Изобретение относится к переработке (отделке) полосового проката и может быть использовано при порезке полос на листы мерной длины относительно малой величины.
Для порезки на листы полосовой стали (обычно - смотанной в рулон) используются ножницы различных типов, в том числе летучие, разрезающие металл при его движении с большой скоростью. Летучие барабанные (двухбарабанные) ножницы весьма просты по конструкции и надежны в эксплуатации. Такие ножницы достаточно подробно описываются, например, в книге А.А.Королева “Конструкция и расчет машины и механизмов прокатных станов”. - М.: Металлургия, 1985, с.252-265. Так как длина разрезанного полосового металла обычно не менее 1 м, то число ножей, устанавливаемых на одном барабане, не превышает четырех; в противном случае пришлось бы применять барабаны больших диаметров с увеличением соответствующих габаритов ножниц.
Известны ножницы барабанного типа с выступающими во время резки ножами, у которых на верхнем барабане нож жестко закреплен в пазу посредством клиновой колодки, а в пазу нижнего барабана закреплена П-образная рамка с ножом, выдвигающимся автоматически в момент реза (см. патент США №3057239, кл. 83-337, опубл. 09.10.62 г.).
Известны также барабанные ножницы с механизмом пропуска реза, у которых верхний барабан выводится этим механизмом в нерабочее положение, а установка барабана в рабочее положение производится от кулачкового механизма через систему рычагов и тяг (см. патент США №3068731, кл. 83-305, опубл. 18.12.62 г.).
Недостатком известных барабанных ножниц является относительная сложность конструкции, что увеличивает продолжительность их настройки и повышает эксплуатационные расходы.
Наиболее близким аналогом к заявляемому устройству являются барабанные летучие ножницы по патенту РФ №2103117, кл. В 23 D 25/12 (с приор. от 08.07.96 г.), опубл. в БИ №3, 1998 г.
Эти ножницы, преимущественно для порезки на мерные длины стальных полос толщиной S 1,5 мм, содержат два барабана, в поперечных пазах которых закреплены посредством клиньев ножи, осуществляющие рез полосы, и характеризуются тем, что в каждом барабане разных диаметров установлен один нож, а грань паза со стороны ножей расположена на расстоянии (0,7... 1,4) S от вертикальной осевой плоскости барабанов, проходящей через указанный паз, причем на барабане большего диаметра выполнен дополнительный сквозной паз, а регулировка ножей осуществляется горизонтальными болтами.
Барабанные ножницы описанной конструкции непригодны для порезки относительно толстых полос (4... 5 мм) на листы мерной длины малой величины (90... 150 мм).
Действительно, как следует из описания указанного патента, эти барабанные ножницы предназначены для порезки стальных полос с S=0,3... 1,5 мм, а наличие только одной пары ножей делает невозможным получение полос длиной 150 мм (в этом случае требуемый диаметр барабана будет равен 150:π ≈ 48 мм, что абсолютно нереально).
Технической задачей предлагаемого изобретения является порезка относительно узких стальных полос на листы малой длины (90... 150 мм) без усложнения конструкции барабанных ножниц.
Для решения этой задачи у летучих барабанных ножниц, содержащих два барабана, в поперечных сквозных пазах которых закреплены посредством клиньев пары ножей, осуществляющих рез полосы, на барабанах установлены 6... 8 пар ножей, для крепления и регулирования каждого из которых клиньями выполнено по два паза, при этом режущие грани ножей наклонены под углом 83... 85° к их вертикальным граням и режущие кромки верхних и нижних ножей выполнены сходящимися при резе и равнонаклонными под углом 2... 3° к осям барабанов, а вертикальные грани стопорных клиньев выполнены в плане по дуге окружности; величина отношения Н:В может быть равной 2,4... 2,6, где Н - максимальная высота ножа, В - его ширина на середине высоты Н, а разность максимальной и минимальной ширин клиньев может быть в пределах 0,03... 0,05 их длины.
Приведенные соотношения некоторых параметров ножниц получены в результате обработки опытных данных и являются эмпирическими.
Сущность найденного технического решения заключается в увеличении числа пар ножей, что позволяет разрезать движущуюся полосу на элементы (листы) весьма малой длины. Кроме того, оба ножа каждой пары (верхний и нижний) выполнены наклонными к горизонтали с углом между их режущими гранями в пределах 4... 6° , что уменьшает усилие реза, снижает нагрузку на инструмент и повышает его износостойкость.
Выполнение же режущих граней ножей наклонными (по отношению к вертикальным граням ножей) улучшает качество реза, предотвращая появление заусенцев на поперечных торцах отрезанных частей полосы. Выполнение вертикальных граней стопорных клиньев по дуге окружности (в плане) делает возможной точную регулировку положения ножей в пазах, что также улучшает качество реза и снижает износ инструмента.
Найденные оптимальные соотношения Н:В ножей (см. выше) повышают их работоспособность, а рекомендуемая разница максимальной и минимальной ширины клиньев обеспечивает надлежащее крепление ножей в пазах при относительно небольшой величине перемещения клиньев по вертикали (это уменьшает глубину пазов в барабанах, облегчая их обработку при изготовлении ножниц).
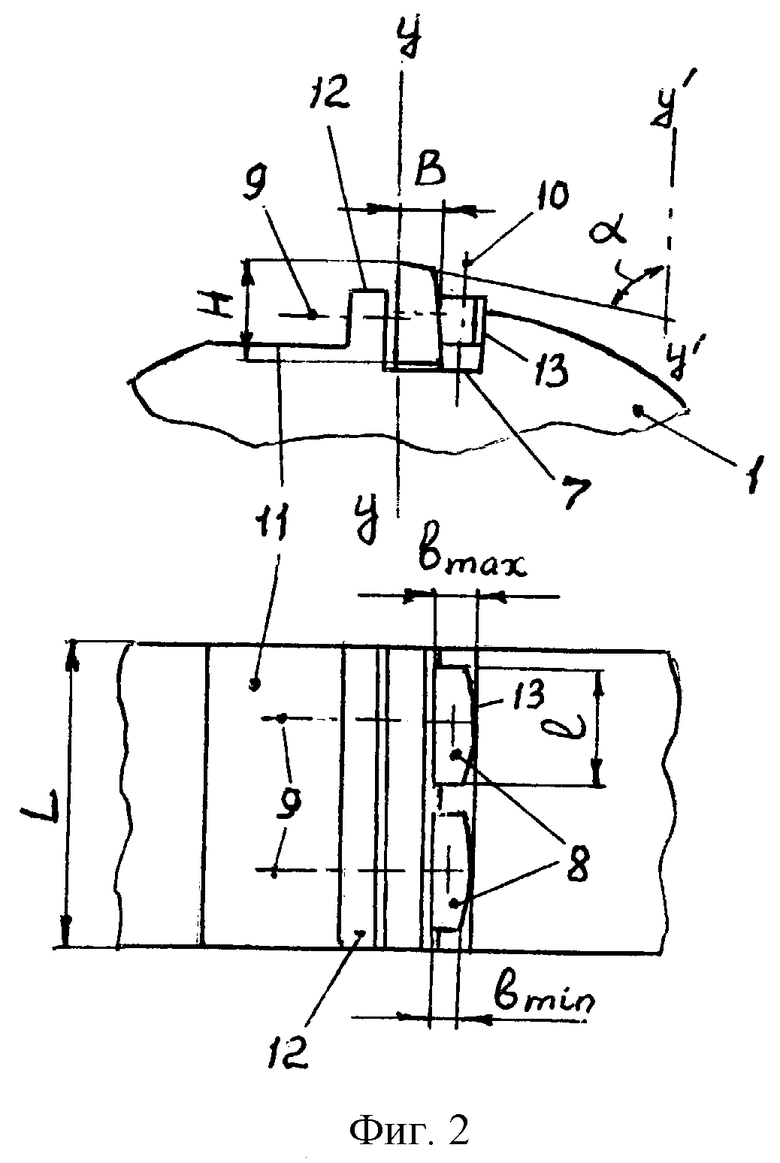
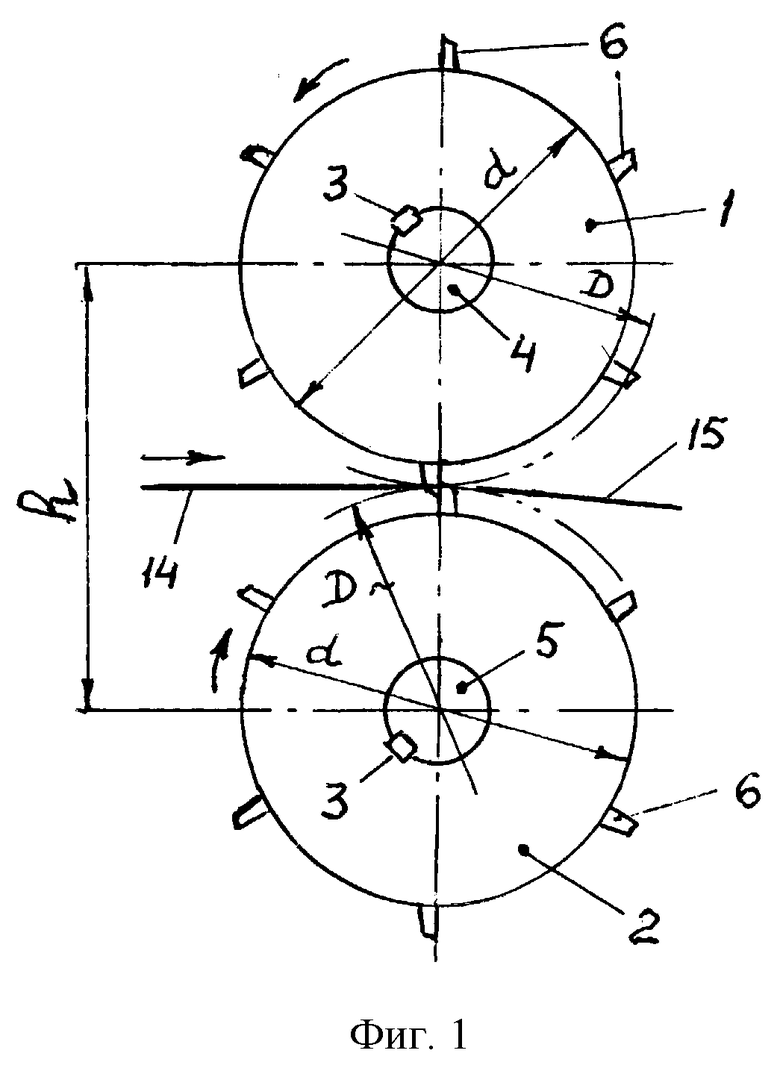
Предлагаемые летучие барабанные ножницы схематично показаны на фиг.1, а на фиг.2 - узел крепления режущего ножа.
Верхний 1 и нижний 2 барабаны ножниц имеют одинаковые диаметры d и закреплены шпонками 3 на валах 4 и 5, которые устанавливаются в станинах на подшипниках (не показаны), причем межосевое расстояние барабанов h=const. Нижний вал 5 соединен с приводом ножниц, а крутящий момент на верхний вал 4 передается шестернями, установленными на обоих валах.
Ножи 6 с углом наклона α =83... 85° (фиг.2) к их вертикальным граням y-y (или к вертикали y’-y’) установлены в продольных сквозных пазах 7 барабанов и фиксируются в них клиньями 8 длиной l, а также горизонтальными болтами 9. Перемещение клиньев по вертикали - с помощью болтов 10, а ножей 6 по горизонтали - болтами 9 и перемещением клиньев. Изменение положения ножей по вертикали - с помощью прокладок. Для облегчения вращения болтов 9 на барабанах выполнены дополнительные сквозные пазы 11, а указанные болты входят в отверстия стенки 12 между пазами 7 и 11. Вертикальная грань 13 каждого клина изогнута (в плане) по дуге окружности.
Рекомендуемое соотношение Н:В=2,4... 2,6 (см.фиг.2), а разность вmах-вmin=(0,03... 0,05)l.
Разрезаемая полоса 14 подается между вращающимися барабанами 1 и 2 (стрелками показаны направления движения полосы и вращения барабанов), ножи 6 которых разрезают ее на листы требуемой мерной длины 15. Очевидно, что при равенстве окружной скорости барабанов и скорости движения полосы длина отрезаемых ее частей 15 будет определяться величиной D диаметра окружности реза ножей 6 и количеством N пар ножей из соотношения
lотр=π · D:N.
Величину lотр можно варьировать изменением скорости вращения барабанов (в определенных пределах - см., например, книгу А.А.Королева “Механическое оборудование прокатных и трубных цехов”. - М.: Металлургия, 1987, с.124).
Опытную проверку предлагаемых барабанных ножниц осуществляли на профилегибочном агрегате 1-4х50-300 ЗАО “КГП” Магнитогорского меткомбината при порезке стальных полос шириной 90... 105 мм и толщиной 4... 5 мм с σ в до 650 МПа на мерные длины в пределах 90... 150 мм.
С этой целью на барабанных ножницах устанавливалось от 6 до 8 пар ножей с разными углами α (см.фиг.2), причем испытывались варианты конструкции с наклоном к горизонтали (к осям барабанов) в пределах 2... 3° только верхнего ножа, а также обоих ножей, и с различными величинами соотношения Н:В. Кроме того, варьировалась величина разности Δ =вmax-вmin у стопорных клиньев (их было по два для каждого ножа).
Наилучшие результаты (“разбег” длин отрезанных фрагментов полосы в пределах ±1,0 мм, отсутствие заусенцев на поперечных торцах этих фрагментов при максимальной длительности рабочей кампании режущего инструмента) получены при использовании барабанных ножниц предлагаемой конструкции. Другие варианты конструкции ухудшали полученные результаты.
Так, увеличение угла α до 86... 90° , во-первых, приводило к появлению торцевых заусенцев при порезке и, во-вторых, увеличивало нагрузку на ножи с уменьшением их износостойкости. Снижение износостойкости инструмента наблюдалось и при α <83° (из-за более быстрого “затупления” ножей).
Применение только верхнего наклонного ножа также увеличивало нагрузку на ножи (и привод) с известными отрицательными последствиями. Увеличение угла наклона верхних и нижних ножей к осям барабанов (до 4... 6° ) вызывало появление поперечных усилий при порезке и, в отдельных случаях, - недопустимое поперечное смещение полосы вдоль барабанов.
Выполнение стопорных клиньев с прямолинейными (в плане) вертикальными гранями затрудняло регулировку положения ножей в пазах, а также перемещение клиньев.
При порезке вышеуказанного сортамента полос были установлены наиболее приемлемые величины: Н:В=2,4... 2,6 и Δ =(0,03... 0,05)l.
Барабанные ножницы, взятые в качестве ближайшего аналога (см. выше), не испытывались, так как получение с их помощью мерных длин в пределах 90... 150 мм не представляется возможным. Таким образом, промышленные испытания подтвердили возможность использования заявляемого объекта для решения поставленной технической задачи.
По данным ЗАО "КГП" Магнитогорского меткомбината использование предлагаемых ножниц при изготовлении, например, деталей, применяемых при упаковке листового и сортового проката, повышает производительность в 1,5-2 раза (по сравнению с их производством на пресс-ножницах) без ухудшения качества изделий и снижает их себестоимость на 20... 30%.
Пример конкретного выполнения
Летучие барабанные ножницы, предназначенные для порезки стальных полос с σ в≤650 МПа толщиной S=4,5 мм и шириной 95 мм на листы длиной l=120 мм, имеют конструкцию, показанную на фиг.1 и 2.
Ножницы содержат два барабана длиной L=130 мм с семью парами ножей той же длины, у барабанов d=237 мм и D=267 мм.
Величина угла α ножей 84° ; режущие кромки каждого верхнего и нижнего ножа наклонены под углом 2,5° к оси барабана, т.е. угол между этими режущими кромками равен 2× 2,5° =5° .
Для крепления каждого ножа на барабане выполнено по два сквозных продольных паза, а каждый нож фиксируется двумя стопорными клиньями с l=50 мм и Δ вmax-вmin=0,041=0,04× 50=2 мм.
Высота ножа Н=45 мм, а его ширина на середине высоты (22,5 мм) - В=Н: 2,5=45:2,5=18 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2006 |
|
RU2314898C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| Барабанные летучие ножницы | 1982 |
|
SU1038113A1 |
| Барабанные ножницы для резки листового материала | 1982 |
|
SU1085707A1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
Изобретение может быть использовано для поперечной разрезки полосового проката на мерные длины. Ножницы содержат два барабана, в поперечных сквозных пазах которых закреплены посредством клиньев пары ножей. Общее количество ножей на каждом из барабанов - 6-8 пар. Режущие грани ножей наклонены под углом 83÷85° к их вертикальным граням, а режущие кромки верхних и нижних ножей выполнены сходящимися при резе и равнонаклонными под углом 2÷3° к осям барабанов. Вертикальные грани клиньев выполнены в плане по дуге окружности. Изобретение позволяет обеспечить возможность порезки относительно узких стальных полос на листы малой длины (90÷150 мм). 2 з.п. ф-лы, 2 ил.
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| US 3068731 A, 18.12.1962 | |||
| US 3057239 A, 09.10.1962. | |||

