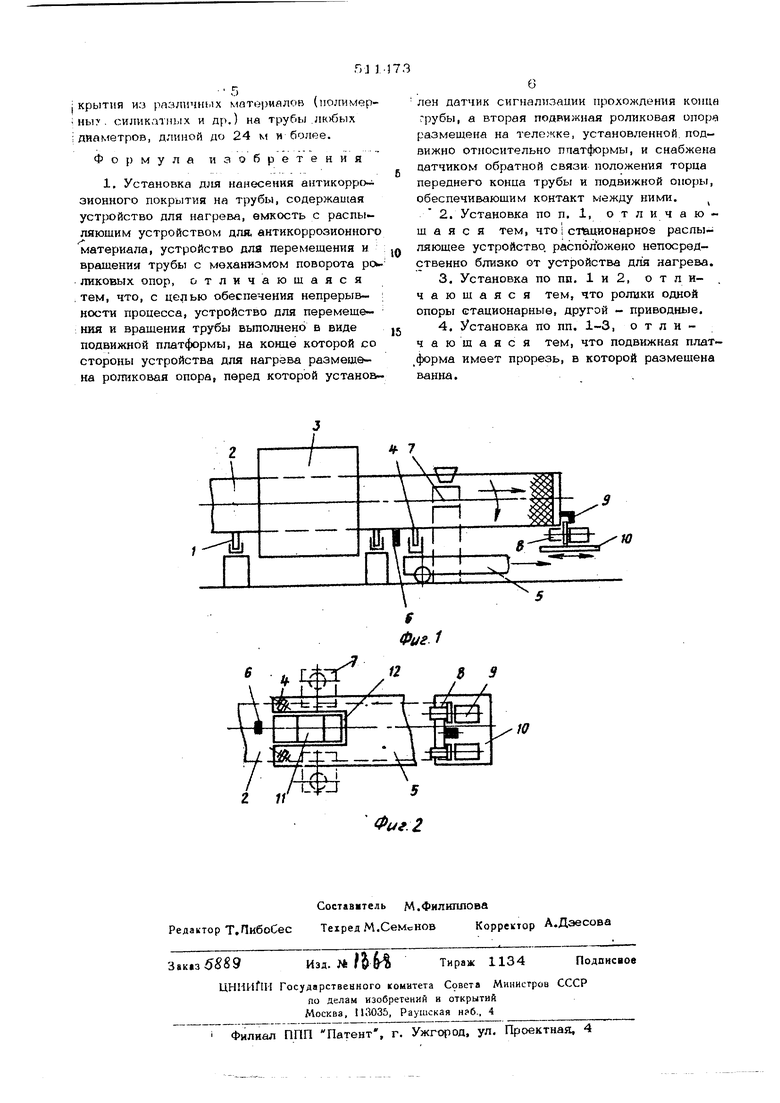
роликовой опорой 4 установлено стационо;) кое расп11 ляюи;ве устройство 7, которое может бьггь расположено по одну сторону или по обе стороны от оси трубы. Вторая .подвижная роликовая опора 8 с датчиком 9 обратной связи положения торца переднего конца трубы 2 и роликовой опоры 8 распо ложена на тележке 10, подвижной относительно платформы 5, Для обеспечения непрерывного процесса нанесения покрытия на движущуюся трубу 2 .CTauHOHapHbiMk распыляющим устройством, йынолненньш ei wjne ванны 11, устанавяиваемой под трубой, Ъодвижная рлат|форма 5 снабжена в передней части прорезью 12, совмещаемой с ванной, Загруженная на колесные ролики 1 роль Ганга труба 2, непрерывно вращаясь, -проходит через устройство 3 для нагребу... ; Дальнейшее перемещение участков трубы 2 по выходе из устройства 3 для нагрева после роликовой опоры 4, установленной аа подвижной платформе 5, происходит KOHgojBbHo относительно платформы 5 и ,(;таци6наркого|. распылительного устройст ва 7 или ванны 11 или относительно того и другого устройств при их совместном дейотБИИ, с помощью которых непрерывно и последовательно отдельными участками |На поаерхнооть трубы 2 наносится покрытие. Безопорно движущийсяJ покрытый ан- тшсоррозионным материалом ззередний конец трубы 2 после последней пары колесных роликов 1 рольганга или роликовой опоры 4 встречает на расстоянии менее половины трубы вторую подвижную ролико вую опору 8, установленную на тележке 1 Нейокрытый участок трубы ширино. 100- -200 мм ложится на роликовую опору 8 При этом -срабатывает датчик 9, включенный торцом трубы 2, В результате отклю чается привод механизма 9 перемещения тележки. С этого момента тележка 10 свободно перемещается трубой 2, движущейся с вращением. При отставании по каким-либо причинам конца трубы 2 от; роликовой опоры 8 нарушается контакт- то ца трубы 2 с датчиком 9. Это вызовет включение привода механизма перемещени тележки 10 и роликовая опора 8 вновь совместится с концом трубы 2, при этом датчик 9 отключит привод перемещения тележки 10. Так обеспечивается автоматическая обратная связь движущейся трубы 2 и подвижной роликовой опоры 8 и надежный контакт между ними. При выхо. де заднего конца трубы 2 из устройства 3 для нагрева и подходе его кроликовой опоре 4 срабатывает датчик всигналиоацин прихода заднего конца трубы 2, Вклю привод перомелюнияплатс мрмы 5. )H выполнении роликс вой опоры 4 из роликов с поворотными осями при срабатывании датчика к сигнализации прохождения заднего конца трубы 2 производится поворот осей роликовой опоры 4 и привод перемещения платформы 5. В момент сраба-; тывания датчика 6 концы трубы 2 лежат на роликовых опорах 4 и 8, при этом непокрытой осталась часть дли№) трубы 2 от роликовой опоры ,4 до iCTauHOHapHot: / распыляющего устройства, 7 или ванны 11. . Покрытие на эту часть поверхности трубы 2 наносится при движении платформы 5 за линию действия (стационарного iраспыляющего устройства 7 йли aaHtoi 11, На этом процесх: {занесения покрытия заканчивается, покрытая труба 2 снимается с роликовых опор 4 и 8, а платформа 5 и тележка 10 возвращаются в исходное положение. Движение платформы 5 с трубой и ее врзвра в исходное положение, а также возврат, в исходное положение ролчкрвой опоры 8 на тележке 10 должны производиться за «время прохождения следующей трубой расстояния от последней пары колесных роликов 1 рольганга или роликовой опоры, равного менее половины длины трубы. Этим обеспечивает ся автоматически непрерывный процесс на- несения на трубы покрытия на установке. Для нанесения материа;и антикоррозионного в электростатическом пале ; стационарные j распыляющие устройства 7 ,и ванна 11 снабжены коронирующими snet,тродами, соединенными с электростатиче- : ским генератором высокого напряжения, на: пример типа :ЭрГ-150, Конструкция и рас- ; положение , сгационарных/ распыляющих уст-/ ройств допускает их совместную одновре: менную работу. Это позволяет получать ; многослойные покрытия,, в том числе из . различных материалов. Подвижная платфор-i ма 5 и тележка 10 с роликовой опорой 8 перемещаются по направляющим, которые могут быть расположены на эстакаде, и Ц {снабжены приводом, например канатным, i в систему управления которым включены датчики 6, и 9. Одни ролики в опорах 4 и : 8 выполняют приводными, другие - неприводныгли. Ролики,в опоре 4 могут быть вы-; .полнены шерпевдикулярныма; оси трубы или с поворотнЫКга осями, аналогичными по конструкции роликам 1 рольганга, в этом случае они снабжены механизмом, поворота осей. При автоматической системе управленид приводом поворота осей включение его производится при срабатывании датчика 6 одноврек.енно с включением привода . платфоркты 5, Установка позволяет нанХИТь в потоке антикоррозионные по5
-,
j крытия из рлзличных материйлов (полимер ныл , силикатяых и др.) на трубы .любых ; диаметров, длиной до 24 м и более.
Ф о
р м у л & изобретения
1, Установка для нанесения антикорроэионного покрыт 1я на трубы, содержащая устройство для нагрева, емкость с распы дююшим устройством длл антикоррозионного материала, устройство для перемещения и ; вращения трубы с механизмом поворота pow.пиковых опор, отличающаяся , тем, что, с цепью обеспечения непрерыв- ; ности процесса, устройство дпя перемеще кия и вращения трубы выпопнено в виде подвижной платформы, на конце которой со стороны устройства дпя нагрева раамещв на рош1ковая опора, перед которой устаноа6
лен датчик сигнализации прохождения конца грубы, а вторая подвижная роликовая опора размещена на тележке, установленной подвижно относительно ппатформы, и снабжена датчиком обратной связи положения торца переднего конца трубы и подвижной опоры, обеспечивающим контакт между ними.
2.Установка по п. 1, отличающаяся тем, что 1 ст1ационарн08 распыляющее устройство, расположено непосредственно близко от устройства для нагрева.
3.Установка по пп. 1 и 2, отличающаяся тем, что ролики одной опоры стационарные, другой - приводные.
4.Установка по пп, 1-3, отличающаяся тем, что подвижная плат.форма имеет прорезь, в которой размещена ванна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения антикоррозионного покрытия на трубы | 1976 |
|
SU742668A2 |
| Устройство для поперечной передачи изделий на рольганг | 1982 |
|
SU1077846A1 |
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
| УСТАНОВКА ДЛЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЕЙ ТРУБ | 2005 |
|
RU2285194C1 |
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2005559C1 |
| Линия нанесения антикоррозионной изоляции труб | 1984 |
|
SU1352149A1 |
| УСТАНОВКА ДЛЯ НАРУЖНОЙ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ТРУБ | 2005 |
|
RU2282098C1 |
| Способ получения металлического порошка методом центробежного распыления, устройство для осуществления способа | 2016 |
|
RU2645169C2 |
| Способ нанесения стеклоэмалевых покры-Тий HA НАРужНую пОВЕРХНОСТь ТРуб | 1979 |
|
SU840197A1 |
| ПЕРЕГРУЗЧИК | 1991 |
|
RU2020088C1 |
,-1
2 ;/
г2
