1
Изобретение относится к автоматизации прокатного производства и може быть использовано на обжимных и крупносортных станах при раскрое пакетов сортового проката на стационарных ножницах.
Известно устройство для управления порезкой пакета стационарными ножницами, содержащее измеритель положения передних концов проката в виде ряда датчиков положения передних концов проката, счетчика, элемент сравнения, соединенный с ними, дешифратор, генератор импульсов, управляемый дешифратором, и схему совпадений 1. Это устройство позволяет уменьшить потери металла за счет отрезания первой пачки, в которой длина самого короткого .прутка больше минимального значения. Недостатком этого устройства является то, что оно не устраняет потерь металла при последнем резе.
Известно устройство для раскроя пакетов сортового проката, содержащее измеритель длины, соединенные между собой вычислительную машину и блоки управления упором, ножницами и подающим ,Л)1ь Гангом 2 . Недостатком этого устр)йства является
то, что оно не позволяет устранить потери металла, если отклонения длин раскатов в пакете превышает разницу между номинальной и минимальной длиной заготовки.
Кроме того, отсутствие контроля фактической длины отрезаемых заготовок или длины оставшейся части раскатов и коррекции по этим данным раскройного плана приводит к появлению отходов из-за накопления погрешностей при раскрое.
Целью изобретения является увеличение выхода годного проката при . порезке пакета раскатав различной длины.
Поставленная цель достигается тем что устройство снабжено блоком управления механизмом выборочной подачи раска- а, соединенным с блоком управления подающим рольгангом и с вычислительной машиной, блоком выбора программы раскроя, соединенным
25 с блоком управления механизма выборочной подачи раската и с вычислительной машиной, и блоком совпадений, соединенным с измерителем ;гпины с блоком управления ножницами и с
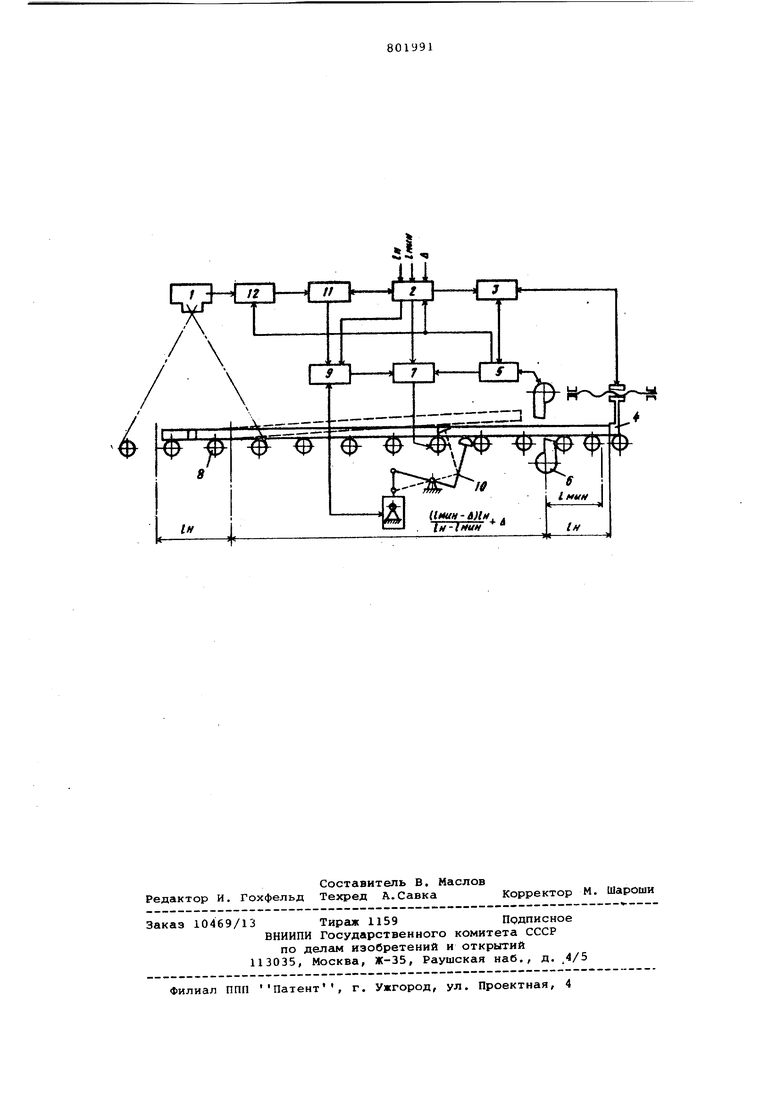
30 блоком выбора программы рлскгюя. На чертеже показана блок-схема устройства. Устройство .для раскроя пакетов сортового проката содержит иэмернтвль длины 1, а также вычислительную машину 2, блок 3 управления упором 4, блок 5 управления ножницами 6 и блок 7 управления подающим рольгангом 8, соединенн лми между собою, блок управления 9 механизма выборочной подачи 10, соединенный с блоком управления рольгангом и с вычислительной машиной, блок 11 выбора програмкы раскроя, соединенный с блоком управления механизма выборочной подачи и с вычислительной машиной, блок совпадений 12, соединенный с измерителем длины, с блоком управления ножницами и с блоком выбо ра программы раскроя. Работает устройство следующим образом. Перед началом работы в вычислител нун5 машину 2 вводятся данные о номинальной длине- заготовки Сц , минимальной длине заготовки Е-|у,и допускаемой погрешности раскроя Л . По исходным данным вычислительная машин дает команду в блок управления 3 упором о его установке 4 на расстояние ЕН от плоского реза ножниц 6 и определяет границы диапазона наимень ших длин остатков раскатов М), и maxi которые возможно еще разрезать без остатка на заготовки в пределах от CH до Cmlfi и передает эти данные в блок 11, расчет длин остатков р определяется по формулам Н МИН 1 мин-А)е, -4-&fe. Н МИН После установки упора 4 на заданном расстоянии ц от ножниц 6 пакет рас кате рольгангом 8 подается для порезки. В момент резки металла длины оставшихся частей раскатов, измерен ные измерителем 1, передаются через блок совпадений 12 в блок 11 выбора программы раскроя,,который осуществляет контроль за поступлением задн концов раскатов в рассчитанный интервал длин. Как только при очередном резе один из несколько задних концов раскатов окажутся в расчетно интервале длин, блок 11 выбора прог раскроя передает команду в 6JIOK 9 управления выборочной подачи на удержание механизмом о выборочной подачи концов раскатов перед ножницами 6 путем их подъема над рольгангом 9 и передает в вычислительную машину их фактические длины. Остальные раскаты продолжают резать на заготовки номинальной длины. После поступления в расчетный интервал длин задних концов всех раскатов; блок 11 выбора программы раскроя дает команду в вычислительную машину на изменение программы раскроя. Вычислительная машина определяет раскройный план каждого остатка, очередность порезки и выдает команды в блок 3 управления упором 4 и в блок управления механизма выборочной подачи. После разрезки последнего остатка вычислительная машина дает команду в блок 3 на установку упора 4 в исходное положение и устройство готово к порезке следующего пакета раскатов. Таким образом, устройство позволяет увеличить выход годного проката при раскрое пакета раскатов разной длины. Формула изобретения Устройство для раскроя пакетов сортового проката, содержащее измеритель длины, соединенные между собой вычислительную машину и блоки управления упором, ножницами и подающим рольгангом, о т л и ч а ющ е е с я тем, что, с целью увеличения выхода годного при раскрое пакета раскатов различной длины, оно снабжено блоком управления механизмом выборочной подачи раската, соединенным с блоком управления подающим рольгангом и с вычислительной машиной, блоком выбора программы раскроя, соединенным с блоком управления механизмом выборочной подачи раската и с вычислительной машиной, и блок совпадений, соединенным с измерителем , с блоком управления ножницами и с блоком выбора программы раскроя. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 529020, кл. В 23 D 15/12, 1973. 2.Авторское свидетельство СССР 223725, кл. В 21 В 37/00, 1966. If 1 -f 
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Устройство для раскроя раскатов впАКЕТАХ | 1978 |
|
SU841810A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |