1
Изобретение относится к области обработки металлов давлением, в частности к способам производства гнутых профилей проката.
Известен способ изготовления гнутых профилей, при котором заготовку последовательпо деформируют в калибрах профилегибочного стана с увеличепием углов подгибки до получения профиля заданной конфигурации.
Этот способ характеризуется тем, что при выходе из калибра заготовка за счет упругих свойств металла деформируется в направлении, обратном подгибке в валках.
В связи с изменением знака деформации на профилях, особеппо из материалов с покрытиями, многослойных и с низкими характеристиками пластических свойств, могут возникать дефекты в местах изгиба - расслоение многослойных материалов, появление трещин.
С целью улучшения качества формовки профилей, преимущественно многослойных и из материалов с низкими пластически.ми свойствами, по предлагаемому способу к заготовке между клетями дополнительно прикладывают усилия, обеспечивающие компенсацию пружинепия.
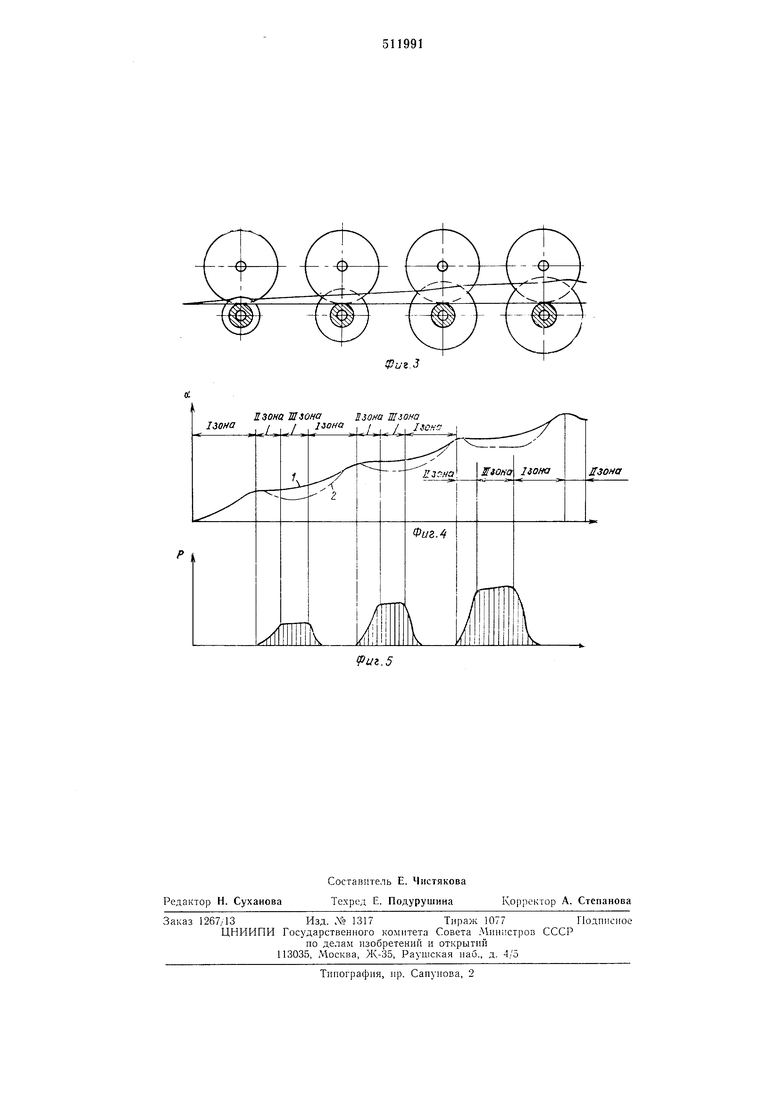
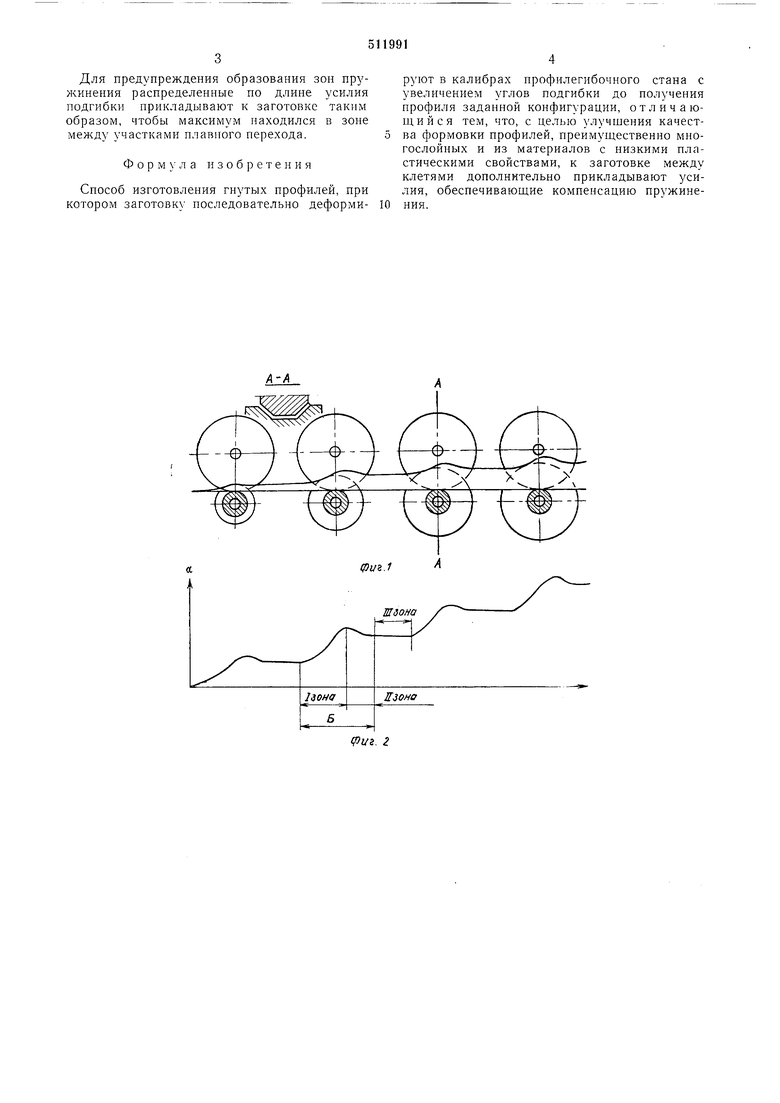
На фиг. 1 приведена схема формовки профиля по существующей технологии; на фиг. 2 - графики изменения углов подгибки вдоль линии профилирования; на фиг. 3 - схема формовки профиля по предлагаемой техпологии; на фиг. 4 - графики изменения углов подгибки вдоль линии профилирования при использовании предлагаемого способа (график 1) и известного способа (график 2); на фиг. 5 .- схемы приложения усилий подгибки к заготовке.
В соответствии с существующей технологией производства гнутых профилей в каждом технологическом проходе (каждой паре валков) создают свой участок, полностью изолированный от смежных участков Б плавного перехода, которой состоит из двух зон: I зоны нагрузки, характеризуемой непрерывным увеличением угла подгибки, и II зоны разгрузки или пружинения, характеризуемой уменьшением угла подгибки (см. фиг. 1 и 2). Зона IJI расположена между смежными участками Б плавного перехода.
По предлагаемому способу (см. фиг. 3-5) предусматривается устранение зоны разгрузки или пружинения путем приложения дополнительных сил подгибки Р в зонах между смежными участками плавного перехода (III зона) и пружинения (II зона), причем процесс формовки осуществляют таким образом, чтобы участок плавного перехода для всех клетей стана слился в один общий п состоял толыф 113 первых зон, характеризуемых непрерывным увеличением углов подгибки элементов профиля (см. фнг. 4, график 1).
Для предупреждения образования зон пружинения распределенные по длине усилия подгибки прикладывают к заготовке таким образом, чтобы максимум находился в зоне между участками плавного перехода.
Формула и 3 о б р е т е н и я
Способ изготовления гнутых профилей, при котором заготовку последовательно деформируют в калибрах профилегибочного стана с увеличением углов подгибки до получения профиля заданной конфигурации, отличающийся тем, что, с целью улучшения качества формовки профилей, преимущественно многослойных и из материалов с низкими пластическими свойствами, к заготовке между клетями дополнительно прикладывают усилия, обеспечивающие компенсацию пружинения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С ПЕРФОРИРОВАННЫМИ ОТВЕРСТИЯМИ | 2012 |
|
RU2503516C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ШВЕЛЛЕРОВ | 2007 |
|
RU2362642C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |