Изобретение относится к устройствам для подачи, передачи и укладки на конвейер штучных грузов и может быть использовано в частности, на заводах металлоконструкций и на металлургических заводах в поточнотранспортных системах, подающих прокат.
Известно устройство для поперечной передачи изделий на рольганг, включающее передаточную тележку, смонтированную на платформе, которая имеет подъемно-опускной механизм 1.
Недостатком устройства является низкая производительность, так как перемещение тележки к рольгангу осуществляется только после прохождения по последнему изделия. Кроме того, опускание платформы с передаточной тележкой и изделием осуществляется по вертикали, за счет таких перемещений увеличивается разрыв между проходящим по рольгангу изделием и изделием, подаваемым передаточной тележкой.
Известно также устройство для поперечной передачи изделий на рольганг, вютючающее передаточную тележку, смонтированную на платформе, которая установлена на подъемно-опускном .механизме 2.
Однако известное устройство также не может обеспечить минимального интервала между изделиями на непрерывно работающем рольганге, так как п/эперечное переме1лл ние передаточной тележки в зоне роль-. Ганга на ширине изделия можно начинать с того момента, когда задний торец предыдущего изделия, подаваемого рольгангом, станет в одну линию с передним торцом следующего изделия, находящегося на передаточной тележке, иначе пересекутся либо изделия, либо предыдущее .изделие с подъемным каркасо.м передаточной тележки, кроме того, опускание последующего изделия на рольганг вертикально тоже требует определенного времени. За время поперечного хода передаточной тележки в зоне роликов и с последующего опускания каркаса с изделием на ролики предыдущее изделие перемещается вдоль рольганга относительно неподвижного в этом направлении последующего изделия. Разрыв между изделиями на рольганге пропорционален этому времени. При этом в поточно-транспортных системах, в которых непрерывно транспортируемые изделия подвергаются обработке (например, прокат подвергают нагреву, дробеметной или дробеструйной очистке, наносят анти4 оррозийное покрытие и т. п.), интервалы между изделиями понижают производительность обработки и приводят к холостому расходу материалов и энергоресурсов. Поэтому в таких случаях стремятся исключить эти интервалы, либо свести их к минимально необходи.мой величине, например, для срабатывания датчиков по пути перемещения изделий.
Цель изобретения - повышение производительности за счет уменьшения интервалов между изделиями.
Цель достигается тем, что в устройстве для поперечной передачи изделий на рольганг, включающем передаточную тележку, смонтированную на платформе, которая установлена на подъемно-опускном механизме, последний выполнен в виде расположенных вдоль оси рольганга по направлению
0 перемещения изделий наклонных направляющих, на которых установлена платформа посредством подвижных опор, причем передаточная тележка имеет С-образную форму. Наклонные направляющие выполнены в виде отдельных наклонных участков для каждой подвижной опоры платформы.
Подвижные опоры платфор.мы выполнены в виде катков.
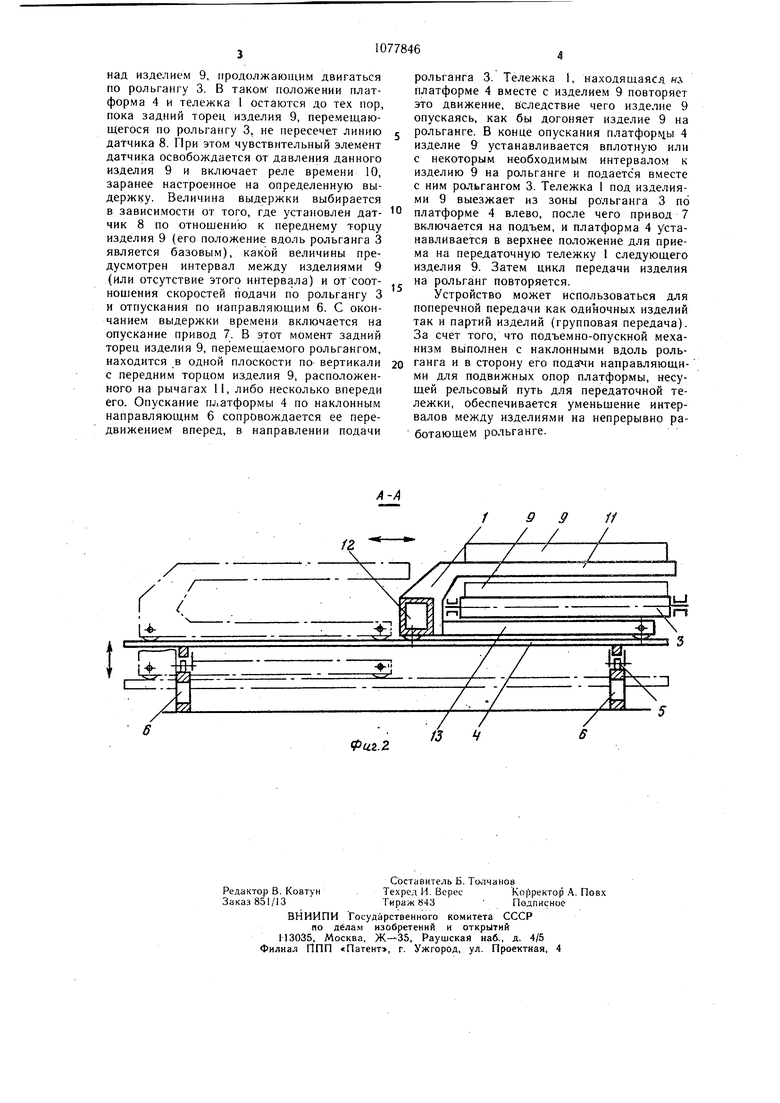
На фиг. 1 изображено устройство для поперечной передачи изделий на рольганг;
0 на фиг. 2 - разрез А-А на фиг. 1.
.Передаточная тележка 1 установлена на рельсовом пути 2, который смонтирован поперечно рольгангу 3 на платформе 4. Тележка 1 перемещается по рельсовому пути 2 приводом (не показан). Платформа 4 уста5 новлена опорами 5 (например, в виде катков на подъемно-опускной механизм, выполненный в виде наклонных направляющих 6 и привода 7. Направляющие 6 установлены вдоль рольганга 3 с понижением их высоты в сторону подачи рольганга 3. Каждый из
0 катков 5 установлен на отдельный наклонный участок направляющей 6. Платфор.ма 4 соединена с приводом 7 подъемо-опускания. В зоне рольганга 3 установлен датчик 8, который срабатывает при прохождении над ним изделия 9. В цепи воздействия датчика 8
5 на привод 7 предусмотрено реле времени 10. Передаточная те.чежка 1 имеет С-образную форму и состоит из несущих рычагов 11, коисольно закрепленных на ра.ме 12 и со-одиняющих опо|)ных колесных балок 13,
0 также закрепленных консольно. Расстояние ./ между несущи.ми рычагами 11 и балками 13 по высоте такое, что ними размещаются ролик рольганга 3 и изделие 9 с зазорами.
В ис.ходном положении устройства платфор.ма 4 поднята приводом 7 в верхнюю позицию, передаточная тележка 1 с изделием 9 на н-есущих рычагах 11 расположена в левой части платформы 4, в стороне от рольганга 3, на котором находится изделие 9.
Устройство работает следуюпхим образом. Изделие 9 подается по рольгапгу 3, работающему непрерывно. Тележка 1, как только изделие 9 подано внешним питателем (не показан) на ее песупше рычаги 11, передвигается по рельсовому пути 2 вправо и останавливается в зоне рольганга 3 так, что изде.пю 9 на )ычагах 11 располагается
над изделием 9, продолжающим двигаться по рольгангу 3. В таком положении платформа 4 и тележка 1 остаются до тех пор, пока задний торец изделия 9, перемещающегося по рольгангу 3, не пересечет линию датчика 8. При этом чувствительный элемент датчика освобождается от давления данного изделия 9 и включает реле времени 10, заранее настроенное на определенную выдержку. Величина выдержки выбирается в зависимости от того, где установлен датчик 8 по отнощению к переднему торцу изделия 9 (его положение вдоль рольганга 3 является базовым), какой величины предусмотрен интервал между изделиями 9 (или отсутствие этого интервала) и от соотнощения скоростей подачи по рольгангу 3 и отпускания по направляющим 6. С окончанием выдержки времени включается на опускание привод 7. В этот момент задний торец изделия 9, перемещаемого рольгангом, находится в одной плоскости по вертикали с передним торцом изделия 9, расположенного на рычагах 11, либо несколько впереди его. Опускание платформы 4 по наклонным направляющим б сопровождается ее передвижением вперед, в направлении подачи
рольганга 3. Тележка 1, находящаяся НА платформе 4 вместе с изделием 9 повторяет это движение, вследствие чего изделие 9 опускаясь, как бы догоняет изделие 9 на рольганге. В конце опускания платфор 1ы 4 изделие 9 устанавливается вплотную или с некоторым необходимым интервалом к изделию 9 на рольганге и подается вместе с ним рольгангом 3. Тележка 1 под изделиями 9 выезжает из зоны рольганга 3 по платформе 4 влево, после чего привод 7 включается на подъем, и платформа 4 устанавливается в верхнее положение для приема на передаточную тележку 1 следующего изделия 9. Затем цикл передачи изделия на рольганг повторяется.
Устройство может использоваться для поперечной передачи как одиночных изделий так и партий изделий (групповая передача). За счет того, что подъемно-опускной механизм выполнен с наклонными вдоль рольганга и в сторону его подачи направляющими для подвижных опор платформы, несущей рельсовый путь для передаточной теежки, обеспечивается уменьщение интервалов между изделиями на непрерывно работающем рольганге.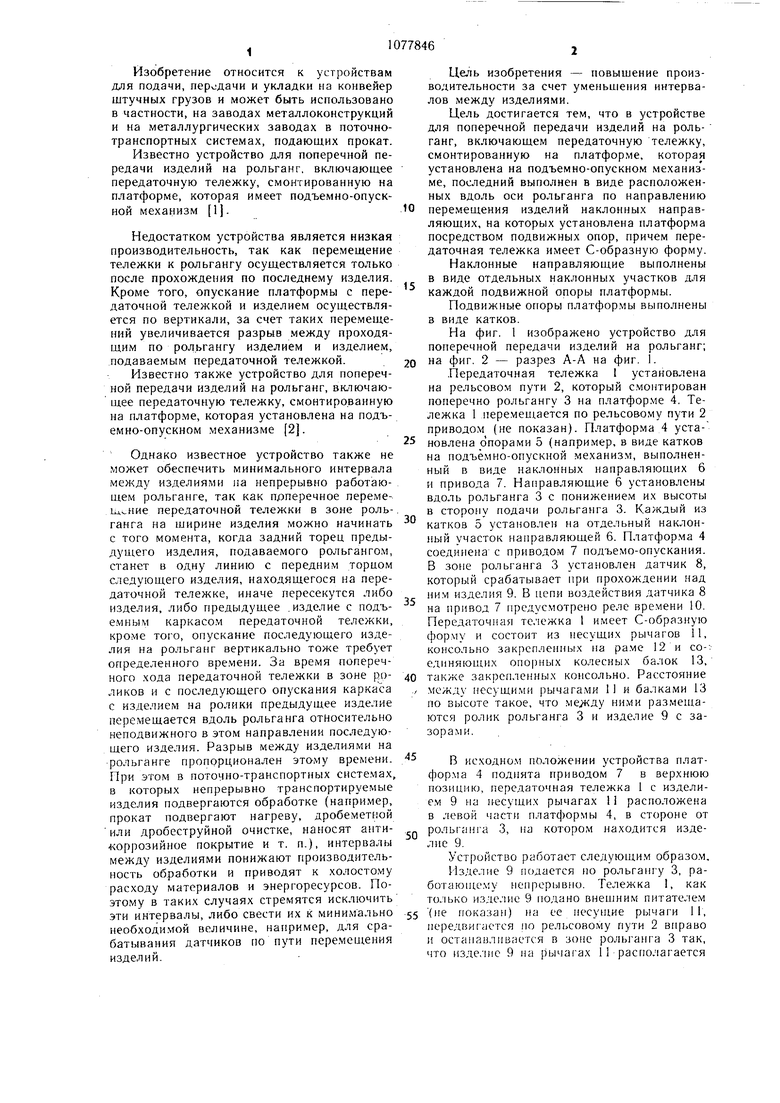
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Устройство для укладки плоских изделий стопками в тару | 1980 |
|
SU906798A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Кран-штабелер | 1983 |
|
SU1164157A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Устройство для передачи изделий с конвейера на конвейер в помещениях разной категории взрывопожароопасности | 1983 |
|
SU1113338A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| Автоматизированный склад | 1978 |
|
SU710874A1 |
| Автоматизированный склад | 1980 |
|
SU992344A1 |
I. УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ИЗДЕЛИЙ НА РОЛЬТАНГ, включающее передаточную тележку. смонтированную на платформе, которая установлена на подъемно-опускном механизме, отличающееся тем, что, с целью повышения производительности за счет уменьшения интервалов между изделиями, подъемно-опускной механизм выполнен в .виде расположенных вдоль оси рольганга по направлению перемещения изделий наклонных направляюш,нх, на которых установлена татформа посредством подвижных опор, причем передаточная тележка имеет С-образную форму. 2.Устройство по п. 1, отличающееся тем, что наклонные направляющие выполнены в виде отдельных наклонных участков для каждой подвижной опоры платформы. 3.Устройство по п. I, отличающееся тем, i что подвижные опоры платформы выполнены в виде катков. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для передачи контейнеров с одного конвейера на другой | 1979 |
|
SU878694A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Передаточное устройство | 1978 |
|
SU819001A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
