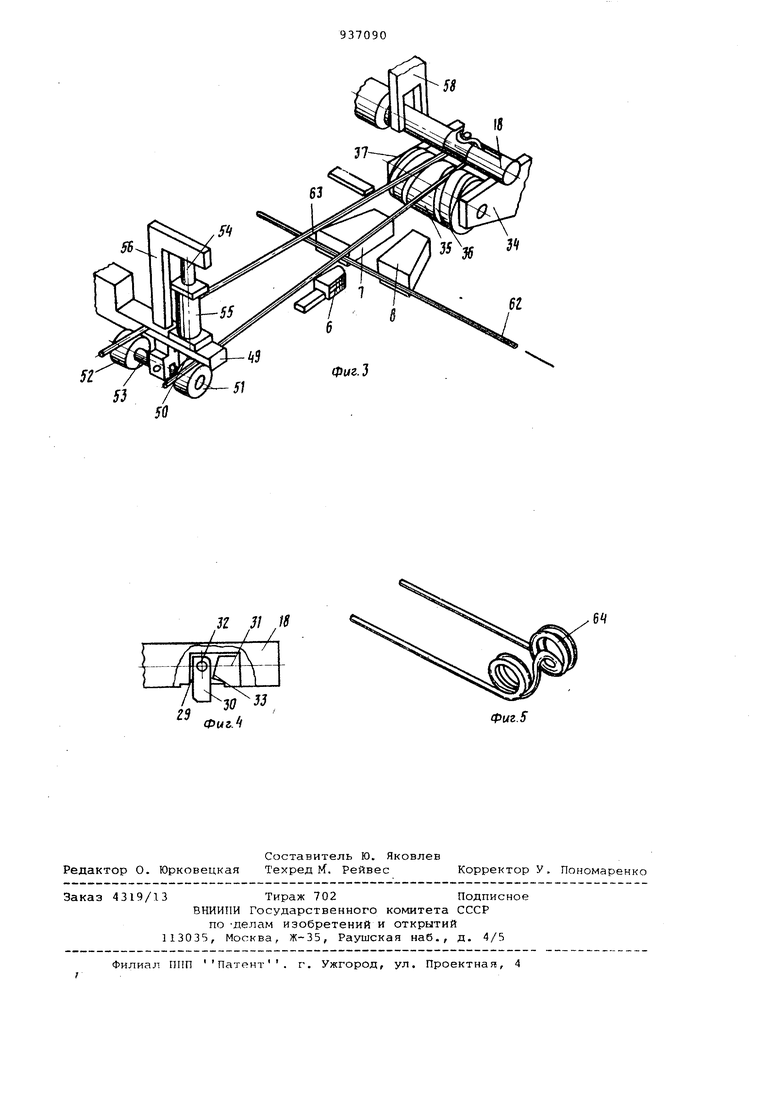
25 связанные механизм отрезки мерных заготовок, механизм гибки и-образных скоб и досылания их в механизм навивки, состоящий из приводного Шпинделя, несущего навивочную оправку с 30 захватом, отмеривающий механизм с упором и механизм для съема готовой пружины с навивочной оправки, снабже но механизмом для вывода U-обрааных скоб из зоны подачи с фиксацией пет лк особы относительно оправки и зах вата механизмом фиксации концов вет вей и-образных скоб, при этом механизм для вывода и-образп1з1х скоб сос тоит из поворотного корпуса, имеющего контактный ролик, приводного опорного ролика с винтоврлми канавка ми, смонтированного в корпусе посредством-оси и расположенного перед навивочной оправкой, и кулачка с приводом его возвратно-поступательного перемещения для взаимодействия с контактным роликом, а механизм фиксации концов ветвей U-образных скоб состоит из траверсы с П-образHtJM пазом, на которой смонтированы силовой цилиндр и два роликг, размешенных в пазу траверсы посредством тяги, присоединенной к штоку силового ц 5линдра, причем навивочная оправка имеет эксцентричное занижение диаметра в месте ее контакта с петлей U-образной скобы и захвата. Кроме того, 1;л1индель навивочной оправки снабжен эксцентриком, элект ротормозом и счетчиком числа оборотов , Кроме того, оно имеет выключател механизма гибки,-а приводной шпиндель iexaнизмa навивки кинематически связан с приводом посредством зубчатой пары, ведущая шестерня кот рого имеет электромагнитную муфту, электрически связанную с выключателем механизма гибки. На фиг,1 изобрах ена кинематическ схема предлагаемого устройства ; на фиг.2 - положение пуансона в крайнем переднем положении и фиксация концов петли; на фиг.З - положение пуансона в крайнем отведенном поло жении и подгибка петли захватом к эксцентричному занижению оправки, при этом концы скобы зафиксированы на фиг.4 часть оправки с захватом на фиг.5-- готовая пружина. Устройство для изготовления двух спиральных пружин с прямыми концами содержит смонтированные на станине (не показана) механизмы правки и по дачи проволоки, механизм отрезки MepiiHX заготовок, механизм гибки отрезанных заготовок в и-образную форму и досылания их в механизм навивки, механизм вывода скоб U-обра ной формы с линии подачи и механизм фиксации концов ветвей скоб U-обра ной формы. При этом механизм правк выполнен в виде Р1еприводных ролико 1, механизм подачи - в виде пс.цаютих роликов 2 и 3, снабженных приводом, а механизм отрезки выполнен в виде неподвижного ножа 4 и подви ного ножа 5, снабженного приводом возвратно-поступательного перемецеМеханизм гибки отрезанных заготовок в скобы и-образной формы и досылания их к механизму навивки выполнен в виде пуансона 6, взаимодействующего с aтpицeй, состоящей из двух частей 7 и 8 и закрепленного на ползуне 9, соединенном через палец 10с кулисой 11, снабженной двумя пазами 12 и двумя камнями 13 и 14. Кулиса имеет ось 15 качания. С камнем 14 связан ш:ок 16 поршня силового цилиндра 17. Механизм навивки выполнен в виде оправки 18, закрепленной в шпинделе 19. На ишинделе установлены шестерни 20 и 21, эксцентрик 22 и электротормоз 23. ttecTepHH 20 зацеплена с Я1естерней 24, свободно посаженной на валу 25, связанном через 1yфтy 26 с .к5тор-редуктором 27. В шестерню 24 встроена электтэомагнитная муфта 28. Оправка 18 имеет эксцентричное занижение 29 и захват 30, смонтированн,1й в пазу 31 fa оси 32 и подпружиненный пружиной 33„ Шпиндель 19 С шбжен счетчиком оборотов (не показан ) . Механизм ггывода скоб U-образной форм.-. с линии подачи выполнер; в виде поворотного коргтуса 34 с смонтированными в не/м опорным роликом 35 с винтовы;.1И канавками 36 и 37, задаюгцнми шаг навиваемой спирали, установленным впереди оправки 18, приводными шестернями 38 и 39 и роликом 10, контактирующим с кулаком 41, шарнирно связанным посредством направляющего штока 42 с тягой 43. Шток 42 смонтирован с возможностью, . возвратно-поступательно1о перемещения в направляющих 44 и 45. Тяга 43 парнирно соединена с кулисой 11. Промежуточная шестерня 38 зацеплена приводной шестерней 46, смонтированной на валу 47, получающе.м вращение посредством шестерен 21 и 48 от шпинделя 19, являющегося осью поворота корпуса 34. Механизм фиксации концов загстовок выполнен в виде траверсы 49 с П-образным пазом 50, обращенным к паре роликов Ы и 52, смонтированных шарнирно на оси 53, охватываемых пазом 50 и cвязaнi ыx с иггоком 54 силового цилиндра 55 тягой 56, проходящей через траверсу 49. Машина снабжена выключателем-упором 57, электрически связанным с приводами подачи и реза. Для сброса готовых пружин установлен сбрасыватель 58, связанный тягой 59 с щтоком 60 силового :1илиидра 61. Устройство работает следующим образом. Проволока 62 вводится в непривод нью ролики 1 и в подающие ролики 2 и 3, верхний ролик 3 поджимается к нижнему 2. Включается привод подачи, привод реза, двигатель мотор-редуктора 27 и пневмосеть. Включается приводно-й элемент, связывающий подающие ролики 2 и 3 с их приводом, и ролики по дают проволоку 62 до тех пор, пока ее конец не коснется пластинки выкл чателя-упора 57, по команде которог отключается приводной элемент пода щих роликов 2 и 3 и включается приводной элемент, связывающий подвижный нож 5 с его приводом. Нож 5 совершает движение к проволоке и,взаи модействуя с неподвижным ножом 4, отрезает от проволоки стержневую заготовку, а затем возвращается назад в исходное положение. В конце отхода ножа 5, элементами его перемещения подается команда на отключение его приводного элемента и сое динение поршневой полости цилиндра 17 с пневмосетью. Поршень цилиндра 17 перемещается вправо и штоком 16 поворачивает относительно оси 15 кулису 11, которая через палец 10 перемещает ползун 9 с пуансоном 6 - производится гибка отрезанной заготовки проволоки в скобу 63 и-образной формы и подача ее в зону навивки под оправку 18. Одновременно с перемещением ползуна 9 с пуансоном 6 кулиса 11 посредством тяги 43 перемещает через шток 42, кулак 41, при этом ролик 40 скатывает ся по наклонной поверхности кулака 41 и поворотный корпус 34 с опорным роликом 35, с шестернями 38 и 39 поворачиваются вниз вокруг вала 47, освобождая зону под оправкой 18 для подхода пуансона б с петлей ско бы 63. В момент подхода пуансона 6 с петлей скобы 63,подается команда на включение цилиндров 55 и 61 и переключение цилиндра 17. Поршень цилиндра 55 своим штоком 54 через т гу 56 поднимает ось 53 с роликами 51 и 52, которые поднимают заведенные над ними концы ветвей скобы 63 и поджимают их к траверсе 49. Поршень цилиндра 61 штоком 60 подает вправо к концу оправки 18 вилку сбрасывателя 58, которая сталкивает ранее навитую пружину. При этом захват 30 поворачивается на оси 32 и утопает в пазу 31 оправки 18. Сбросив пружину, поршень цилиндра 61 отводит сбрасыватель 58 назад. Поршень силового цилиндра 17, отводит назад ползун 9 с пуансоном 6, а поданная скоба 63 удерживается при этом силой поджатия концов и ветвей роликами 51 и 52 к траверсе 49. При отходе ползуна 9 назад движется назад и шток 42 с кулаком 41, который своей наклонной поверхностью давит на ролик 40 и поднимает корпус 34 с опорным роликом 35. При этом ветви скобы 63 попадают в винтовые канавки 36 и 37 опорного ролика 35 и петля скобы 63 прижимается к оправке. 18 в месте занижения ее диаметра и выхода из нее свободного конца захвата 30, который входит в петлю. В конце отхода ползуна 9 подается команда на включение электромагнитной муфты 28 механизма навивки и приводного элемента подающих роликов 2 и 3. При этом шестерня 24 начинает вращаться от мотор-редуктора 27 и передавать вращение через, шестерню 20 шпинделю 19. Захват 30 захватывает петлю скобы 63, изгибает ее вокруг оправки 18 по ее эксцентричному занижению 29. Концы ветвей скобы 63 в этот момент прижаты роликами 51 и 52 к траверсе, что создает усилие натяжения ветвей в момент загибки петли вокруг оправки. При дальнейшем вращении оправки 18ветви скобы 63 навиваются на оправку, образуя спираль с углом подъема витков, равным углу подъема винтовых канавок 36 и 37 опорного ролика 35, который вращается синхронно с оправкой 18, получая вращение через шестерни 21, 48, 46, 38 и 39. Счетчик оборотов (не показан) при завершении заданного количества целых или дробных оборотов шпинделя 19отключает электромагнитную муфту 28. Под действием силы упругой деформации навитых витков пружины 64 шпиндель 19 поворачивается в обратную сторону до тех пор, пока захват 30 не займет исходное нижнее положение,- при этом включается электротормоз 23 от командоаппарата (не показан), взаимосвязанного шпинделем 19 с эксцентриком 22, который совместно с силой упругой деформации, а в случае нехватки последней,. сам доворачивает шпиндель в исходное положение. Так как при отходе назад ползуна 9 включается и приводной элемент подающих роликов 2 и 3, одновременно с навивкой идет и подача проволоки для следующей заготовки, т.е. в мэмент навивки пружины следующая заготовка уже подана до выключателяупора 57. После этого циклы повторяются . Применение механизма вывода скоб и-образной формы с линии подачи- совместно с механизмом фиксации концов ветвей скоб освобождает зону подачи проволоки, что сокращает время на подачу и обеспечивает рост производительности машины. Фиксация концов скобы механизмом фиксации и выполнение на оправке за нижения ее диаметра обеспечивает положение петли пружины, не выходящее за наружный ее диаметр,опорный ролик с винтовыми канавками дает возможность получать пружины с заданным шагом, что повышает точность и эксплуатационные качества пружины Формула изобретения 1, Устройство для изготовления двухспиральных пружин, содержащее связанные с приводом и смонтированн на станине механизмы правки и подач проволоки, кинематически связанные механизм отрезки мерных заготовок, механизм гибки и-образных скоб и досылания их в механизм навивки, состоящий из приводного шпинделя, несущего навивочную оправку с захватом, отмеривающий механизм с упором и механизм для съема готовой пружины с навивочной оправки, отличающееся тем, что, с целью повышения производительности и расширения технологических возмож ностей, оно снабжено механизмом для вывода и-о разных скоб из зоны пода чи с фиксацией петли скобы относительно оправки и захвата и механиз мом фиксации концов ветвей и-образ ных скоб, при этом механизм для вы вода и-образных скоб состоит из поворотного корпуса, имеющего контактный ролик, приводного опорного ролика с винтовыми канавками, смонтированного в корпусе посредством Оси и расположенного перед навивочиой оправкой, и кулачка с привбдом его возвратно-поступательного перемещения для взаимодействия с контактным роликом, а механизм фиксации концов ветвей и-образных скоб состоит из траверсы с П-образным пазом, на которой смонтированы силовой цилиндр и два ролика, размещенных в пазу траверсы посредством тяги, присоединенной к штоку силового цилиндра, причем навивочная оправка имеет эксцентричное занижение диаметра в месте ее контакта с петлей и образной скобы и захвата. 2.Устройство по п. 1, отличающееся тем, что шпиндель навивочной ойравки снабжен эксцентриком, электротормозом и счетчиком числа оборотов. 3.Устройство по пп. 1 и 2, о тличающееся тем, что оно имеет выключатель механизма гибки, а приводной ишиндель механизма навивки кинематически связан с приводом посредством зубчатой пары, ведущая шестерня кйторой имеет электромагнитную муфту, электрически связанную с выклк)чателем механизма гибки, Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 367946, кл. В 21 F 3/04, 1970. 2.Патент Франции № 1347971, кл. В 21 F 3/04, 1954. 3.Авторское свидетельство СССР № 120205, кл. В 21 F 3/04, 1958.
SI
л
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Пружинно-навивочный станок для изготовления двух спиральных пружин | 1958 |
|
SU120205A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРУЖИН с ПРОТИВОПОЛОЖНО НАПРАВЛЕННЫМИ ВЕТВЯМИ | 1973 |
|
SU364376A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
п л
-Kjo-Jj
Фмг.
Фиг.5
