(54) УСТРОЙСТВО ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки давлением и устройство для его осуществления | 1977 |
|
SU737163A1 |
| Способ сварки плавлением | 1977 |
|
SU662298A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| Способ высокочастотной сварки плавлением по отбортованным кромкам | 1986 |
|
SU1447609A1 |
| Индуктор для высокочастотной сварки | 1977 |
|
SU625869A1 |
| Индуктор для высокочастотной сварки | 1990 |
|
SU1803288A1 |
| Индуктор для высокочастотнойСВАРКи | 1978 |
|
SU795820A1 |
| Способ высокочастотной сварки по отбортованным кромкам | 1985 |
|
SU1301610A1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
Изобретение относится к высокочастотной сварке металлов и может быть применено в электротехнической, автомобильной и других отраслях промышленности для сварки по отбортованным кромкам.
Известны устройства для высокочастотной
.сварки металлических изделий по отбортованным кромкам, содержащие высокочастотный нагреватель, пресс с зажимами для создания сварочного давления и источник питания ТВЧ 1.
Кромки нагревают токами высокой частоты с помощью проводника, расположенного над их торцами, а затем обжимают специальными зажимами.
Указанные устройства обеспечивают возможность сварки металлических изделий по любому контуру, но имеют ряд недостатков, препятствующих их широкому применению.
При использовании металлических зажимов они либо сильно нагреваются, либо существенно увеличивается время между моментом прекращения нагрева и моментом приложения давления (если металлические зажимы удалены во время нагрева на больщое расстояние от кромок). В последнем случае имеет место частичное охлаждение нагретых кромок и ухудшение качества сварного соединения.
Кроме того, описанные устройства не обеспечивают достаточно гибкое управление глубиной провара, т. е. при расноложении нагревателя над торцом кромок глубина нагрева определяется частотой тока.
Наиболее близким по технической сущности к изобретению является устройство, содержащее высокочастотные нагреватели, расположенные с обеих сторон от свариваемых кромок и выполненные в виде шин, через которые передается давление на эти кромки 2.
Однако н это устройство не обеспечивает достаточно высокое качество сварного соединения по отбортованным кромкам.
Цель изобретения - повышение качества сварного соединения путем обеспечения оптимальной величины деформации.
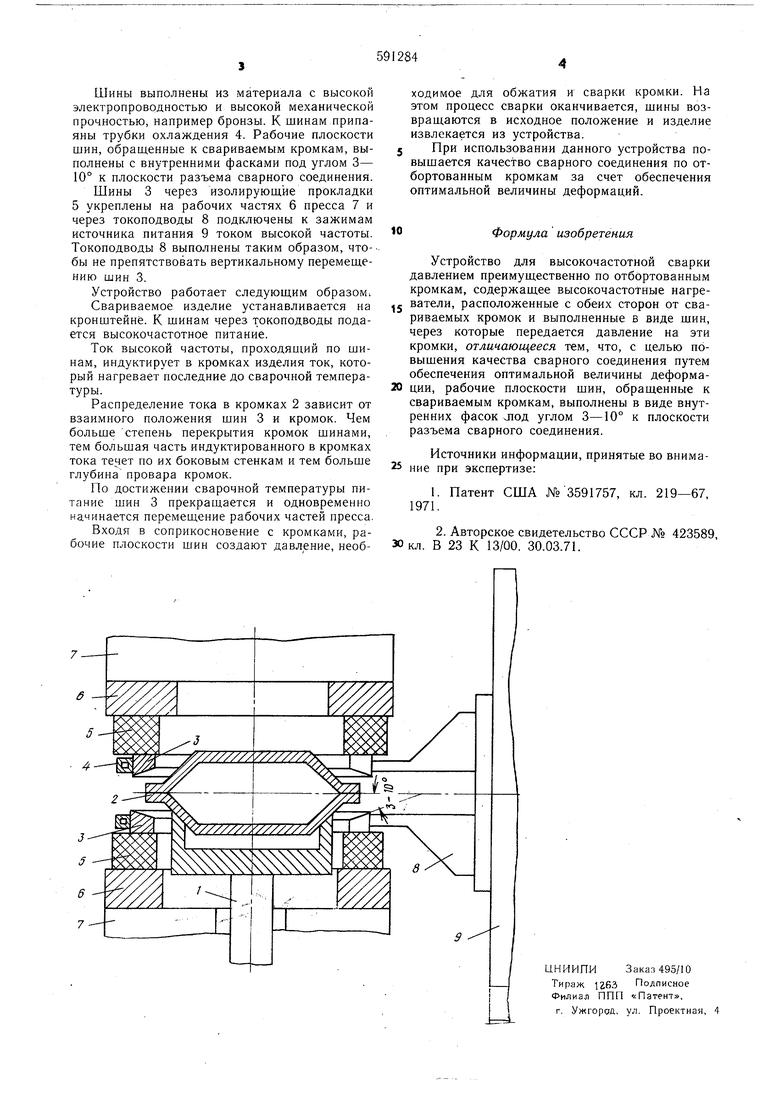
С этой целью рабочие плоскости шин, обращенные к свариваемым кромкам, выполнены в виде внутренних фасок под углом 3-10° к плоскости разъема сварного соединения.
На чертеже представлено предлагаемое устройство.
Свариваемое изделие устанавливается на кронштейне i. С обеих сторон свариваемых кромок 2 изделия с небольщим зазором располагаются щины 3, частично или полностью повторяющие контур свариваемого изделия.
