Изобретение -может быть применено при порезке металла на мерные длины и при подаче к ножницам более одного раската.
Известен механизм остановки проката, содержащий упор с приводом, расположенным на раме.
Цель изобретения - уменьшение отходов при групповой порезке раскатов на мерные длины.
Это достигается тем, что предлагаемый .механизм остановки проката снабжен дополнительными упорами, число которых равно количеству разрезаемых раскатов, причем каждый из устанавливается на строго определенное расстояние от режущей кромки
НОЖНИЦ.
После выхода из стана длина каждого раската измеряется. Данные о длинах задаются в быстродействующее автоматическое устройство, Которое устанавливает каждый шток на такое расстояние от режущей кромки ножниц, что из каждого отдельного раската вырезаются штанги необходимой длины, но с резкой величиной допуска, в пределах ГОСТа. Та-ким образом, раскрой каждого раската производится без отходов за счет различной величины допуска для каждого из разрезаемых раскатов. Фактически из каждого раската получаются щтанги разной длины, -но их общие длины находятся в пределах допусков.
Благодаря такому дифференциальиом - процессу разрезания раскатов на отдельные штанги отходы будут самыми минимальными, т. е. отрезаться будут передние и задние концы, которые, исходя из технологии ирокатного производства, имеют геОМетрцчсск ю фор.му, не соответствующую прокатываемому профилю.
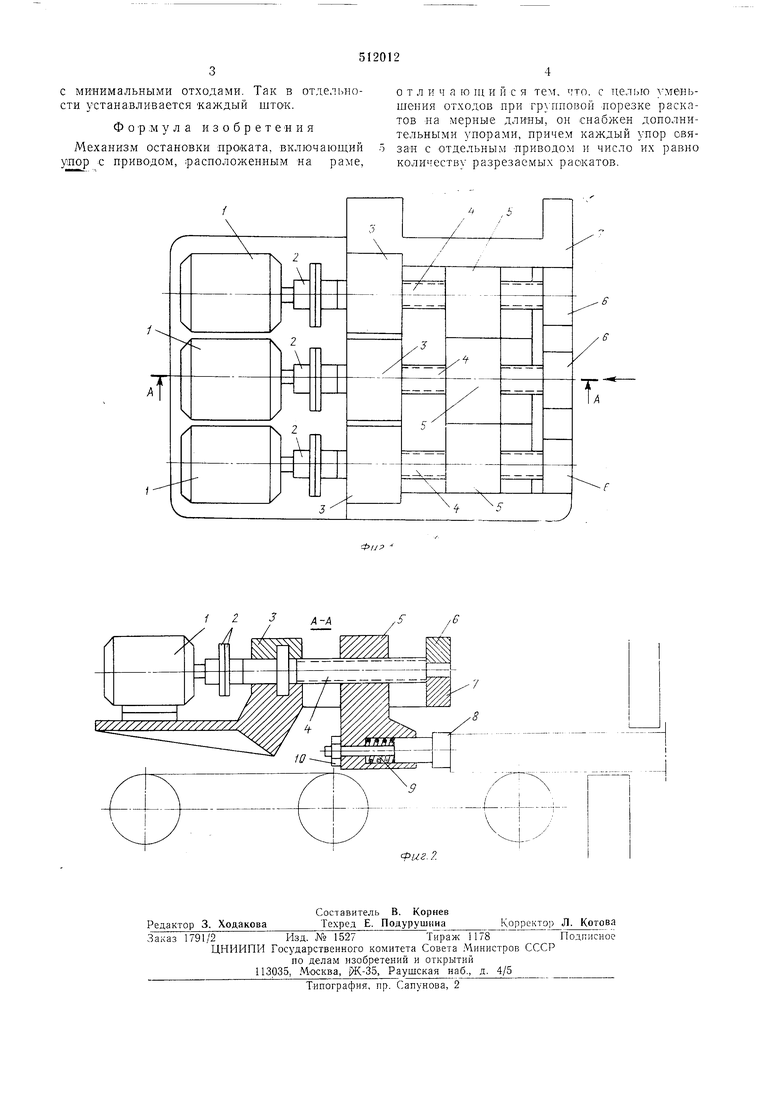
На фиг. 1 изображен многопозиционный )пор, общий вид; на фиг. 2 - разрез по А-А
на фиг. 1.
Устройство состоит из электродвигате.чя 1, муфты 2, верхней задней крышки 3, винта 4, направляющей 5, верхней передней крышки 6, рамы 7, щтока 8, пружины 9. гайки 10.
Многонозиционный упор устанавливается на определенном расстоянии от режущей кромки ножниц. В этот период все штоки находятся на одинаковом расстоянии от режущей кромки ножниц, т. е. на расстоянии,
равном номинальной длине отрезаемых штанг. Быстродействующее автоматическое устройство после расчетов, на какие длины необходимо разрезать каждый раскат, чтобы получить минимальные отходы, включает
электродвигатель 1, который вращает винт. Винт, вращаясь в гайке направляющей, перемещает ее в заданном .направлении (назад или вперед). Вместе с направляющей перемещается шток, который стгнавлизается на
таком расстоянии от режущей кромки ножнии,, что раскат разрезается на мерные длины
с минимальными отходами. Так в отдельности устанавливается каждый шток.
Фор .мула изобретеяия
Механизм остановки проката, включающий упор с приводом, ;расположенпым на раме,
о т л и ч а ю HI и и с я тем. что. с целью лмеиьшения отходов при гр т1повой порезке раскатов па мерные длины, он снабжен дополнительными упорами, причем каждый упор овязап с отдельным приводом и число их равно количеству разрезаемых раскатов.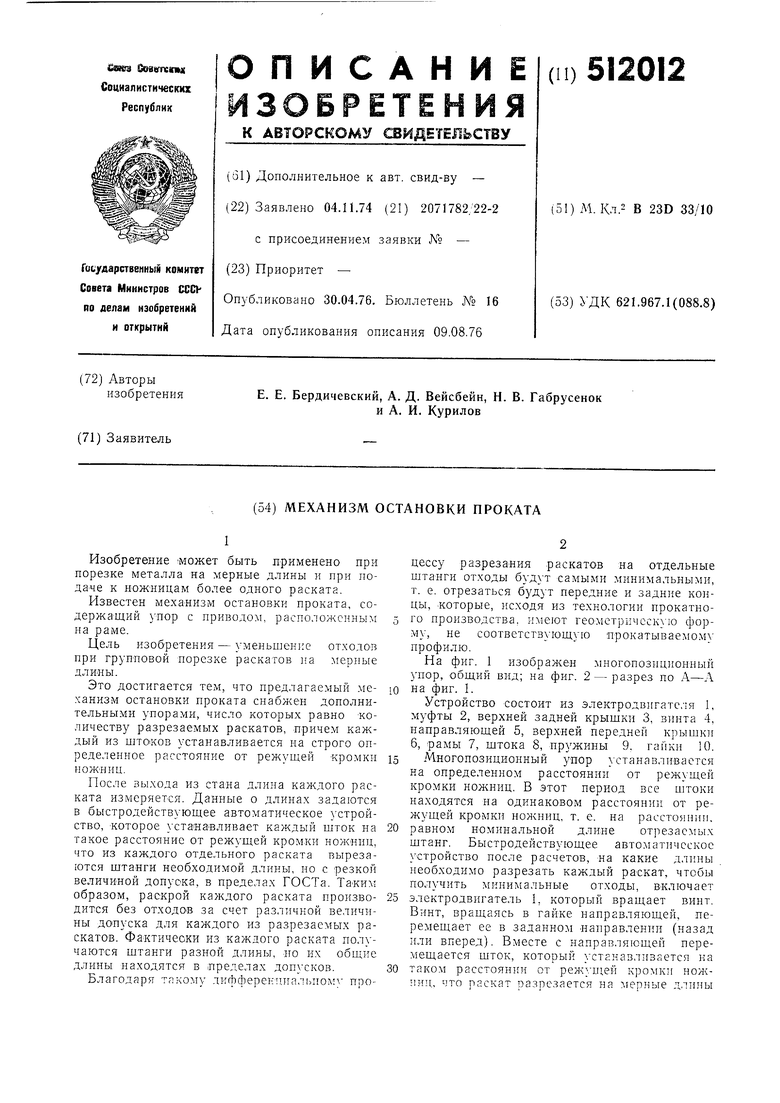
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОРЕЗКИ НА МЕРНЫЕ ДЛИНЫ ЛИСТОВОГО ПРОКАТА | 2007 |
|
RU2360773C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Способ разделения листового проката и установка для его осуществления | 1983 |
|
SU1373305A3 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2003 |
|
RU2238826C1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
1S
