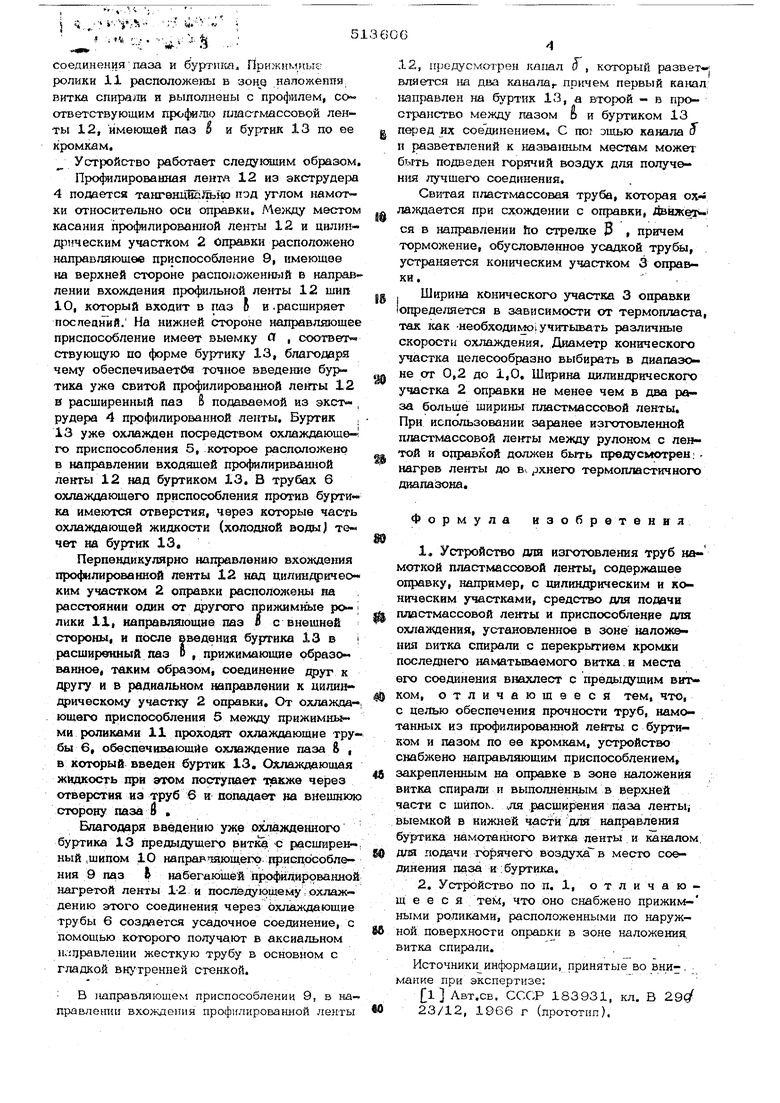
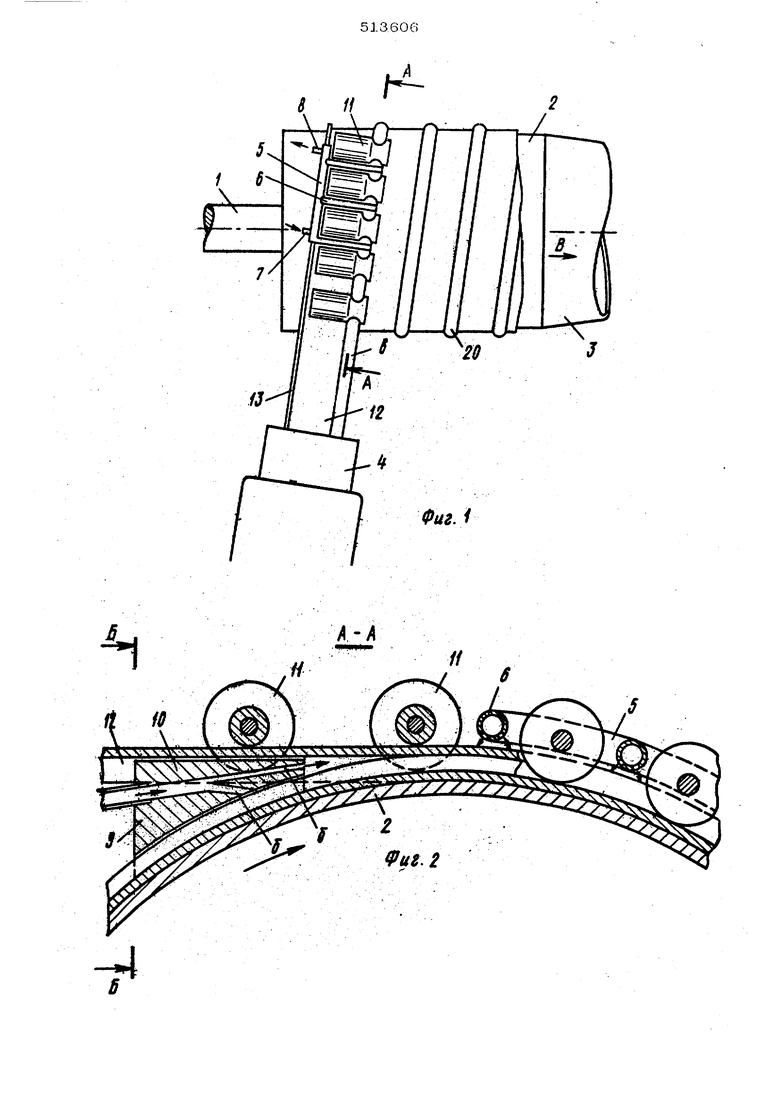
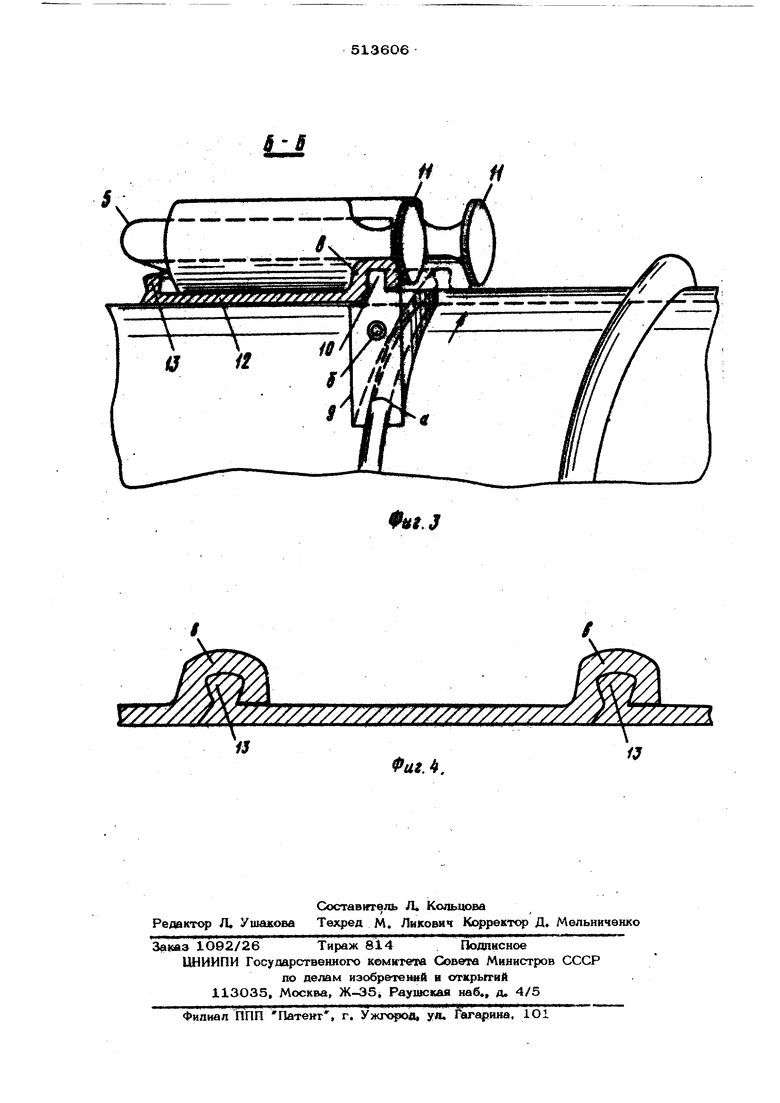
(54LyCTPQKCTBO ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ НА/АОТКОЙ ПЛАСТЛ1АССОВОЙ ЛЕНТЫ j «, Ч - i , ,.% .;. ..: соединения; паза и буртшш. Прижимные ролики 11 расположены Б зоне наложения витка спирали и эыполнены с профилем, соответствующим iipO(JiKJ пластмассовой ленты 12, имеющей паз I и буртик 13 по ее кромкам. Устройство работает следующим образом. Профилированная лента 12 из экструдера 4 подается тангенцйаШз1Ю под углом намотки относительно оси оправки. местом касания профилированной neifTbi 12 и цилин/цическим участком 2 Оправки расположено направляющее приспособление 9, имеющее на верхней стороне расположенный в направлении вхождения профильной ленты 12 шиге 10, который входит в паз J и .расширяет поспецний. На нижней стороне направляющее приспособление имеет выемку Я , соответ™ ствующую по форме буртику 13, благодаря чему обеспечивается точное введение буртика уже свитой профилированной ленты 12 в расширенный паз 6 подаваемой из экст рудера 4 профилированной ленты. Буртик 13 уже охлажден посредством охлаждаюше-ч го приспособления 5, которое расположено в направлении входящей профилириванной ленты 12 над буртиком 13. В трубах 6 охлаждающего приспособления против бурти ка имеются отверстия, через которые часть охлаждающей жидкости (холодной воды) те чет на буртик 13, Перпендикулярно направлению вхояздения профилированной ленты 12 над цилин;фиче1 КИМ участком 2 оправки расположены на расстоянии один от другого прижимные ролики 11, направляощие паз В с внешней стороны, и после введения буртика 13 в расширенный паз о , прижимающие образе ванное, таким образом, соединение друг к другу и в радиальном направлении к цилиндрическому участку 2 оправки. От охлажда- ющего приспособления 5 между прижимными роликами 11 проходят охлаждающие трубы 6, обеспечивающие охлаждение паза ft , в введен буртик 13. Охлаждающая жидкость при этом портупает также че|рез отверстия из труб 6 и попадает на внешнюю сторону паза и , Благодаря введению уже охлаи(дв1шого буртика 13 предь дущего вит1 9 рйсшире ный ,шипом 10 надравтяющего приспособления 9 паз Ь набегающей профилированной нагр&гой ленты 12 и послел ющему охлаждению этого соединения через охлаиодающие трубы 6 создается усадочное соединение, с помощью которого получают в аксиальном 1и;17равлении жесткую трубу в основном с гладкой внутренней стенкой. В направляющем приспособлении 9, в направлении вхождення профилированной ленты 5 6 12, продусмотрен канал О , который развет-; вляется на два канала причем первый канал шправлен на буртик 13, а второй - в пространство между пазом о и буртиком 13 перед их соединением, С пог эщью канала 3 п разветвлений к названным местам можеа быть подведен горячий воздух для получения лучшего соединения. Свитая пластмассовая труба, которая охла кдается при схождении с оправки. Движет ся в направлении ho стрелке В , причем торможение, обусловленное усадкой тру&л, устраняется коническим участком 3 оправки. . Ширина конического участка 3 оправки юпределяется в зависимости от термопласта, так как -необходимо у читывать различные скорости охлаждения. Диаметр конического участка целесообразно выбирать в диапазоне от 0,2 до 1,0. Ширина цилиндрического учасгка 2 оправки не менее чем в два раза больше ширины пластмассовой ленты. При использовании заранее изготовленной пластмассовой ленты между рулоном с лентой и оправкой должен быть предусмотрен; нагрев ленты до верхнего термопластичного тапаэокат Формула изобретения 1,Устройство для изготовления труб намоткой пластмассовой ленты, содержащее оправку, например, о цилиндрическим и коническим участками, средство для подачи пластмассовой и приспособление для охланадения, установленное в зоне наложения витка спирали с перекрытием кромки последнего наматываемого витка, и места его соединения внахлест с предыдущим витком, отличающееся тем, что, с целью обеспечения прочности труб, намотанных из профилированной лейты с буртиком и пазом по ее кромкам, устройство снабжено направляющим приспособлением, закрепленным на оправке в зоне наложения витка спирали и выполненнь1М в верхней части с шйпоь. лля .расширения паза ленты; выемкой в нижней части для направления буртика намотанного витка ленты и каналом. для подачи гЪрячего воздуха в место соединения паза и:буртика. 2.Устройство по п. 1, отличающееся тем, что оно снабжено прижимными роликами, расположенными по наружной поверхности оправки в зоне наложения, витка спирали. Источники информации, принятые во вин-. . мание при экспертизе: l Авт.св. СССР 183931, кл, В 29д 23/12, 1966 г (лрогогип).
Фиг. 
т
У/////////777/7///777/ /77777.
fcrj
