(54) СПОСОБ ВЫСОКОЧАСТОТНОЙ саыковоП
СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| Способ контактной стыковой сварки оплавлением | 2017 |
|
RU2644484C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
| Способ высокочастотной сварки давлением и устройство для его осуществления | 1977 |
|
SU737163A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
1
Способ относится к высокочастотной стыковой сварке металлических изделий, например труб, и может быть использован в энергетической, судостроительной и других отраслях промышленности .
Известен способ высокочастотной стыковой сварки, при котором торцы деталей устанавливают с зазором, нагревают их токами высокой частоты с помощью нагревательного устройства и осаживают.
Известный способ обеспечивает получение сварных соединений высокого качества. При правильном выборе частоты сварочного тока на торцах свариваемых труб образуется тонкая пленка расплавленного металла, окислы и включения удаляются из зоны сварки при осадке. Образующийся при этом град значительно меньше, чем при других известных способах сварки, и не снижает качества соединения ± .
Недостатком известного способа является то, что он применим только с поворотными стыками, т.е. когда свариваемые детгши приводятся во вращени вокруг продольной оси в процессе сварки. Объясняется это тем, что при нагреве труб за счет автоконцентрации тока высокой частоты наблюдается принципиальная неравномерность распределения энергии по периметру трубы. В зоце подвода контактов поверхность торцев практически не нагревается, .а нагрев имеет место на участках периметра трубы, находящихся посередине между контактами. Для достижения равномерного
10 распределения энергии и получения сварного соединения высокого качества необходимо вращение труб относительно токоподводов. При постоянной угловой скорости равномерность нагре15ва достигается независимо от распределения энергии в статическом состоянии.
Существует значительная номенклатура изделий, которые не могут быть
20 приведены во вращение. Это, например, трубы в виде змеевиков, различного рода гнутые изделия и т.п.
Цель изобретения - расширение области применения способа.
25
Поставленная цель достигается тем, что в способе высокочастотной стыковой сварки, при котором торцы деталей устанавливают с зазором, нагревают их токами высокой частоты и осаживают, в процессе нагрева осу30
ществляют колебательные перемещения нагревательного устройства на угол не менее в плоскости свариваемого , а величину сварочного тока изменяют пропорционально абсолютной величине скорости колебательного движения,
Невозможно обеспечить равномерность нагр.ева торцов труб при неравномерном распределенииэнергии по ее периметру и непостоянство угловой скорости перемещения Токоподводов. Этим объясняется необходимость изменения сварочного тока.
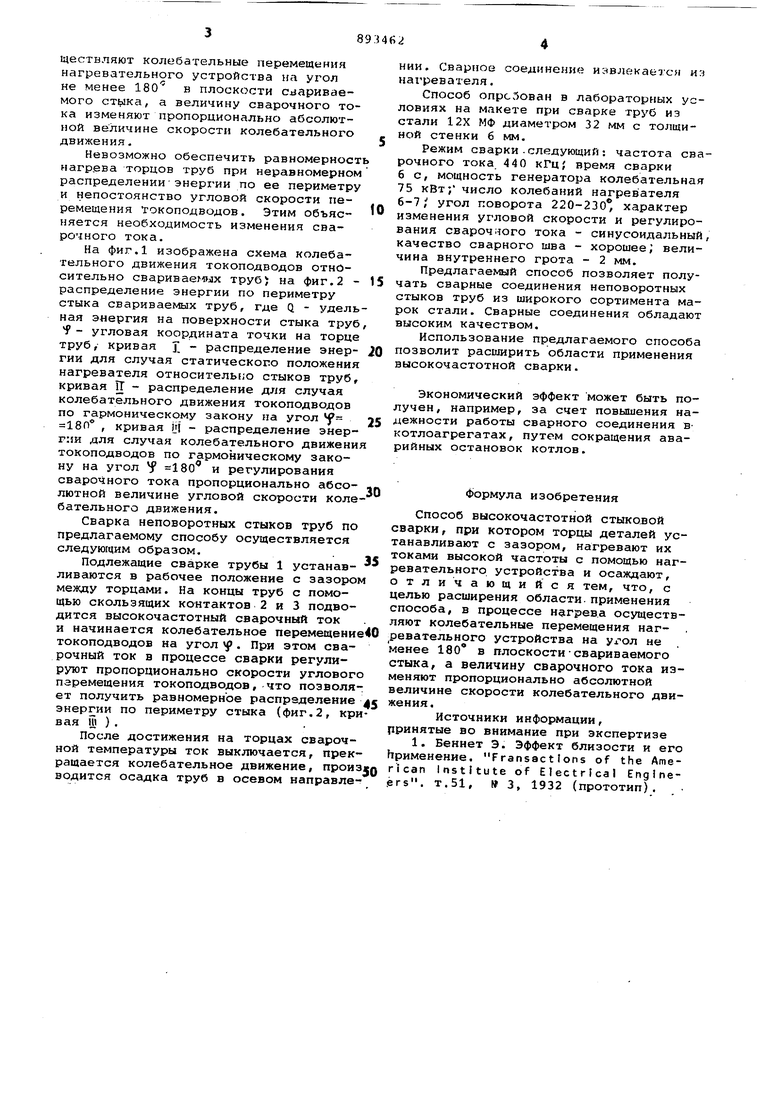
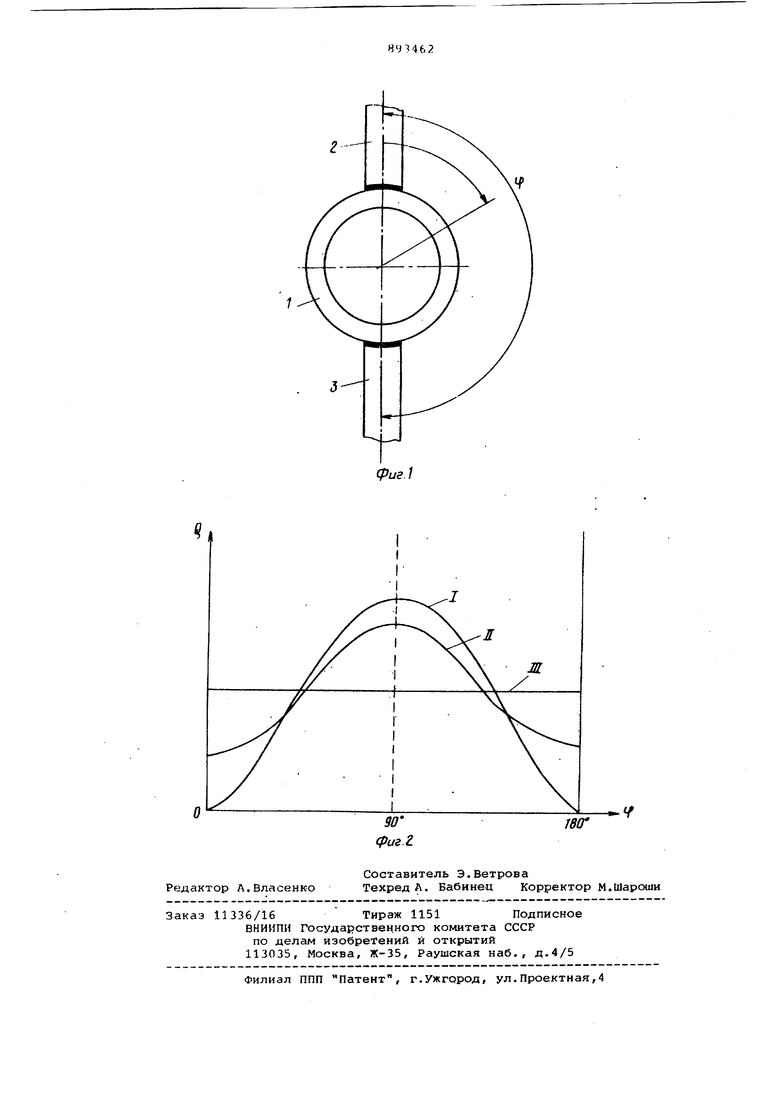
На фиг.1 изображена схема колебательного движения ТОКОПОДВОДОВ относительно сваривае адх труб) на фиг.2 распределение энергии по периметру стыка свариваемых труб, где Q - удельная энергия на поверхности стыка труб - угловая координата точки на торце труб, кривая I, - распределение энергии для случая статического положения нагревателя относителыю стыков труб, кривая ГГ - распределение для случая колебательного движения токоподводов по гармоническому закону на угол 18П , кривая IJ - распределение энергии для случая колебательного движени токоподводов по гармоническому закону на угол f 180 и регулирования свароч;ного тока пропорционально абсолютной величине угловой скорости колебательного движения. Сварка неповоротных стыков труб по предлагаемому способу осуществляется следующим образом.. Подлежащие сварке трубы 1 устанавливаются в рабочее положение с зазором между торцами. На концы труб с помощью скользящих контактов 2 и 3 подводится высокочастотный сварочный ток и начинается колебательное перемещение токоподводов на угол р. При этом сварочный ток в процессе сварки регулируют пропорционально скорости углового пзремещения токоподводов, что позволяет получить равномерное распределение энергии по периметру стыка (фиг,2, кри вая ш ) . После достижения на торцах сварочной температуры ток выключается, прек ращается колебательное движение, прои водится осадка труб в осевом направле
НИИ, Сварное соединение извлекается из нагревателя.
Способ опрс5ован в лабораторных условиях на макете при сварке труб из стали 12Х МФ диаметром 32 мм с толщиной стенки б мм.
Режим сварки-следующий: частота сварочного тока 440 кГц; время сварки 6 с, мощность генератора колебательная 75 кВт; число колебаний нагревателя 6-7/ угол поворота 220-230 характер изменения угловой скорости и регулирования свароч1юго тока - синусоидальный качество сварного шва - хорошее; величина внутреннего грота - 2 мм.
Предлагаемый способ позволяет получать сварные соединения неповоротных стыков труб из широкого сортимента марок стали. Сварные соединения обладают высоким качеством.
Использование предлагаемого способа позволит расширить области применения высокочастотной сварки.
Экономический эффект может быть получен, например, за счет повышения надежности работы сварного соединения вкотлоагрегатах, путем сокращения аварийных остановок котлов. Формула изобретения Способ высокочастотной стыковой сварки, при котором торцы деталей устанавливают с зазором, нагревают их токами высокой частоты с помощью нагревательного устройства и осаждают, отличающийся тем, что, с целью расширения области, применения способа, в процессе нагрева осуществляют колебательные перемещения наг ревательного устройства на угол не менее 180 в плоскости-свариваемого стыка, а величину сварочного тока изменяют пропорционально абсолютной величине скорости колебательного движения. Источники информации, принятые во внимание при экспертизе 1. Беннет Э, Эффект близости и его Применение. Fransacttons of the American Institute of Electrical Englne,ers. T.51, 3, 1932 (прототип).
