со
00
оо
4 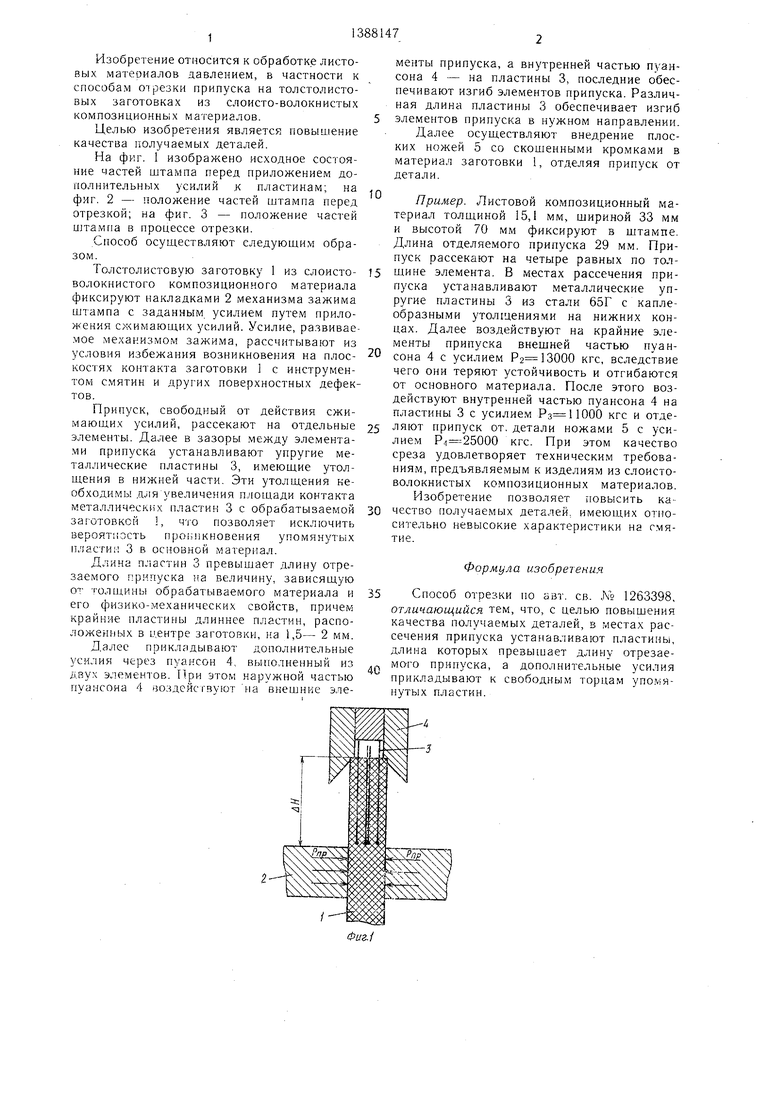
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отрезки | 1985 |
|
SU1263398A1 |
| Способ обрезки припуска | 1985 |
|
SU1377163A1 |
| Способ отрезки припуска | 1986 |
|
SU1488186A1 |
| Способ отрезки | 1991 |
|
SU1759505A2 |
| Способ обрезки припуска по контуру листовых заготовок | 1988 |
|
SU1669715A1 |
| СПОСОБ ОТРЕЗКИ ПРИПУСКА | 1992 |
|
RU2090355C1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И ДЕТАЛЬ ИЗ ГИБРИДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2019 |
|
RU2708862C1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Способ пробивки цилиндрических отверстий | 1983 |
|
SU1140855A1 |
Изобретение относится к области обработки металлов давлением, в частности к способам отрезки припуска на толстолистовых заготовках из слоисто-волокнистых композиционных материалов. Цель - повышение качества получаемых деталей. Толстостенную заготовку из слоисто-волокнистого композиционного материала фикоцпют накладками механизма зажима iiiTaMiia с заданным усилием. Припуск, п оболный от действия сжимающих усилий, рассекают па отдельные элементы. Далее в зазоры между элементами припуска устанавливают упругие металлические пластины с утолпге- ниями в нижней части. Прик.чадывают усп- лие к внешним элементам припуска и к пластинам, которые обеспечивают изгиб припуска. Различная длина иластин обеспечивает Изгиб элементов ipnnycKa в нужном направлении. Затем осуид,ествляют внед- рение плоских ножей в материал заготовки, отделяя припуск от детали. Использование упругих металлических пластин позволит повысить качество получаемых деталей из материала, имеющего относительно невысокие характеристики на смятие. 3 ил. со W
Ю
Изобретение относится к обработке листовых материалов давление1и, в частности к способам отрезки припуска на толстолистовых заготовках из слоисто-волокнистых композиционных материалов.
Целью изобретения является повышение качества получаемых деталей.
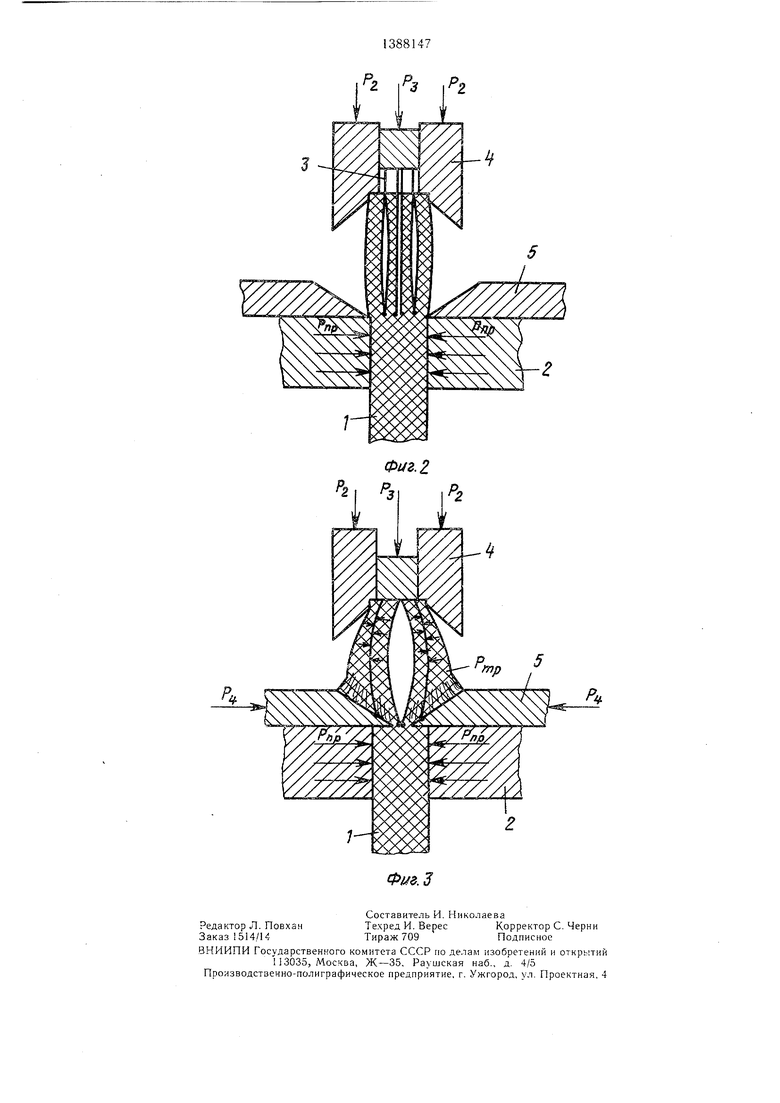
На фиг. 1 изображено исходное состояние частей штампа перед приложением дополнительных усилий к пластинам; на фиг. 2 - положение частей штампа перед отрезкой; на фиг. 3 - положение частей UJTaMTia в процессе отрезки.
Способ осуш.ествляют следующим образом.
Толстолистовую заготовку 1 из слоисто- волокнистого композиционного материала фиксируют накладками 2 механизма зажима штампа с заданным усилием путем приложения сжимаюших усилий. Усилие, развивае- .мое механизмом зажима, рассчитывают из условия избежания возникновения на плоскостях контакта заготовки 1 с инструментом смятин и других поверхностных дефектов.
Припуск, свободный от действия сжи- маюнлих усилий, рассекают на отдельные элементы. Далее в зазоры между элементами припуска устанавливают упругие металлические пластины 3, имеюплие утол- ш,ения в нижней части. Эти утолш,ения необходимы для увеличения плошади контакта металлических пластин 3 с обрабатываемой заготовкой , что позволяет исключить вероятность проникновения упомянутых пластин 3 в основной материал.
Длина пластин 3 превышает длину отрезаемого припуска на величину, зависяш.ую от толплины обрабатываемого материала и его физико-механических свойств, причем крайние пластины длиннее пластин, расположенных в центре заготовки, на 1,5- 2 мм.
Далее прикладывают дополнительные усилия через пуансон 4, выполненный из двух элементов. При этом наружной частью пуансона 4 воздейсгвуют на внешние элементы припуска, а внутренней частью пуансона 4 - на пластины 3, последние обеспечивают изгиб элементов припуска. Различная длина пластины 3 обеспечивает изгиб элементов припуска в нужном направлении. Далее осуш,ествляют внедрение плоских ножей 5 со скошенными кромками в материал заготовки 1, отделяя припуск от детали.
Пример. Листовой композиционный материал толщиной 15,1 мм, шириной 33 мм и высотой 70 мм фиксируют в штампе. Длина отделяемого припуска 29 мм. Припуск рассекают на четыре равных по тол- щине элемента. В местах рассечения припуска устанавливают металлические упругие пластины 3 из стали 65Г с капле- образны.ми утолщениями на нижних концах. Далее воздействуют на крайние элементы припуска внешней частью пуансона 4 с усилием Р2 13000 кгс, вследствие чего они теряют устойчивость и отгибаются от основного материала. После этого воздействуют внутренней частью пуансона 4 на пластины 3 с усилием Рз 11000 кгс и отделяют припуск от. детали ножами 5 с усилием Р4 25000 кгс. При этом качество среза удовлетворяет техническим требованиям, предъявляемым к изделиям из слоисто- волокнистых композиционных материалов. Изобретение позволяет повысить качество получаемых деталей, имеющих относительно невысокие характеристики на смятие.
Формула изобретения
Способ отрезки но авт. св. Л 1263398, отличающийся тем, что, с целью повышения качества получаемых деталей, в местах рассечения припуска устанавливают пластины, длина которых превышает длину отрезаемого припуска, а дополнительные усилия прикладывают к свободным торцам упо.Я- нутых пластин.
Редактор Л. Повхан Заказ 1514/14
Составитель И. Николаева
Техред И. ВересКорректор С. Черни
Тираж 709Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
.З
| Способ отрезки | 1985 |
|
SU1263398A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
