Уже известны станки для шлифования шаблонов, состоящие в основном из супорта с поворотным столом. Подобные станки предлагается автоматизировать таким образом, чтобы ходовой винт для перемещения супорта и червяк для вращения стола попеременно в нужные моменты времени автоматически с помощью электромагнитных муфт включались в работу. Достигается это тем, что червяк и ходовой винт при своем вращении перемещают электрические контакты, служащие для управления сцепными муфтами.
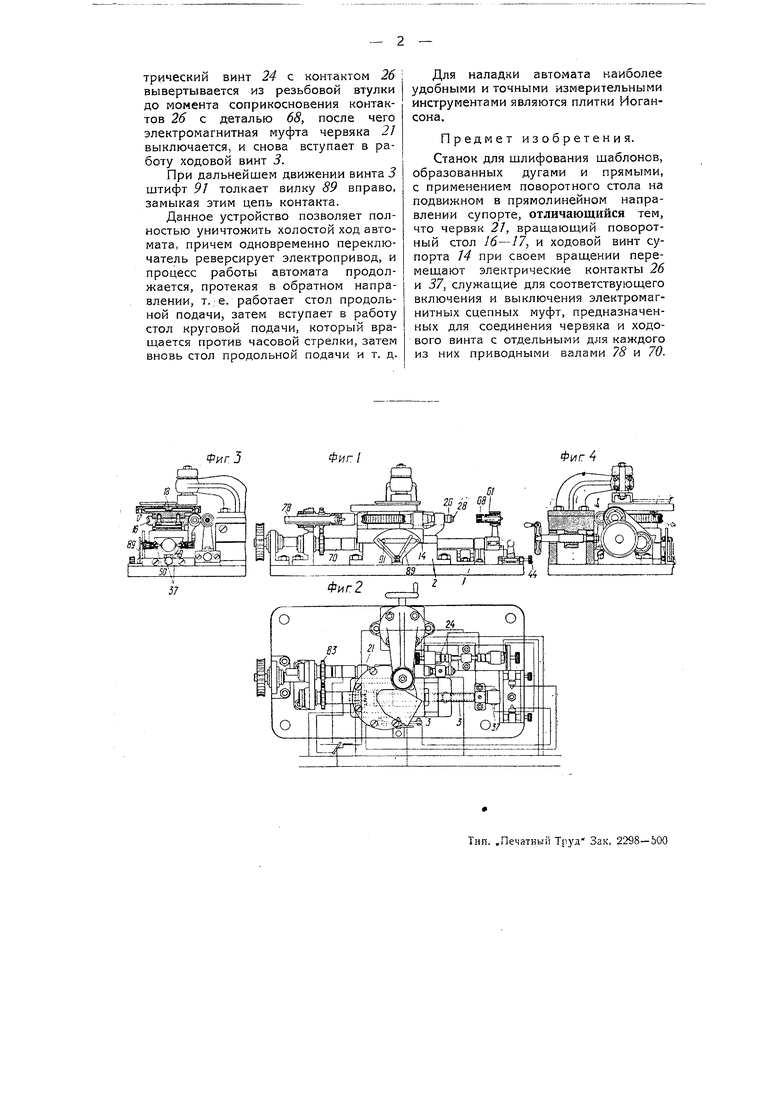
На чертеже фиг. 1 изображает вид станка сбоку частично в разрезе; фиг. 2-вид его сверху; фиг. 3-вид справа по фиг. 1 частично в разрезе; фиг. 4-вид слева по фиг. 1 частично в разрезе.
Деталь 2, прикрепленная к плите /, имеет направляющие, по которым под действием ходового винта 3 перемещается супорт J4.
Винт 3 имеет только вращательное движение. На супорте J4 установлен поворотный стол /б-77, который является электромагнитным патроном. Вращение столу передается
через червяк 2/. На ходовом винте 3 и на червяке 2/ имеются электромагнитные сцепные муфты.
Привод станка от электродвигателя осуществляется через зубчатые колеса 83, передающие вращение ходовому винту 3 и червяку 27. Валы 70, 78 вращаются непрерывно в течение всего времени работы станка, но электроблокировка электромуфт исключает одновременность вращения ходового винта 3 и червяка 21.
На чертеже показано положение, когда работает ходовой винт 3.
В этом положении цепь муфты винта 3 замкнута контактами 26, 28 и 68, а цепь муфты червяка 27 разомкнута.
При вращении винта 3 контакт 37 двигается вправо. В результате соприкосновения деталей 50 с контактом 37 замыкается цепь катушки 6J, одновременно размыкается цепь электромагнитной муфты винта 5 и мгновенно замыкается цепь электромагнитной муфты червяка 27, т. е. происходит переход с обработки по прямой на обработку по дуге.
Круглый стол 77, 75 вращается по часовой стрелке. При этом микрометрический винт 24 с контактом 26 вывертывается из резьбовой втулки до момента соприкосновения контактов 26 с деталью 68, после чего электромагнитная муфта червяка 2/ выключается, и снова вступает в работу ходовой винт 3.
При дальнейшем движении винта 3 штифт 91 толкает вилку 89 вправо, замыкая этим цепь контакта.
Данное устройство позволяет полностью уничтожить холостой ход автомата, причем одновременно переключатель реверсирует электропривод, и процесс работы автомата продолжается, протекая в обратном направлении, т. е. работает стол продольной подачи, затем вступает в работу стол круговой подачи, который вращается против часовой стрелки, затем вновь стол продольной подачи и т. д.
Для наладки автомата наиболее удобными и точными измерительными инструментами являются плитки Иогансона,
Предмет изобретения.
Станок для шлифования шаблонов, образованных дугами и прямыми, с применением поворотного стола на подвижном в прямолинейном направлении супорте, отличающийся тем, что червяк 21, враш,ающий поворотный стол 16-17, и ходовой винт супорта 14 при своем вращении перемещают электрические контакты 26 и 57, служащие для соответствующего включения и выключения электромагнитных сцепных муфт, предназначенных для соединения червяка и ходового винта с отдельными для каждого из них приводными валами 78 и 70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для центрирования и обдирки чураков, идущих на лущильные и тому подобные станки | 1935 |
|
SU45731A1 |
| Автоматический станок для обработки фасонных поверхностей | 1936 |
|
SU53886A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 1934 |
|
SU47155A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| СПОСОБ ОБРАБОТКИ НА КОПИРОВАЛЬНОМ СТАНКЕ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛЫЖ, ПРОПЕЛЛЕРОВ И Т. П. | 1929 |
|
SU35106A1 |
| Станок для шлифования огнеупорных камней | 1936 |
|
SU49924A1 |
| Продольно-строгальный станок | 1934 |
|
SU47533A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Электрическое устройство для копировальных станков | 1936 |
|
SU51822A1 |
