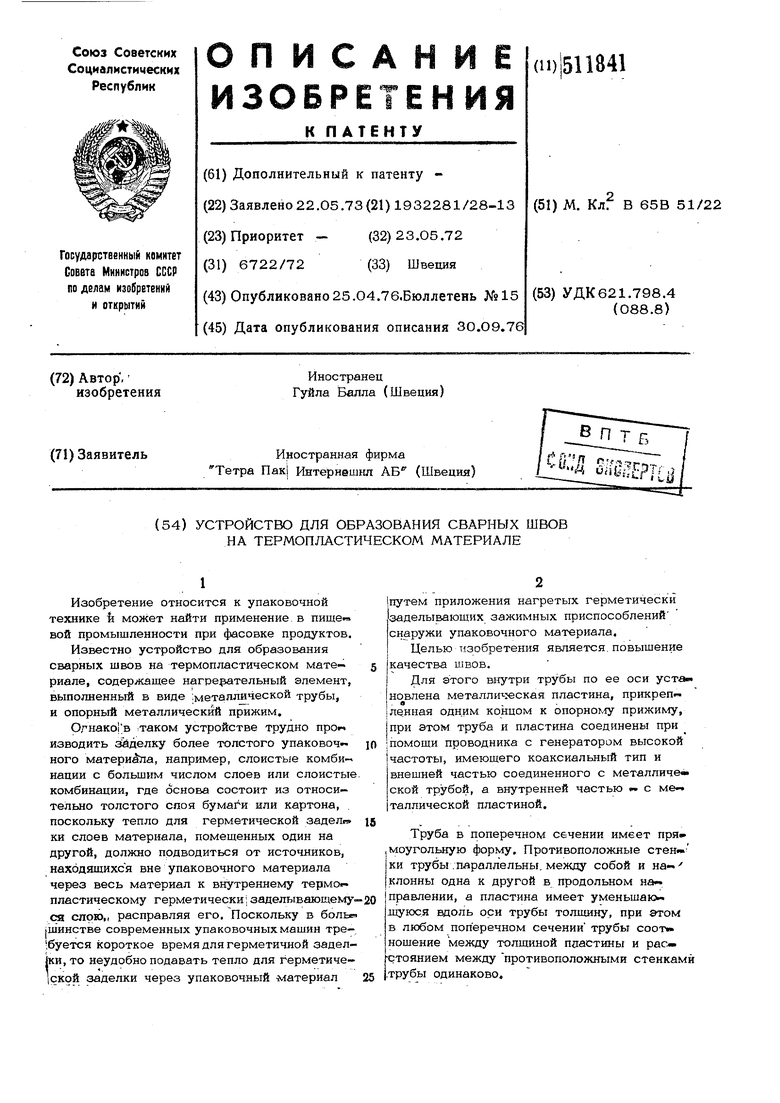
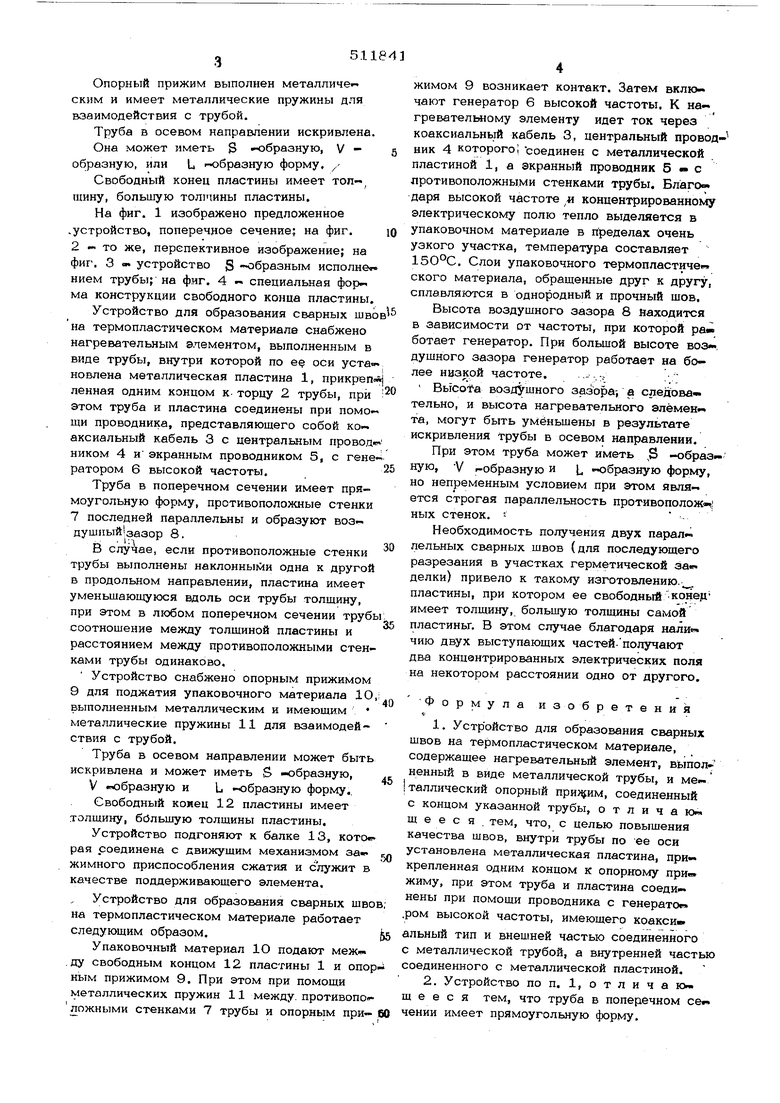
Опорный прижим выполнен металличв ским и имеет металлические пружины для взаимодействия с трубой. Труба в осевом направлении искривлена. Она может иметь S -образную, V образную, или L --образную форму. / Свободный конец пластины имеет топ-, щину, большую толщины пластины. На фиг. 1 изображено предложенное .устройство, поперечное сечение; на фиг. 2 то же, перспективное изображение; на фиг. 3 устройство S -образным исполне нием трубы; на фиг. 4 - специальная форма конструкции свободного конца пластины. Устройство для образования сварных шво на термопластическом материале снабжено нагревательным элементом, выполненным в виде трубы, внутри которой по e§ оси уста новлена металлическая пластина 1, прикрепленная одним концом к. торцу 2 трубы, при этом труба и пластина соединены при помощи проводника, представляющего собой ко аксиальный кабель 3 с центральным провод НИКОМ 4 и экранным проводником 5, с гене ратором 6 высокой частоты. Труба в поперечном сечении имеет прямоугольную форму, противополохшые стенки 7 последней параллельны и образуют воздушиыйзазор 8. В случае, если противоположные стенки трубы выполнены наклонными одна к другой в продольном направлении, пластина имеет уменьшающуюся вдоль оси трубы толщину, при этом в любом поперечном сечении труб соотношение между толщиной пластины и расстоянием между противоположными стенками трубы одинаково. Устройство снабжено опорным прижимом 9 для поджатия упаковочного материала 1О выполненным металлическим и имеющим металлические пружины 11 для взаимодействия с трубой. Труба в осевом направлении может быть искривлена и может иметь S -образную, V «образную и L --образную форму.. Свободный коиец 12 пластины имеет толщину, бйльщую толщины пластины. Устройство подгоняют к балке 13, кото рая соединена с движущим механизмом за«« жимного приспособления сжатия и служит в качестве поддерживающего элемента. Устройство для образования сварных щв на термопластическом материале работает следующим образом. Упаковочный материал 1О подают меж™ .ду свободным концом 12 пластины 1 и опо ным прижимом 9. При этом при помощи металлических пружин 11 между, противопо ложными стенками 7 трубы и опорным при жимом 9 возникает контакт. Затем включают генератор 6 высокой частоты. К нагревательному элементу идет ток через коаксиальный кабель 3, центральный проводник 4 которого, соединен с металлической пластиной 1, а экранный проводник б - с ротивоположными стенками трубы. Благо даря высокой частоте н концентрированному электрическому полю тепло выделяется в упаковочном материале в пределах очень узкого участка, температура составляет 150°С. Слои упаковочного термопластиче ского материала, обращенные друг к другу, сплавляются в однородный и прочный шов. Высота воздущного зазора 8 Находится в зависимости от частоты, при которой ра ботает генератор. При большой высоте воз, душного зазора генератор работает на более низкой частоте,- .:- Bbicota воздушного зазора-, а следова- тельно, и высота нагревательного элемента, могут быть уменьшены в результате искривления трубы в осевом направлении. При этом труба может иметь ,S -образную, V г-образную и L -образную форму, но непременным условием при этом является строгая параллельность противополож) ных стенок. Необходимость получения двух параллельных сварных ЩВОБ (для последующего разрезания в участках герметической заделки) привело к такому изготовлению. пластины, при котором ее свободный -конед имеет толщину, большую толщины самой пластины. В этом случае благодаря налип чию двух выступающих частей-получают два концентрированных электрических поля на некотором расстоянии одно от другого. Формула изобретения 1. Устройство для образования сварных щвов на термопластическом материале, содержащее нагревательный элемент, выполненный в виде металлической трубы, и ме|таллический опорный , соединенный с концом указанной трубы, отличающ е е с я . тем, что, с целью повышения качества швов, внутри трубы по ее оси установлена металлическая пластина, прикрепленная одним концом к опорному прия жиму, при этом труба и пластина соединены при помощи проводника с генерато ,ром высокой частоты, имеющего коаксив альный тип и внешней частью соединенного с металлической трубой, а внутренней частью соединенного с металлической пластиной. 2. Устройство поп. 1,отлича ю™. щ е е с я тем, что труба в поперечном се- чении имеет прямоугольную форму.
,6
3.Устройство по п. 2, о т л и ч а юш е е с я тем, что противоположные сте ки трубы параллельны между собой.
4.Устройство по п, 2, о т л и ч а е е с я тем, что противоположные стен ки трубы наклонены одна к другой в про дольном направлении, а пластина имеет уменьшающуюся вдоль оси трубы толщину, при этом в любом поперечном сечении трубы соотношение между толщиной пластины и расстоянием между противоположными стенками трубы одинаково.
5.Устройство поп. 1,отлича ющ е е с я тем, что опорный прижим имеет металлические пружины для взаимодействия с трубой.
6
6.Устройство по п. 1, отлнча е е с я тем, что труба в осевом направ лении искривлена.
7.Устройство поп. 6, отлича ю« щ е е с я тем, что труба имеет 3 -образную форму
8.Устройство по п. 6, о т л и ч а ю |щ е е с я тем, что труба имеет V -образную форму.
9.Устройство по п. 6, о т л и ч а ющ е ее я тем, тчто труба имеет L.o6-. разную форму.
10.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что свободный конец пла стины имеет толщину, больц1ую толщин|и цластины.
10
Фи2.1
Фи.