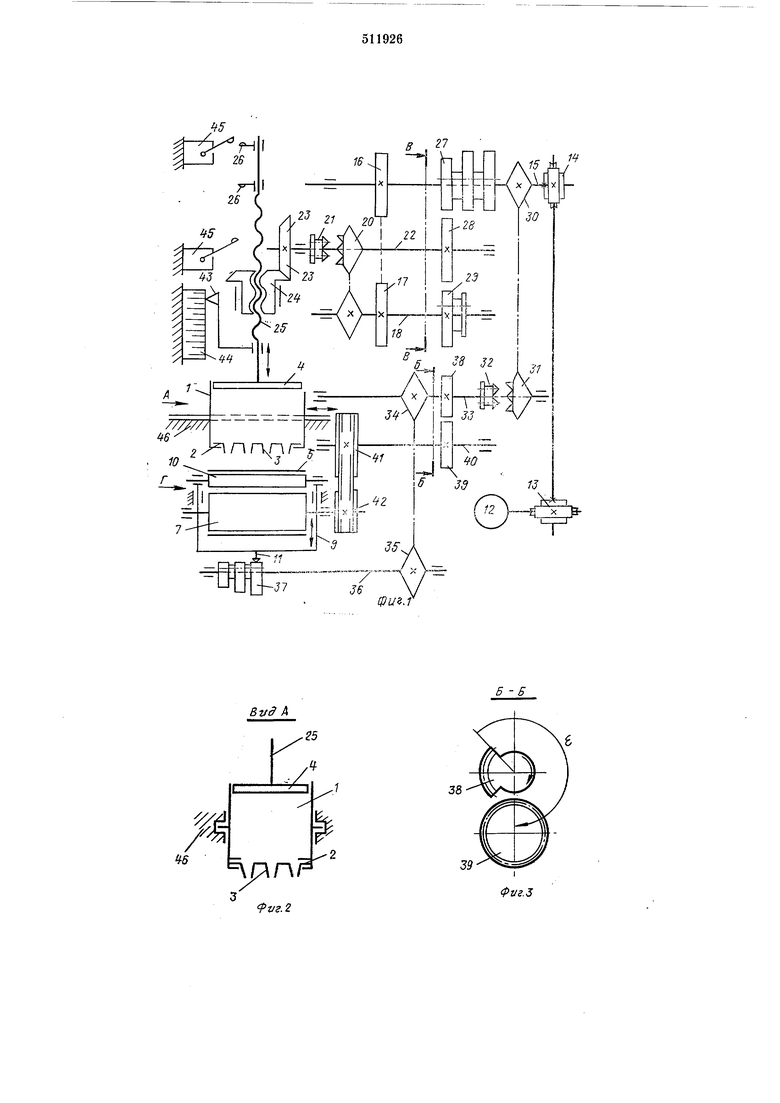
блок 27 зубчатых секторов, шестерню 28, зубчатый сектор 29 отвода, цепную передачу со звездочками 30 и 31, кулачковую муфту 32, вал 33, цепную передачу со звездочками 34 и 35, вал 36, блок 37 кулачков, зубчатый сектор 38 подачи ленты, шестерню 39, вал 40, шкивы 41 и 42 клиноремениой передачи.
Механизм принудительного пульсирующего отвода поршневого нагнетателя от дниш,а выполнен в виде реверсивной зубчатой передачи и включает в себя валы 15, 18, 22, шестерни 16, 17, 23, 24, 28, ходовой винт 25 и зубчатый сектор 29.
Кулачковая муфта 21 сблокирована с зубчатым сектором 29 отвода так, что при ее сцеплении со звездочкой 20 сектор 29 занимает положение не в одной плоскости с шестерней 28, т. е. крайнее правое. Секторы блока 27 и сектор 29 отвода закреплены на валах 15 и 18, так, что при выходе одного из секторов блока 27 из зацепления с шестерней 28 в зацепление с ней входит сектор 29, поворачивающий ее в обратном направлении на угол меньший, чем при повороте одним из секторов блока 27, для чего в секторе 29 выполнены шпоночные канавки (на чертежах не показаны) по числу секторов, входящих в блок 27, с помощью которых он вводится в зацепление с валом 18.
Блок 37 кулачков закреплен на валу 36 так, что он поднимает толкатель 11 при входе сектора 29 в зацепление с шестерней 28. Зубчатый сектор 38 закреплен на валу 33 в таком положении, что он входит в зацепление с щестерней 39 после опускания толкател5 11 в крайнее нижнее положение.
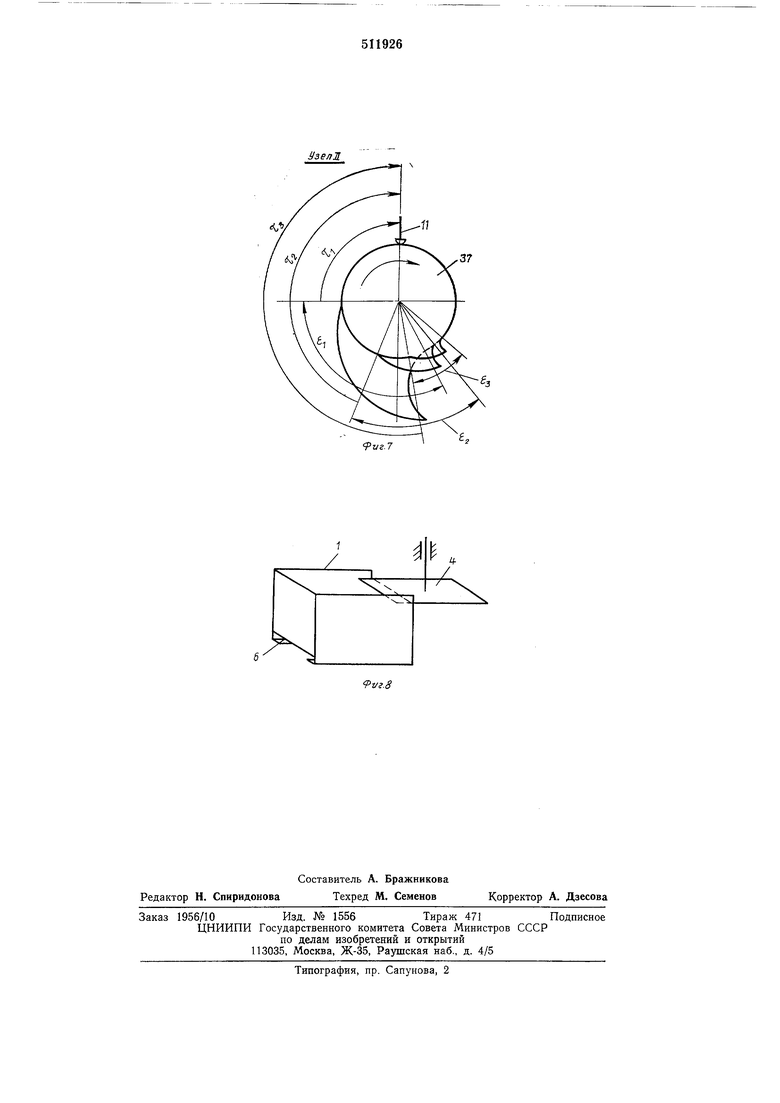
На фиг. 3-7 показана взаимосвязь зубчатого сектора 29, блока 37 кулачков и зубчатого сектора 38 с блоком 27 секторов, где: схь сса и аз - центральные углы секторов блока 27; (3 - центральный угол сектора
29;
7, б - углы, определяющие положение шпоночных капавок сектора 29 соответственно для секторов блока 27 с центральными углами а2 и Из; 81, 82 и 8з - рабочие углы кулачков
блока 37;
р - текущий угол, определяющий положение блока 27 секторов относительно вертикальной оси;
Ф1, ф2 и фз - текущие углы, определяющие положение сектора 29 относительно вертикальной оси при включении соответствующих секторов блока 27 с центральными углами «1, «2 и аз (углы Ф2 и фз на чертежах не показаны) ;
со - текущий угол, определяющий положение сектора 38 относительно вертикальной оси;
ti, Т2 и Та - текущие углы, определяющие положение кулачков блока 37 относительно вертикальной оси. Из условий взаимосвязи вышеуказанных
элементов следует, что:
Ф1 Р + «i; Ф2 р + «2; Ф2 р + «з;
Т «2 - «i S - «3 - «i
1 Фи ч Ф2; 3 Фз;
to И Те -1- «. о Iо
Угол U) выбран из условия, что сектор 38, подающий транспортерную ленту, вступает в зацепление с шестерней 39 после подъема и опускания толкателя И кулачком, который позднее других начинает и заканчивает работу.
Углы ссь а2 и аз определяют объем заготовок при дозировании.
Положение секторов блока 27 при соответствует началу дозирования, при этом
нагнетатель 4 находится на уровне отметок на
внутренних стенках бункера 1, а подвижной
указатель 43 совпадает с соответствующей
этой отметке риской на шкале 44.
Для управления работой всех механизмов
устройство снабжено пускателем (на чертежах не показан) и двумя концевыми выключателями 45.
Все узлы и механизмы устройства смонтированы на раме 46.
Устройство работает следующим образом. В зависимости от заданной формы и объема заготовок в бункере 1 устанавливается соответствующее днище 2 с насадками 3. Затем один из секторов блока 27 вводится
в одну плоскость с щестерней 28, соответственно устанавливается зубчатый сектор 29 и вводится в зацепление с валом 18 с помощью шпоночной канавки. Под толкатель 11 подводится один из кулачков блока 37, служащий для отсадки, т. е. для действия в паре с установленными секторами. Бункер 1 выдвигается в крайнее левое положение до упора (на чертежах не показан), в него закладывается порция теста и выравнивается до отметок на его стенках, после чего бункер устанавливается в исходное рабочее положение под порщневой нагнетатель 4.
На транспортерную ленту 5 устанавливаются металлические листы, например, из стали,
для отсадки заготовок, причем один лист - под бункер 1, а остальные - рядом по ходу движения транспортерной ленты.
Нажатием кнопки «Вперед пускателя (на чертежах не показан) включается двигатель
12. При этом кулачковая муфта 21 вводится в
зацепление со звездочкой 20, после чего сблокированный с кулачковой муфтой зубчатый сектор 29 выходит из одной плоскости с шестерней 28 и занимает крайнее правое положение. Поршневой нагнетатель 4 через ходовой винт 25, шестерни 16, 17, 23 и 24, цепную передачу и кулачковую муфту 21 получает непрерывное движение вперед и, когда указатель 43 совпадет с определенной риской на шкале 44, нагнетатель 4 достигает отметок на внутренних стенках бункера 1, т. е. подходит вплотную к поверхности теста. Сектор блока 27 занимает положение готовности к сцеплению с шестерней 28, и кулачковая муфта 21 выводится из зацепления со звездочкой 20. При этом сблокированный с кулачковой муфтой сектор 29 занимает положение в одной плоскости с шестерней 28. Одновременно кулачковая муфта 32 вводится в зацепление со звездочкой 31.
При таком положении передач заканчивается холостой ход нагнетателя 4, после чего последний действует в режиме дозирования, выдавливая тесто из насадок днища 2, при этом нагнетатель движется вперед с помощью ходового винта 25, шестерен 23, 24, 28 и сектора блока 27. Одновременно вращаются зубчатый сектор 29 от вала 15, через шестерни 16, 17 и вал 18; блок 37 кулачков от вала 15 через цепцую передачу со звездочками 30 и 31, кулачковую муфту 32, вал 33, цепную передачу со звездочками 34 и 35 и вал 36; зубчатый сектор 38 через вал 33.
Как только сектор блока 27 выходит из зацепления с шестерней 28, в зацепление с последней входит зубчатый сектор 29 и поворачивает ее в противоположном направлении. Поршневой нагнетатель 4 движется назад через ходовой винт 25 от валов 15, 18, 22 через шестерни 16, 17, 28, 23, 24 и зубчатый сектор 29.
При отводе поршневого нагнетателя 4 от днища 2 прекращаются действие упругих сил в тесте и самопроизвольный выход его под их воздействием из насадок днища после остановки нагнетателя.
Одновременно с входом зубчатого сектора 29 в зацепление с шестерней 28, кулачком блока 37 через толкатель 11 поднимается вилка 9 с двумя роликами 10, при этом участок рабочей ветви транспортерной ленты 5, огибающий ролики, поднимается ими вверх вместе со стальным листом на заданную величину подъема кулачка, необходимую для формования заготовок, а затем опускается вниз в
исходное положение. В результате этого заготовки отсаживаются одновременно на весь лист. Затем лист с отформованными заготовками, лежащий на транспортерной ленте, выходит из-под бункера, а очередной порожний лист заходит под него. Одновременно транспортерная лента останавливается, так как зубчатый сектор 38 выходит из зацепления с щестерней 39, и лист с заготовками удаляется, а на транспортерную ленту устанавливается добавочно еще один порожний лист.
После остановки транспортерной ленты непрерывно вращающийся сектор блока 27 входит в зацепление с шестерней 28, и нагнетатель 4 снова двигается вперед.
В дальнейшем цикл повторяется. При этом устройство работает в автоматическом цикле вплоть до выработки всей порции теста, загруженной в бункер, и достижении нагнетателем крайнего нижнего положения, после чего двигатель 12 останавливается концевым переключателем 45 с замыкателем 26.
Для очередной загрузки или чистки бункера нагнетатель приводится в исходное положение следуюшим образом.
Пажатием кнопки «Назад пускателя включается двигатель 12, при обратном вращении которого кулачковая муфта 21 вводится в зацепление со звездочкой 20, после чего
сблокированный с ней сектор 29 занимает крайнее правое положение, и нагнетатель 4 непрерывно движется назад до исходного положения, по достижении которого двигатель останавливается концевым переключателем
45 с помошью замыкателя 26.
Формула изобретения
1.Устройство для отсадки заготовок из вязких масс, преимущественно тестовых,
включающее бункер со сменным днищем с насадками, порщневой нагнетатель, транспортерную ленту с подъемно-опускным столом и привод, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, бункер выполнен с укороченной задней стенкой и установлен на салазках с возможностью возвратно-поступательного перемещения по горизонтали, а привод снабжен механизмом принудительного пульсирующего отвода поршневого нагнетателя от днища.
2.Устройство по п. 1, отличающееся тем, что механизм принудительного отвода порщневого нагнетателя выполнен в виде реверсивной зубчатой передачи.
/у
w
j(
Фи.т


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕСТОВЫХ ЗАГОТОВОК С НАЧИНКОЙ | 1992 |
|
RU2016514C1 |
| РОТОРНО-ПОРШНЕВОЙ ДВИГАТЕЛЬ | 2004 |
|
RU2272911C1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Машина для формовки (отсадки) половинок зефира | 1953 |
|
SU101392A1 |
| Устройство для запрессовки импульсного камня в двойной ролик часового механизма | 1986 |
|
SU1318985A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU766837A1 |
| МАШИНА | 2009 |
|
RU2401762C1 |
| Товарный регулятор ткацкого станка | 1982 |
|
SU1101484A1 |
| Устройство для позиционной обработки брусковых деталей | 1980 |
|
SU912494A1 |

&vd
5 A
//i
5
лрпр
Фаг.З
27
гЛ
9i/s.5
10
3
fllZ.J
