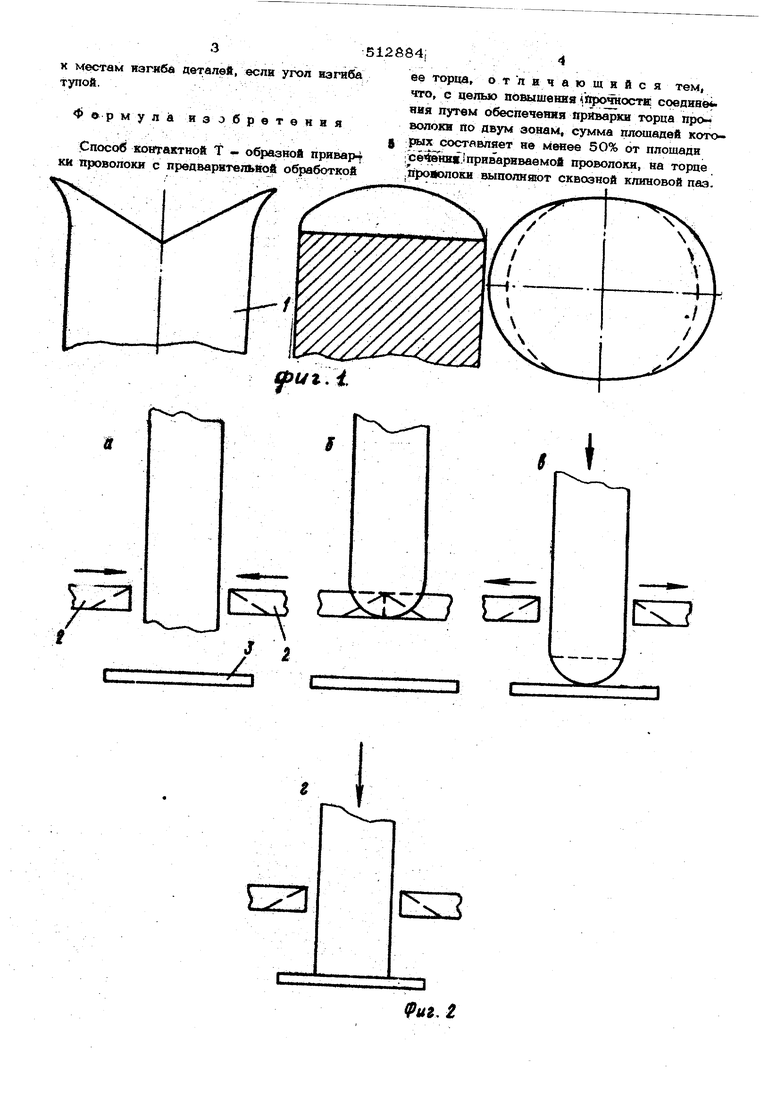
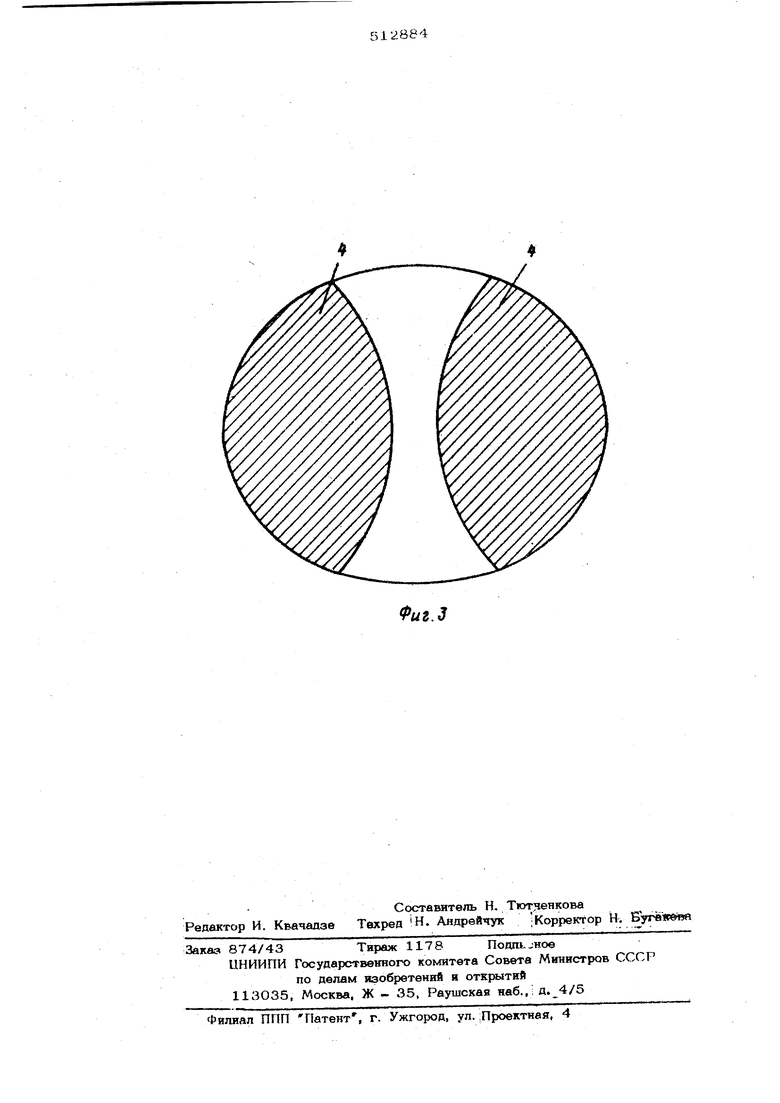
35 X местам изгиба деталей, если угол изгиба тупой. Формула и э обретения (Способ контактной Т - образной приввр4 ки ттроволоки с предварительной обработкой 2S84j ее торца, отличающийся тем, что/с целью пбш 1шения соедине ПИЯ путекс обеспечения приварки ториа про волоки по двум зонам, сумма плошадей котоg рых составляет не менее 50% от плошади ;се1 нш1. привариваемой проволоки, на торце Пройолоки выполняют сквозной клиновой паз.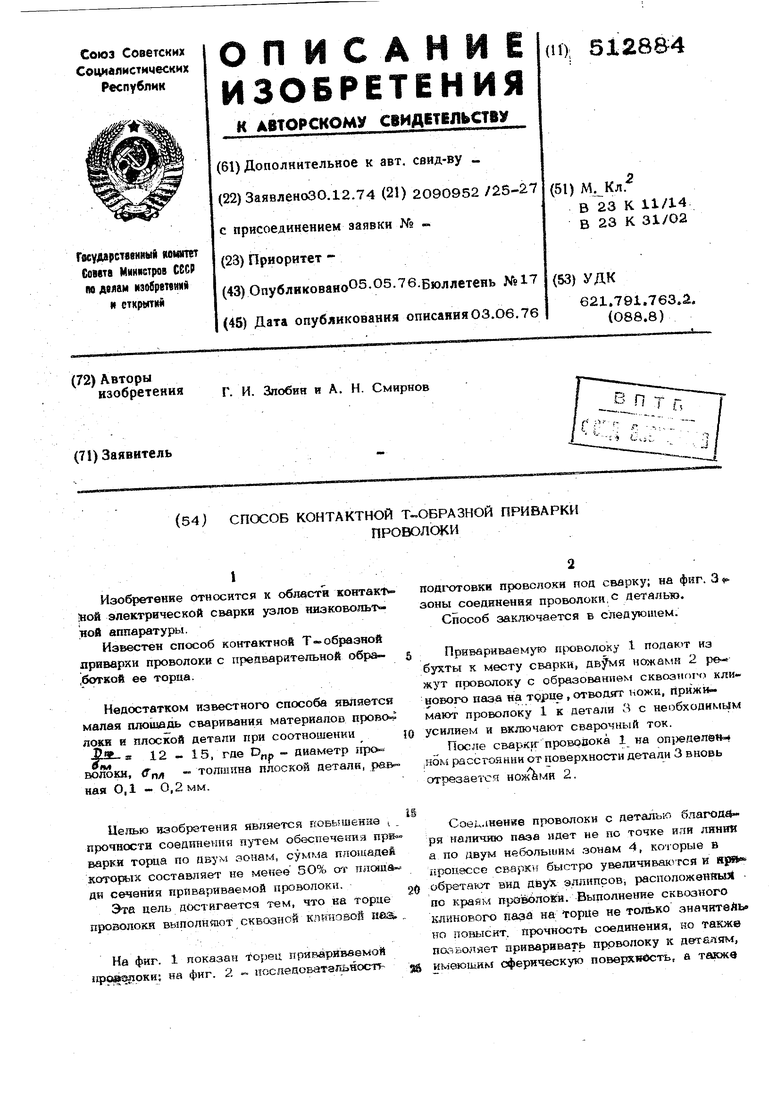
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухретешковый вытяжной аппарат высокой вытяжки | 1946 |
|
SU69902A1 |
| Способ отрезки | 1986 |
|
SU1388147A2 |
| Способ сварки плавлением | 1977 |
|
SU662298A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU893462A1 |
| Электрод для дуговой и плазменной обработки | 1975 |
|
SU639201A1 |
| Форсунка для орошения очагов пылеобразования | 1984 |
|
SU1218135A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| Устройство для высокочастной сварки давлением | 1976 |
|
SU591284A1 |
| Уплотнение вращающегося вала | 1977 |
|
SU621926A1 |
| Способ измерения площади фактического контакта | 1975 |
|
SU569912A1 |
1 FC1 r ..- л г
Е23
С
, с
иг, 2 ZTSri СЗ
W2.J
