Изобретение относится к эксперимен- тальному-моделированию процессов обработки металлов давлением, в частности к моделированию процесса продольной горячей раскатки шва сварного соединения для труб большого диаметра.
Известно устройство для моделирования процесса раскатки шва сварного соединения в виде разъемной замкнутой рамки, состоящей из двух поперечин и двух продольных ограничителей, окаймляющих и жестко ограничивающих образец сварного соединения.
Однако при деформации образца с жестким его ограничением по торцам процесс раскатки валиков усиления шва отображается недостаточно точно, что выражается в
значительном несовпадении результатов эксперимента и опытных данных.
Целью изобретения является повышение точности испытаний путем приближения условий испытаний к реальным, путем уменьшения влияния трения на напряженно-деформированное состояние образца.
Поставленная цель достигается тем, что в приспособлении для моделирования процесса раскатки шва сварного соединения, состоящем из двух поперечин и двух ограничителей поперечного перемещения металла шва, связанных между собой, ограничители поперечного перемещения подпружинены и установлены с возможностью перемещения навстречу или друг от друга. Кроме того приспособление снабжеVI ю ю VJ
Сд)
но сферическими роликзми, установленными, на ограничителях поперечного перемещения с возможностью контактирования с поверхностью поперечин.
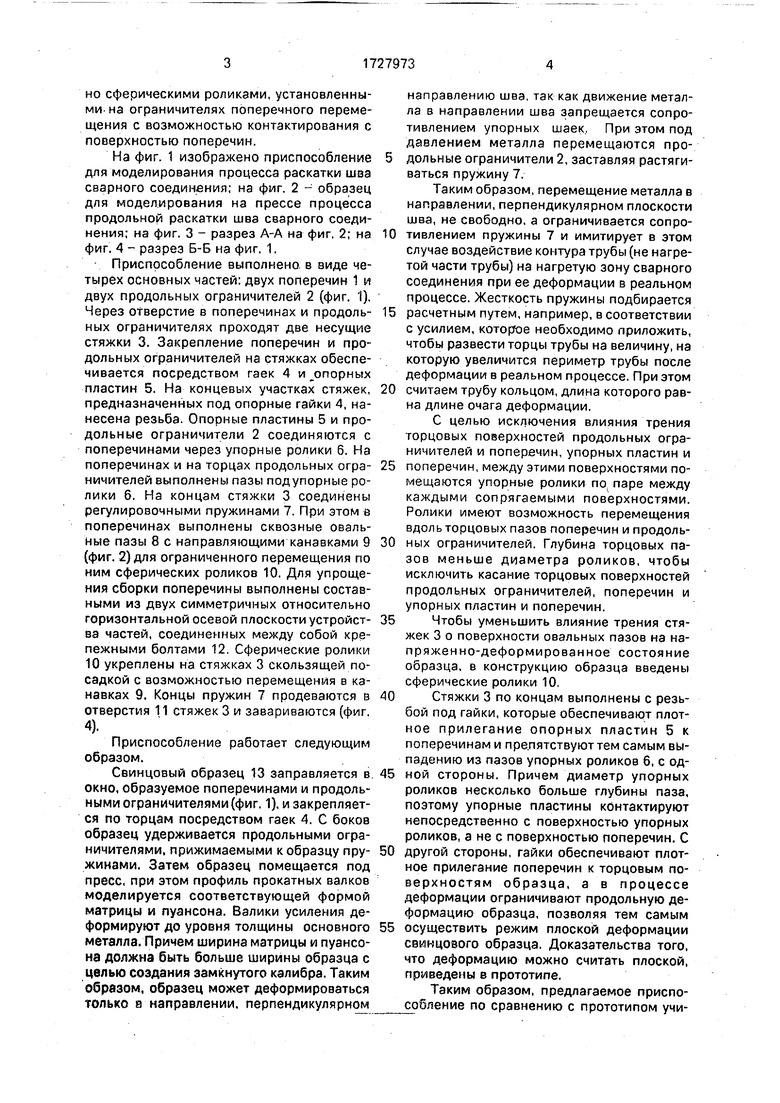
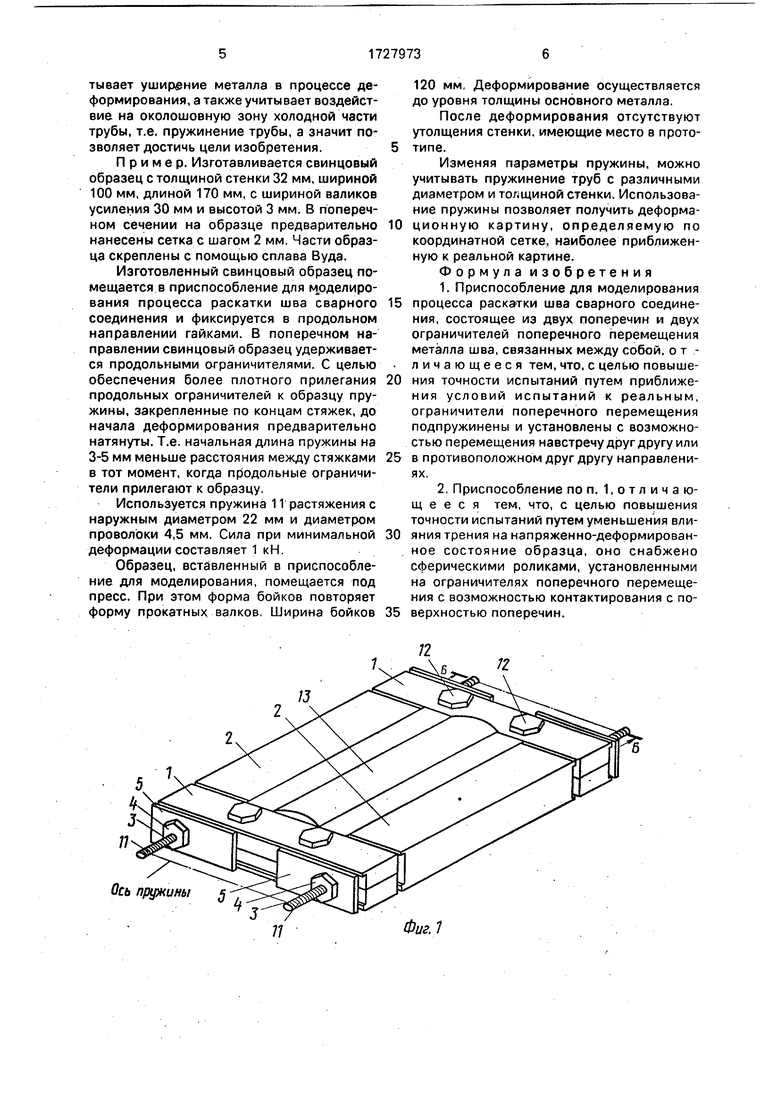
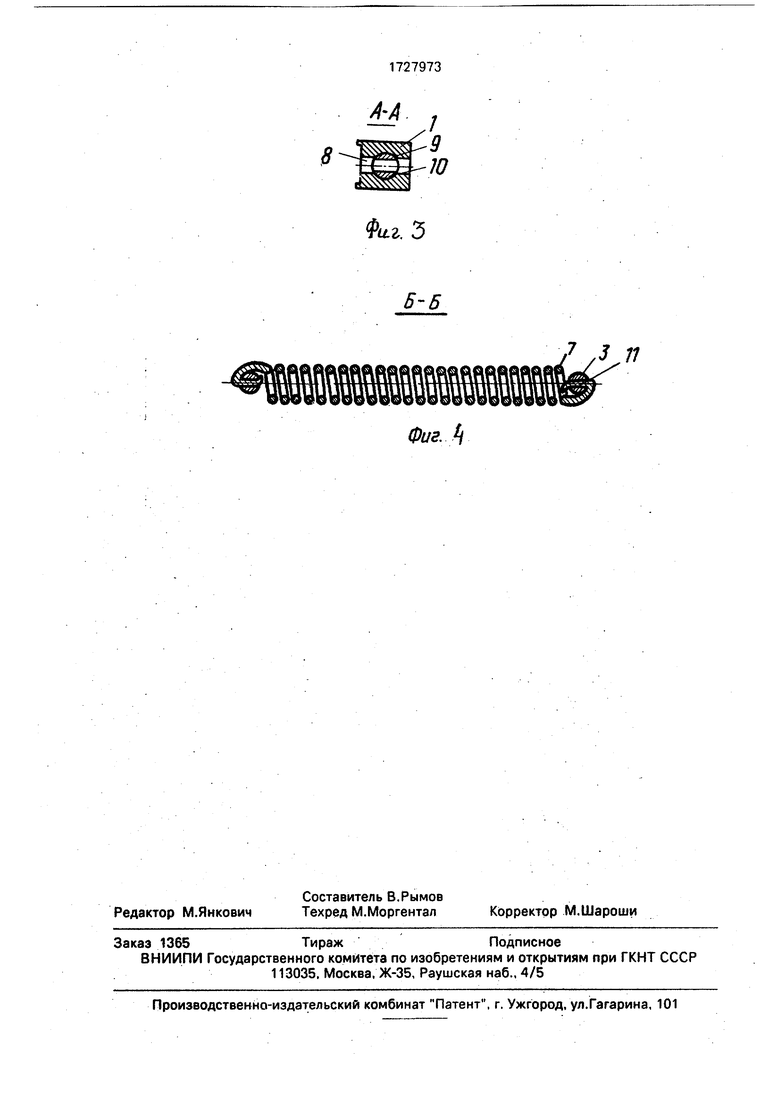
На фиг. 1 изображено приспособление для моделирования процесса раскатки шза сварного соединения; на фиг. 2 - образец для моделирования на прессе процесса продольной раскатки шва сварного соединения; на фиг. 3 - разрез А-А на фиг, 2; на фиг, 4 - разрез Б-Б на фиг, 1.
Приспособление выполнено в виде четырех основных частей: двух поперечин 1 и двух продольных ограничителей 2 (фиг. 1), Через отверстие в поперечинах и продольных ограничителях проходят две несущие стяжки 3. Закрепление поперечин и продольных ограничителей на стяжках обеспечивается посредством гаек 4 и опорных пластин 5. На концевых участках стяжек, предназначенных под опорные гайки 4, нанесена резьба. Опорные пластины 5 и продольные ограничители 2 соединяются с поперечинами через упорные ролики 6. На поперечинах и на торцах продольных ограничителей выполнены пазы под упорные ролики 6. На концам стяжки 3 соединены регулировочными пружинами 7. При этом е поперечинах выполнены сквозные овальные пазы 8 с направляющими канавками 9 (фиг. 2) для ограниченного перемещения по ним сферических роликов 10, Для упрощения сборки поперечины выполнены составными из двух симметричных относительно горизонтальной осевой плоскости устройства частей, соединенных между собой крепежными болтами 12. Сферические ролики 10 укреплены на стяжках 3 скользящей посадкой с возможностью перемещения в канавках 9. Концы пружин 7 продеваются в отверстия 11 стяжек 3 и завариваются (фиг,
4).
Приспособление работает следующим
образом.
Свинцовый образец 13 заправляется в окно, образуемое поперечинами и продольными ограничителями (фиг, 1), и закрепляется по торцам посредством гаек 4. С боков образец удерживается продольными ограничителями, прижимаемыми к образцу пружинами. Затем образец помещается под пресс, при этом профиль прокатных валков моделируется соответствующей формой матрицы и пуансона. Валики усиления деформируют до уровня толщины основного металла. Причем ширина матрицы и пуансона должна быть больше ширины образца с целью создания замкнутого калибра. Таким образом, образец может деформироваться только а направлении, перпендикулярном
направлению шва, так как движение металла в направлении шва запрещается сопротивлением упорных шаек, При этом под давлением металла перемещаются продольные ограничители 2, заставляя растягиваться пружину 7.
Таким образом, перемещение металла в направлении, перпендикулярном плоскости шва, не свободно, а ограничивается сопро0 тивлением пружины 7 и имитирует в этом случае воздействие контура трубы (не нагретой части трубы) на нагретую зону сварного соединения при ее деформации в реальном процессе. Жесткость пружины подбирается
5 расчетным путем, например, в соответствии с усилием, которое необходимо приложить, чтобы развести торцы трубы на величину, на которую увеличится периметр трубы после деформации в реальном процессе. При этом
0 считаем трубу кольцом, длина которого равна длине очага деформации.
С целью исключения влияния трения торцовых поверхностей продольных ограничителей и поперечин, упорных пластин и
5 поперечин, между этими поверхностями помещаются упорные ролики nol паре между каждыми сопрягаемыми поверхностями. Ролики имеют возможность перемещения вдоль торцовых пазов поперечин и продоль0 ных ограничителей. Глубина торцовых пазов меньше диаметра роликов, чтобы исключить касание торцовых поверхностей продольных ограничителей, поперечин и упорных пластин и поперечин.
5 Чтобы уменьшить влияние трения стяжек 3 о поверхности овальных пазов на напряженно-деформированное состояние образца, в конструкцию образца введены сферические ролики 10,
0 Стяжки 3 по концам выполнены с резьбой под гайки, которые обеспечивают плотное прилегание опорных пластин 5 к поперечинам и препятствуют тем самым выпадению из пазов упорных роликов 6, с од5 ной стороны. Причем диаметр упорных роликов несколько больше глубины паза, поэтому упорные пластины контактируют непосредственно с поверхностью упорных роликов, а не с поверхностью поперечин. С
0 другой стороны, гайки обеспечивают плотное прилегание поперечин к торцовым поверхностям образца, а в процессе деформации ограничивают продольную деформацию образца, позволяя тем самым
5 осуществить режим плоской деформации свинцового образца. Доказательства того, что деформацию можно считать плоской, приведены в прототипе.
Таким образом, предлагаемое приспособление по сравнению с прототипом учитывает уширение металла в процессе деформирования, а также учитывает воздействие на околошовную зону холодной части трубы, т.е. пружинение трубы, а значит позволяет достичь цели изобретения.
Пример. Изготавливается свинцовый образец с толщиной стенки 32 мм, шириной 100 мм, длиной 170 мм, с шириной валиков усиления 30 мм и высотой 3 мм. В поперечном сечении на образце предварительно нанесены сетка с шагом 2 мм. Части образца скреплены с помощью сплава Вуда.
Изготовленный свинцовый образец помещается в приспособление для моделирования процесса раскатки шва сварного соединения и фиксируется в продольном направлении гайками. В поперечном направлении свинцовый образец удерживается продольными ограничителями. С целью обеспечения более плотного прилегания продольных ограничителей к образцу пружины, закрепленные по концам стяжек, до начала деформирования предварительно натянуты. Т.е. начальная длина пружины на 3-5 мм меньше расстояния между стяжками в тот момент, когда продольные ограничители прилегают к образцу.
Используется пружина 11 растяжения с наружным диаметром 22 мм и диаметром проволоки 4,5 мм. Сила при минимальной деформации составляет 1 кН.
Образец, вставленный в приспособление для моделирования, помещается под пресс. При этом форма бойков повторяет форму прокатных валков. Ширина бойков
120 мм. Деформирование осуществляется до уровня толщины основного металла.
После деформирования отсутствуют утолщения стенки, имеющие место в прототипе.
Изменяя параметры пружины, можно учитывать пружинение труб с различными диаметром и толщиной стенки. Использование пружины позволяет получить деформа- ционную картину, определяемую по координатной сетке, наиболее приближенную к реальной картине.
Формула изобретения
1.Приспособление для моделирования процесса раскатки шва сварного соединения, состоящее из двух поперечин и двух ограничителей поперечного перемещения металла шва, связанных между собой, отличающееся тем, что, с целью повышения точности испытаний путем приближения условий испытаний к реальным, ограничители поперечного перемещения подпружинены и установлены с возможностью перемещения навстречу друг другу или в противоположном друг другу направлениях.
2,Приспособление поп. 1, о т л и ч а ю- щ е е с я тем, что, с целью повышения точности испытаний путем уменьшения влияния трения на напряженно-деформированное состояние образца, оно снабжено сферическими роликами, установленными на ограничителях поперечного перемещения с возможностью контактирования с поверхностью поперечин.
8
4-А
X
шш
1 9 Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ моделирования на прессе процесса продольной горячей раскатки шва сварного соединения трубы | 1990 |
|
SU1794568A1 |
| Транспортное средство для перевозки тяжеловесных крупногабаритных грузов | 1986 |
|
SU1463566A2 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| СПОСОБ ИСПЫТАНИЯ НА СУЛЬФИДНОЕ РАСТРЕСКИВАНИЕ МЕТАЛЛА ЭЛЕКТРОСВАРНЫХ И БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2582231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| Способ определения технологической прочности металлов | 1977 |
|
SU659323A1 |
| МАШИНА ДЛЯ ИССЛЕДОВАНИЯ ОБРАЗОВАНИЯ ТРЕЩИНПРИ СВАРКЕ | 1971 |
|
SU308840A1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
Использование: улучшение адекватности моделирования с помощью образца на прессе процесса продольной горячей раскатки шва сварного соединения трубы. Сущность изобретения: приспособление, включающее собственно образец и охватывающий его корпус с двумя продольными ограничителями и двумя поперечинами с разъемным соединением их по концам, в котором согласно изобретению поперечины соединены между собой стяжками, под которые в продольных ограничителях выполнены сквозные отверстия, а в поперечинах - овальные пазы с большей осью в поперечном относительно шва направлении, при этом каждая из .стяжек по обоим концам охвачена сферическими роликами, под которые в овальных лазах поперечин выполнены направляющие канавки, на концах стяжек нанесена резьба, а сами стяжки соединены по концам пружинами. 1 з.п. ф-лы, 4 ил. со с
Фиг. 3
Фиг. %
| Петров А.Р | |||
| и др | |||
| Актуальные проблемы развития процессов трубного производства | |||
| Тематический сборник научных трудов ВНИТИ | |||
| - М.:Металлургия, 1987, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
