1
Изобретение относится к производству толстостенных изделий методом высокочастотной сварки.
Известны способы высокочастотной сварки, при которых предварительно обрабатывают кромки, подводят к ним высокочастотную энер|Гию и сжимают.
В известных способах в силу закона распределения плотности тока в поперечном сечении свариваемых труб имеет место неравномерный нагрев кромок.
При сдавливании разогретых кромок, особенно большой толщины (свыше 6 мм), затрудняется выдавливание окисной пленки из средней зоны сварного соединения, что приводит к непроварам в средней части сварного шва и наличию окионых включений, т. е. ухудшению качества сварного соединения.
При известных способах обработки свариваемых кромок их форма разделки не учитывает материала, из которого изготавливается свариваемое изделие, а также толш,ины стенок.
Целью изобретения является улучшение качества сварного соединения путем предотвращения непровара в средней части сварного щва и удаления окисных включений.
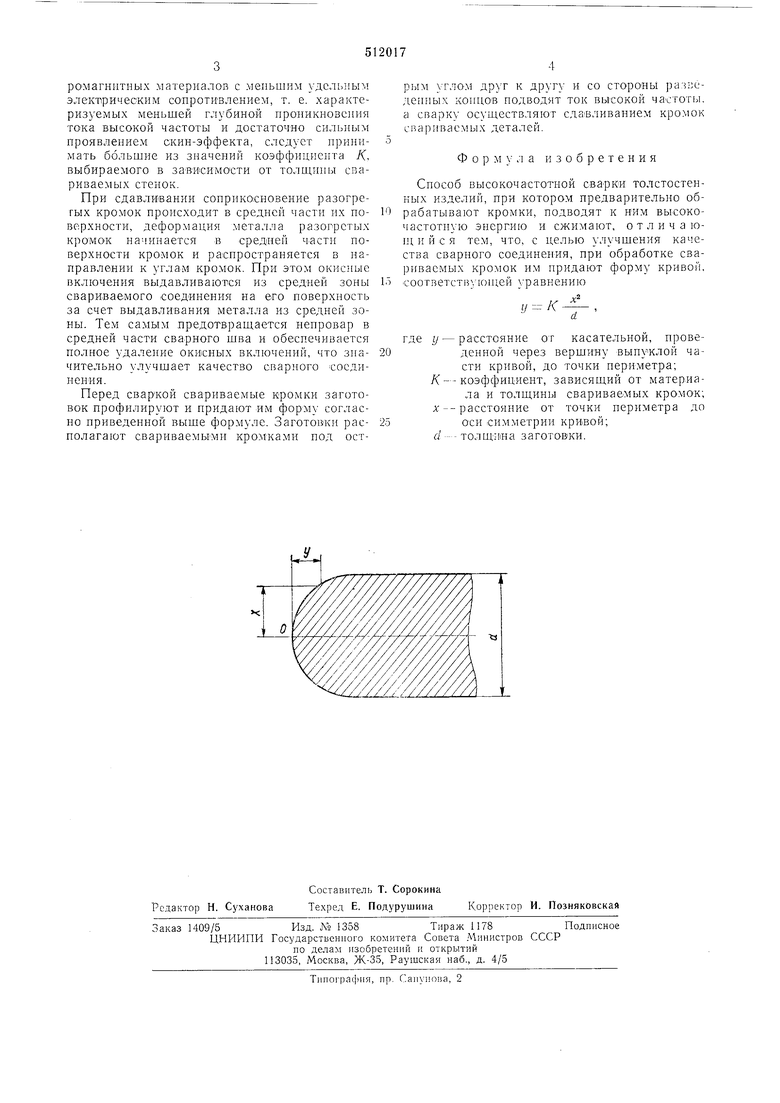
Это достигается за счет того, что по предлагаемому способу при обработке свариваемых кромок им придают форму кривой, соответствующей уравнению
1-2
.
где у - расстояние от касательной, проведенной через вершину выпуклой фигуры, до точки периметра;
/С - коэффициент, зависящий от материала и толщины свариваемых кромок;X - расстояние от точки периметра до оси
симметрии кривой; d - толщина заготовки.
Предлагаемый способ иллюстрируется чертежом, на котором показана свариваемая в сечении.
Оптимальное значение коэффициента /С определяется сочетанием таких факторов, как толщина свариваемых кромок и материал, из которого изготавливается изделие.
Так, например, для толщин стенок 4-10мм значение коэффициента /С колеблется в интервале 0,5-1,2; в то время как для большей толщины значение К может принимать значение 0,5-2,0.
Для материалов, требующих приложения
большего удельного давления, обладающих
меньшей пластичностью в нагретом состоянии,
меньшей теплопроводностью, а также для форрОмагнитных материалов с меньшим удельным электрическим сопротивлением, т. е. характеризуемых меньшей глубиной нроликнозсния тока высокой ча.стоты и достаточно сильным проявлением скин-эффекта, следует нрииимать большие из значений коэффициента /С, выбираемого в зависимости от толщины свариваемых стенок.
При сдавливании соприкосновение разогретых кромок происходит в средней части их новерхности, деформация металла разогретых кромОК начинается в средней новерхности кромок и распространяется в направлении к углам кромок. При этом окисные включения выдавливаются из средней зоны свариваемого соединения на его поверхность за счет выдавливания металла из средней зоны. Тем самым предотвращается непровар в средней части сварного шва и обеспечивается полное удаление окиспых включений, что значительно улучшает качество сварного соединен ия.
Перед сваркой свариваемые кромки заготовок профилируют и придают им форму согласно приведенной выше формуле. Заготовки располагают свариваемыми кромками под острым угло-м друг к другу и со стороны разведенных концоВ подводят ток высокой частот,, а сварку осуществляют сда вливанием кромок с Г5 а р п в а е м ы X д е т а л е и.
Формула изобретения
Способ высокочастотной сварки толстостенных изделий, при котором предварительно обрабатывают КрОЛГКИ, подводят к НИМ ВЫСОКОчастотную энергию и сжима от, о т л и ч а ощийся тем, что, с целью улучшения качества сварного соединения, при обработке свариваемых кромок им придают форму кривой. соответству он1ей уравнени о
/
,
где у-расстояние от касательной, проведенной через вершину выпуклой части кривой, до точки периметра;
/С--коэффициент, зависящий от материала и толщины свариваемых кромок;
А--расстояние от точки периметра до оси симметрии кривой;
d- толщина заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки изделий типа "поверхность-ребро | 1983 |
|
SU1107984A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| Способ оценки склонности металла шва к окисным непроварам и включениям | 1974 |
|
SU548401A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| В П ТБ ФОНД енооЕртое | 1973 |
|
SU396216A1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1973 |
|
SU385644A1 |
| Способ контактной стыковой сварки оплавлением разнотолщинных деталей | 1983 |
|
SU1094697A1 |
