Обычно отверстия в стержнях, например, в хвостовиках сквозной упряжки вагонов не пробивают, а сверлят и затем фрезеруют на токарных или фрезерных станках. Такая работа дорога и занимает много станков.
Пробивание отверстий посредством обычных штампов было невозможно вследствие получения на изделии изгиба и утолщения в месте прохода через него пунсона.
Это явление устраняется в новом штампе тем, что изделие зажимается боковыми колодками.
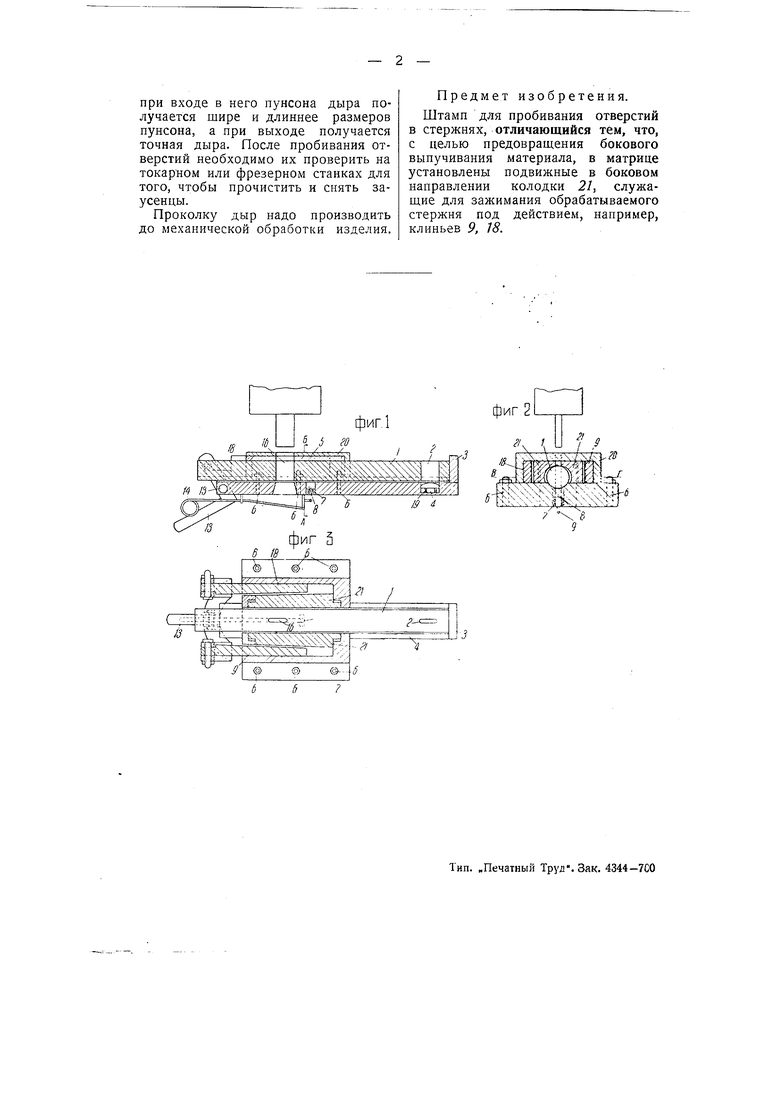
На чертеже фиг. 1 изображает продольный разрез нового штампа; фиг. 2 -разрез по линии АБ на фиг. 1; фиг. 3-разрез по линии ВГ на фиг. 2.
Штамп несложен, и в его изготовлении нет больших затруднений. Цифрой 1 обозначен хвостовик, в котором нужно продавить отверстия 2 и 16. Задний упор 3 и центрующая защелка 4 служат для правильной центровки отверстий, чтобы они получились параллельными и на требуемом расстоянии одно от другого.
Центрующая защелка входит в отверстие 2 под действием пружины 19. Штамп крепится к прессу болтами 6. Цередняя упорная защелка 8 служит для полупения отверстия 2 на требуемом расстоянии от переднего конца хвостовика /. Защелка 8 находится под действием пружины 7 и оттягивается рычажком. После проколки отверстия 2 нажимают одной рукой на рычаг 13 вниз; при этом клинья 9, 18 выходят из матрицы, и зажимиые колодки 21, 21 освобождают хвостовик; другой рукой берут за кольцо 14 и оттягивают переднюю упорную задвижку 8, а хвостовик продвигают вперед до тех пор, пока он не упрется в упор 3. После этого клинья 18 снова вводят в матрицу 20, которая прикреплена намертво, и нажимают на зажимные колодки 2/, которые плотно охватывают хвостовик. При таком устройстве штампа избегают изгиба и утолщения тела заготовки в местах прохода пунсона. При определении размера пунсона должно быть принято во внимание то обстоятельство, что при пробивании отверстия в изделии, нагретом до 600-700°,
при входе в него пунсона дыра получается шире и длиннее размеров пунсона, а при выходе получается точная дыра. После пробивания отверстий необходимо их проверить на токарном или фрезерном станках для того, чтобы прочистить и снять заусенцы.
Проколку дыр надо производить до механической обработки изделия.
Предмет изобретения.
Штамп для пробивания отверстий в стержнях, отличающийся тем, что,
с целью предовращения бокового выпучивания материала, в матрице установлены подвижные в боковом направлении колодки 21, служащие для зажимания обрабатываемого стержня под действием, например, клиньев 9, 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВАНИЯ ЗАГОТОВОК ГАЕК НА ФРИКЦИОННОМ ПРЕССЕ | 1931 |
|
SU38096A1 |
| Приспособление к дыропробивному станку для работы без разметки | 1931 |
|
SU25837A1 |
| Автоматический станок для изготовления пуговиц | 1927 |
|
SU35798A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Комбинированный штамп | 1926 |
|
SU8896A1 |
| Штамп для вырубания из листового материала цифр, букв и т.п. | 1933 |
|
SU40933A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ КАМЕР ИЗ ТРУБ | 1927 |
|
SU7332A1 |
| МАШИНА ДЛЯ ПРОБИВАНИЯ ОТВЕРСТИЙ В СТАТИСТИЧЕСКИХ КАРТОЧКАХ | 1925 |
|
SU2852A1 |
| Способ соединения двух параллельных труб У-образным коленом | 1925 |
|
SU9831A1 |
| МАШИНА ДЛЯ ПРОСЕКАНИЯ ДЫР В СТАТИСТИЧЕСКИХ КАРТОЧКАХ | 1925 |
|
SU16933A1 |
3
фиг 2
21
.-;:-4l K.--;.
IS 47
