(54) ПРЕСС-НОЖНИЦЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Устройство для мерной резки проката | 1980 |
|
SU998008A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Ножницы сортовые для резки металлических заготовок | 1975 |
|
SU531671A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
1
Изобретение относится к кузнечно-прессовому оборудованию, а именно к металлообрабатывающим станкам, предназначенным для резки сортового проката, в том числе в горячем состоянии, на мерные заготовки.
Известны пресс-ножницы для резки сортового проката на мерные заготовки, содержащие верхний и нижний ножи, механизмы зажима проката и отрезаемой заготовки и упор для проката, смонтированный на приводном винте посредством гайки.
В известных пресс-ножницах концевЬй остаток так же, как и разрезанная перед этим на заготовки штанга (стандартный пруток проката) подается в ножи на длину мерной заготовки (до упора), а немерный остаток зажимается дополнительным прижимом, предотвращающим опрокидывание концевого остатка. За счет этого несколько повышается выход годных заготовок
Недостатком известных пресс-ножниц является все-таки довольно большой процент концевых остатков, идущих в отходы, хотя они и превышают длину заготовки. Это объясняется тем, что от плоскости реза до дополнительного прижима, предотвращающего
опрокидывание концевого остатка в процессе резки, довольно значительное расстояние. Поэтому, если немерный остаток короче этого расстояния (концевой остаток проката равен сумме длины мерной заготовки 5 и длины немерного остатка), то дополнительный прижим не удерживает концевой остаток от опрокидывания при отрезке от него мерной заготовки и, значит, резать такой остаток нельзя. Если же приблизить дополнительный прижим к плоскости реза, что снижается его эффективность по предотвращению опрокидывания концевого остатка. Кроме того, за слишком короткий конец никакой прижим не удержит остаток прутка, так как при попытке реза зажатый 15 конец деформируется и выворачивается не отрезаясь.
В результате этого те концевые остатки проката, которые короче двух длин мерной заготовки, идут целиком в отходы, хотя от каждого из них можно было бы отрезать
20 одну мерную заготовку.
Цель лзобретения - повышение выхода годного.
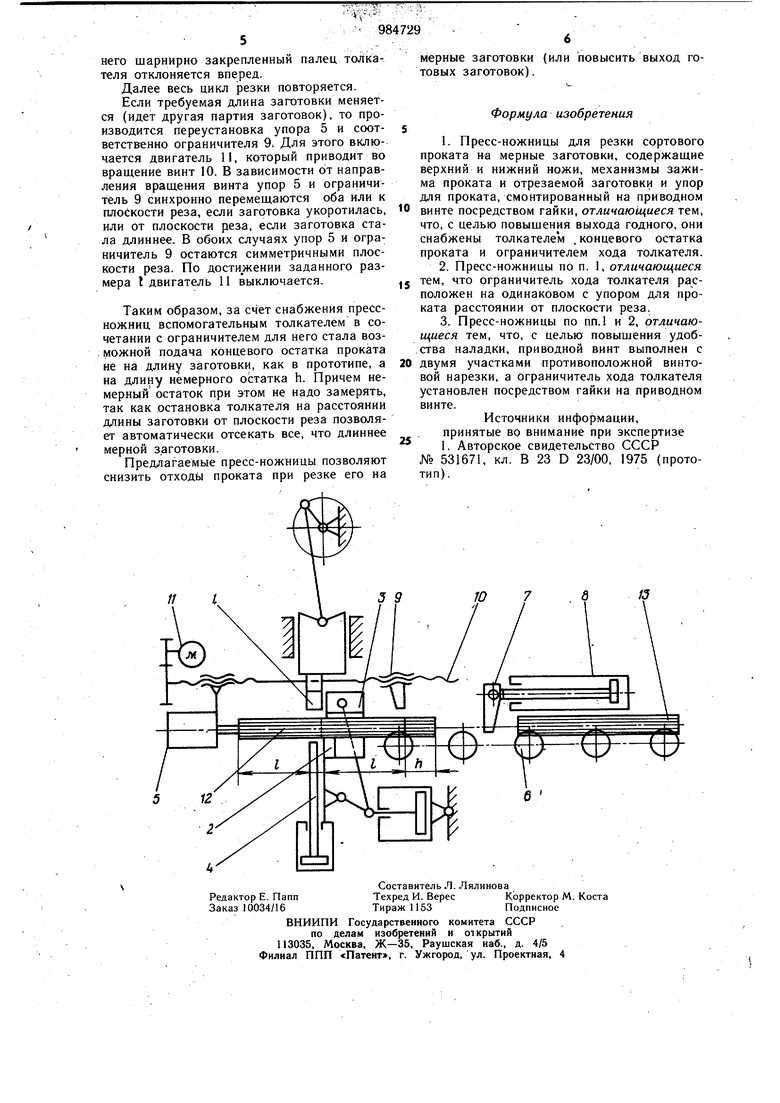
Поставленная цель достигается тем, что пресс-ножницы для резки сортового проката на мерные заготовки, содержащие верхиий и нижний ножи, механизм зажима проката и отрезаемой заготовки и упор для проката, смонтированный на приводном винте посредством гайки, снабжены толкателем концевого остатка проката и ограничителем хода толкателя. Ограничитель хода толкателя расположен на одинаковом с упором для проката расстоянии от плоскости реза. С целью повышения удобства наладки, приводной винт выполнен с двумя участками противоположной винтовой нарезки, а ограничитель хода толкателя установлен посредством гайки на приводном винте. На чертеже схематически изображены пресс-.. Пресс-ножницы содержат смонтированный на связанном с приводом ползуне, подвижный верхний нож 1 и смонтированный на станине неподвижный нижний нож 2. 8процессе резки прутка ножи 1 и 2 взаимодействуют в плоскости реза. Пресс-ножницы содержат также механизм 3 зажима прутка с приводом от силового цилиндра, механизм 4 зажима отрезаемой заготовки и передний упор 5 для прутка. Для свободного выталкивания из ножей отрезанных заготовок упор 5 выполнен в виде штока силового цилиндра. Для подачи прутка в зону резания служит рольганг 6, а для подачи короткого концевого остатка пресс ножницы снабжены толкателем 7, который выполнен в виде пальца, шарнирно смонтированного на штоке приводного гидроцилиндра 8. Шарнирное соединение пальца со штоком выполнено так, что позволяет пальцу поворачиваться вокруг шарнира от вертикального положения только вперед и на угол 90°. Для ограничения хода толкателя 7 в сторону ножей ножницы снабженБ ограничителем 9. Ограничитель 9 связан с упором 5 (с его цилиндром) ходовым винтом 10, на котором выполнены два участка с разнонаправлен. ной винтовой нарезкой одинакового шага (левая и правая резьба), например, для упора 5 правая нарезка, а для ограничителя 9- левая (или наоборот). Винт 10 зубчатой передачи связан с электродвигателем 11. (В упрощенном варианте упор 5 и ограничитель 9 могут быть вьшолнены переставными индивидуально вручную, например вдоль пазов. Винт 10 может быть и с ручным приводом). Рабочие торцы упора 5 и органичителя 9 расположены в данном случае на одинаковом расстоянии, равном длине Е отрезаемой заготовки, от плоскости реза. (Могут встретиться случаи, когда по конструктивным соображениям, например из-за недостатка места, ограничитель 9 может быть установлен на большем чем длина Е расстоянии от плоскости реза. В этом случае он .будет взаимодействовать не с пальцем толкателя 7, а с выносным элементом (упором), жестко связанным с толкателем 7 и удаленным от торца толкателя настолько же, насколько ограничитель 9 удален от указанного здесь расстояния Р. (Но и в этом случае упор 5 и ограничитель 9 могут быть связаны с винтом 10). Пресс-ножницы работают следующим образом. Рольгангом 6 длинномерный пруток, нагретый до пластичного состояния, подается в зону резания до контакта с упором 5 (в цилиндр подается давление, что жёстко фиксирует упор). Пруток зажимается механизмом 3, а отрезаемая часть (будущая заготовка) - механизмом 4. Под действием привода нож 1 опускается вниз и во взаимодействии с ножом 2 отрезает (сдвигает) заготовку 12 длиной Е,которая после освобождения от зажима механизмами 3 и 4 движущимся прутком (рольганг работает непрерывно) выталкивается, например, в лоток. При этом давление из цилиндра упора сбрасывается, и упор, отходя, не препятствует выталкиванию заготовки. Пруток подается рольгангом опять до упора 5, отрезается следующая заготовка и так до тех пор, пока останется короткий концевой остаток, длина которого короче двух мерных заготовок, т. е. когда (E+h)2E. (На чертеже зафиксировано положение, предшествующее моменту отрезки предпоследней заготовки. После этого реза остается концевой остаток, равный E+h, который подается на длину h толкателем 7). Тогда рольганг 6 выключается, а концевой остаток подается в ножи толкателем 7. Для этого в поршневую полость гидроцилиндра 8 подается рабочее давление, шток перемещает толкатель 7 в сторону ножей и перемещает концевой остаток. Столкнув.шись с ограничителем 9, толкатель прекрац,ает движение. Так как ограничитель 9 расположен на расстоянии Е от плоскости реза, то концевой остаток (С-ЬН) в этот момент занимает положение, при котором часть его длины, равная мерной заготовке , остается перед плоскостью реза (справа по чертежу), а часть длины, представляющая собой немерный остаток h, проходит на плоскость реза. прототипе и всех известных ножницах перед плоскостью реза остается немерный остаток h, а длина f проходит за плоскость реза). Далее происходит отрезка ножами немерного остатка h, а справа от ножей остается мерная заготовка t После этого рабочее давление подается в .щтоковую полость цилиндра 8, толкатель 7 возвращается в исходное положение. Одновременно с этим включается рольганг 6, подающий в зону резания следующий пруток 13. При этом толкатель 7 не мешает продвижению прутка 13, так как под воздействием послед
