В большинстве случаев на нереверсивных станах задача листов в валки производится вручную. Работа вальцовщика-чрезвычайно напряженная, и производительность стана при наличии больших пауз между задачами листов значительно снижается. Предлагаемая автоматическая подача листов в валки станов холодной прокатки предусматривает ликвидацию физического труда вальцовш,ика и возможность получения максимальной производительности стана. Это устройство особенно хорошо применимо для непрерывных станов.
На чертеже фиг. 1 представляет вид устройства сбоку; фиг. 2-вид спереди; фиг. 3, 4, 5 показывают соответственно продольный и поперечный разрезы тележки и схему ее привода (вид сверху). На фиг. б показана тележка с полной пачкой листов в начальный момент ее движения, а на фиг. 7-положение тележки в конечный момент разгрузки. Фиг. 8 показывает конструкцию вакуумного присоса. На фиг. 9 показан в боковом виде вариант подающего устройства механизма, на фиг. 10-
то же в виде спереди. Фиг. 11, 12- и 13 изображают соответственно в трех проекциях другой вариант выполнения подающего устройства; фиг. 14 изображает приспособление для сбрасывания листов на конвейер применительно к этому варианту. На фиг. 15 показано устройство подающего механизма в третьем варианте в виде сбоку, на фиг. 16-то же в виде спе- реди; на фиг. 17-положение поворотного рычага в момент сбрасывания листа на конвейеры при этом варианте. Фиг. 18 и 19 представляют конструктивное видоизменение поворотного рычага в двух положениях применительно к третьему варианту.
Устройство состоит из ленточного конвейера /, непосредственно задающего листы в валки стана, и загрузочного механизма-тележки 75, из которой листы по одному поступают на конвейер с помощью поворотных захватных рычагов 3. По направляющим 77 на роликах /6 параллельно ленте 7 движется тележка /5. Тележка эта не имеет дна и передней стенки и потому свободно может заходить
на конвейер /, пропуская внутри себя крайние его ленты.
Для удержания листов, вместо дна, тележка в нижней своей части имеет небольшие буртики.
Передвижение тележки осуществляется синхронно с движением рычагов 3, и за каждый оборот кривошипа 4 тележка подается вперед на толщину одного листа. К стенке тележки прикреплена разъемная гайка 7/, внутри которой ходит винт JO, укрепленный в подшипниках опорной рамы. Винт W получает движение от насаженного на оси 2 кривошипа 7 через шарнирную передачу S, 8, храповик /2 и коническую передачу 9 (фиг. 1 и 5). Так как гайка // разъемная, то после пропуска всех листов тележка 13 снимается, и на ее место ставится новая тележка с подобранной пачкой листов. Регулирование подачи тележки /5 для .разной толщины листов осуществляется путем изменения плеча тяги 8, для чего последняя снабжена рядом отверстий (фиг. 3).
Конвейер / приводится в движение от самостоятельного мотора или от валка стана при помощи цепной или зубчатой передачи. Для получения максимального эффекта скорость конвейера - делается больше скорости прокатки с тем, чтобы получить следование листов один за другим возможно ближе друг к другу.
В конце конвейера / помещен поперечный вал 2, на котором сидят рычаги 3, получающие вращательное движение около своей оси от кривошипного механизма 4 и рычага 14.
На рычаге 3 расположен электромагнит (или пневматический вакуумник) 5. При применении электромагнита подводка тока к нему осуществляется через вращающийся контакт5. Когда рычаг 3 находится в своем крайнем положении, ток включен, и электромагнит работает. Б среднем положении рычага контакт 6 выключает ток, и магнит не работает. Работа магнита сводится к следующему: пройдя среднее положение вверх, электромагнит 5 идет к листу и, придя в крайнее положение, притягивает лист, после чего начинается обратное движение рычага с листом вниз. Пройдя среднее положение, магнит перестает работать и несет на себе лист лишь до ленты конвейера. Ложась на ленту конвейера, лист подхватывается им и движется к прокатным валкам, захватываясь ими. При этом замыкается контакт, рычаг 3 начинает двигаться вверх за новым листом, и работа механизма повторяется непрерывно.
Так как скорость прокатки меньше скорости конвейера, то эти скорости и постоянную угловую скорость кривошипного механизма 4 можно подобрать так, что к моменту выхода первого листа из валков второй лист поспеет к задаче. Для того, чтобы электромагнит брал всегда только один лист, предусматривается регулировка его подъемной силы. Очевидно, что крайние положения рычагов 3 постоянны, следовательно и положение листа относительно рычага 3 должно быть также постоянным. Это осуществляется движением пачки листов за каждый ход рычага на толщину листа в сторону стана.
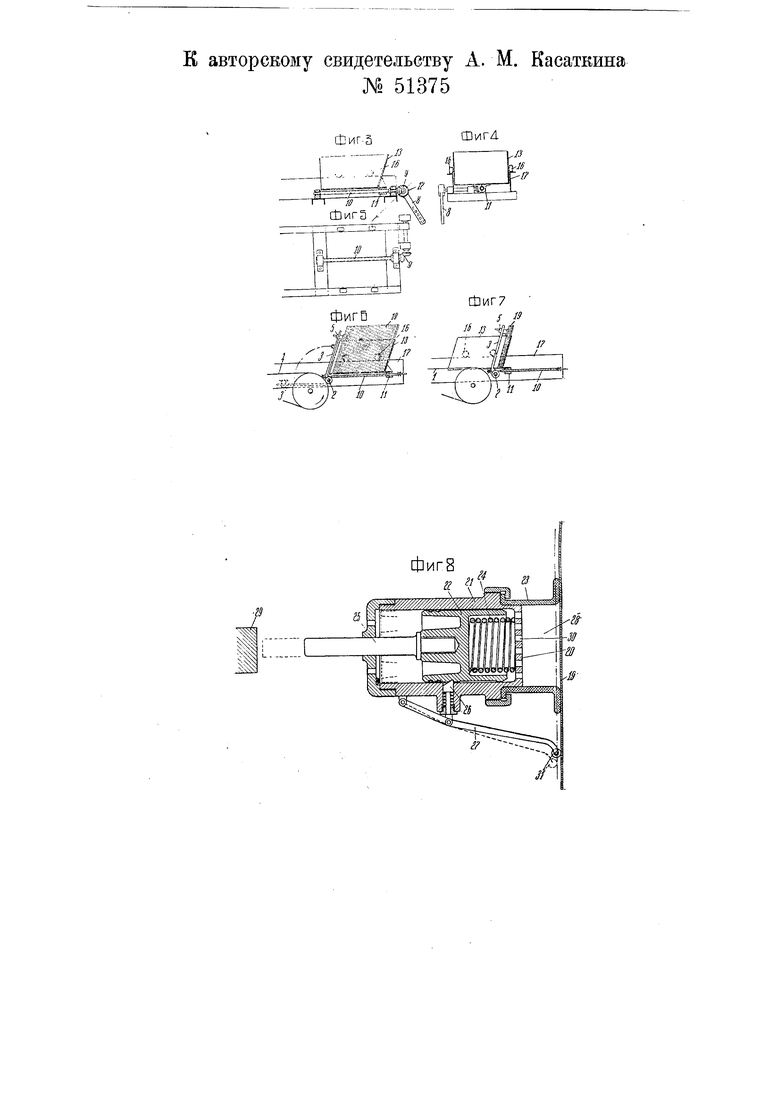
В случае применения вакуумного присоса вместо электромагнитного предлагается вакуумник, автоматически заряжаемый и захватывающий лист под действием пружины и резинового присоса и опускающий лист при встрече с предельным упором (фиг. 8).
Вакуумник состоит из цилиндра 27 с помещенным в нем порщнем 22 и нажимной пружиной 24. На одном конце цилиндра 27 насажен резиновый наконечник-присос 23, а на другом конце его-выходной хвостовик 25 поршня 22. Полость 28 цилиндра отделяется от полости, образуемой листом и присосом 23, стенкой 20 с отверстиями 30 для прохода воздуха. Сбоку цилиндра 22 имеется отверстие, в котором ходит собачка 26, управляемая рычагом 27, отжимаемым вниз под воздействием листа 19 на ролик 57.
Работа вакуумника происходит следующим образом. В начальном положении поршня (соответствующем положению на фиг. 8) собачка 26 удерживает поршень 22, а пружина 24 в это время максимально сжата. Когда наконечник 23 подойдет к листу 19, рычаг 27 находится в положении, указанном на схеме сплошными линиями; при дальнейшем движении рычага к листу резиновый наконечник 23 плотно прижимается к листу, частично деформируясь, а рычаг 27 будет отклоняться в сторону в положение, показанное пунктиром. При этом собачка 26 начнет перемещаться, в сторону движения рычага 27, и наступит момент, когда собачка 26 не будет держать поршень 22, а действующая на него пружина 24 резко передвинет его в положение, указанное пунктиром. Естественно, что при движении поршня 22 в камере 28 получается разрежение, что и будет держать лист на время его движения до крайнего нижнего положения, т. е. до уровня конвейера /.
Когда головка вакуумника приблизится к конвейеру, хвостовик 25 порщня упрется в постоянный упор 29, и поршень начнет передвигаться в свое первоначальное положение, сжимая пружину 24. При этом собачка 26 запрет поршень 22, вакуумник вновь зарядится, и цикл повторяется.
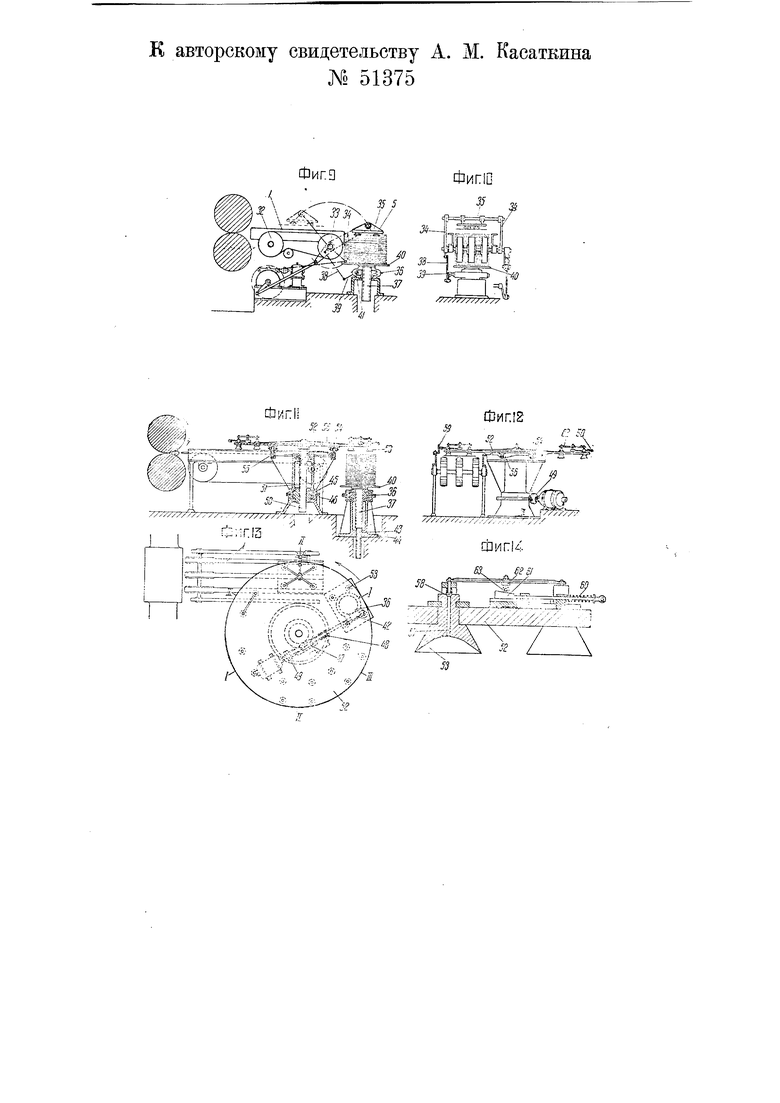
Видоизмененный механизм (фиг. 9 и 10) состоит из конвейера /, расположенного перед станом и приводимого в движение через шкив 32 от движения валков или от специального двигателя. На втором валу 33 конвейера шкивы его сидят вхолостую, и на концах вала надеты рычаги 34, на концах которых расположена шарнирно на оси плита 55 с электромагнитами или пневматическими вакуумниками 5.
Подача листов на конвейер производится путем захватывания их со стола 40 электромагнитами или пневматическими вакуумниками при движении рычага 34 от кривошипного механизма. Подача пачки листов вверх осуществляется подъемом стола 40 благодаря вращению червячной шестерни 36 и ввертыванию винта 37 вследствие качания храпового механизма, установленного на валу 41 червячного винта, от рычагов 38 и 39.
Соответственно показанному пунктиром на фиг. 9 положению плиты 35 лист сбрасывается автоматически
путем выключения электромагнита или пневматического вакуумника.
С целью максимального повыщения производительности и автоматизации стана, на фиг. 11, 12, 13 и 14 представлен второй вариант механизма. Стол 40, на котором горизонтально укладывается пачка листов, имеет устройство, аналогичное предыдущему варианту. При включении двигателя путем вращения червячного винта 42 приводится во вращательное движение червячная шестерня 36, сцепленная с червяком. Червячная шестерня 36 имеет в центре нарезку, в которую ввернут вертикальный винт 37. Этот винт в нижней своей части имеет цилиндрическое окончание с продольной шпоночной канавкой, которая может скользить по шпонке 43 вверх и вниз. Шпонка 43 укреплена в корпусе стола 44. Следовательно, при вращении шестерни 36 винт 37 будет ввертываться и поднимать стол 40 вверх. Подача стола рассчитана так, что идет соответственно убыванию листов на толщину листа за каждый захват листа и передачу его на конвейер 7.
Рядом со столом, на котором уложена пачка листов, находится вращающийся, непрерывно подающий механизм. Он состоит из корпуса 45,. в нижней части которого имеется червячная передача с щестерней 46 Шестерня 46 сцепляется с червячным винтом 47, которым приводится во вращательное движение. Червячный пустотелый винт 47. непосредственно с двигателем не соединен, а соединяется лишь при помощи зубчатой муфты 48, которая сидит на шпонке на валу, выполненном за одно целое с червячным винтом 47. Вал с червяком 42 соединен с двигателем эластичной муфтой 49. Этот вал проходит сквозь тело червячного винта 47.
Такое устройство необходимо для опускания стола 40 в свое первоначальное положение, когда пачка листов будет задана в стан. В центральное отверстие червячной шестерни помещен вертикальный вал 50 на скользящей щпонке 5/. На вертикальном валу 50 в верхней части насажен диск 52, на котором на шести ровных частях по окружности, соответственноПоложениям /-/, //-11,111-///, укреплены электромагниты или пневматические присосы 53. Расположение присосов, по четыре или по два, устанавливается в зависимости от размера листов. При вращении вала 50 диск будет вращаться, катясь своими роликами 54 по кольцу 55, которое помещено неподвижно на корпусе 45 подающего механизма. Кольца 55 в соответствии с расположением присосов или электромагнитов 53, т. е. соответственно положениям /-/, //-//, ///-/// на своей рабочей поверхности (по которой катятся ролики 54 имеют углубления 56. Следовательно, при вращении диска 52 он будет иметь также периодические движения вверх и вниз, причем углубления 56 в кольце 55 сделаны так, что, начиная с момента захвата листа, движение вверх диска 52 идет равномерно, а когда лист со стола из положения /-/ придет в положение 11-11, диск имеет движение (сравнительно резкое) вниз. При этом первый лист передается на конвейер, и одновременно со стола берется новый лист. При дальнейшем вращении диск 52 вновь будет равномерно подниматься вверх; когда диск доходит до положения //-//, цикл повторяется. Таким образом, работа механизма протекает до того момента, когда все листы будут израсходованы. Когда же все листы заданы в стан, стол опускается в нижнее положение. Для этого муфта 48 выключается, и дается обратное вращение двигателю. При работе с присосами захват листов происходит следующим образом. При резком опускании диска 52 (фиг. 14) вниз резиновый колпачок присоса 53 деформируется и вытесняет воздух из своей полости через канал 57 и клапан 55; диск при подъеме захватывается вследствие вакуума. В этот же момент при опускании листа в положение II-П произойдет отставание предыдущего листа и передача его на конвейер,что происходит автоматически под действием упора 59, укрепленного на раме конвейера через посредство стержня 60 с клином б/, который, опираясь на траверзу 62 с роликом 63, поднимает ее и тем самым открывает клапан 55,
вследствие чего давление уравновещивается мгновенно, и лист отпадает.
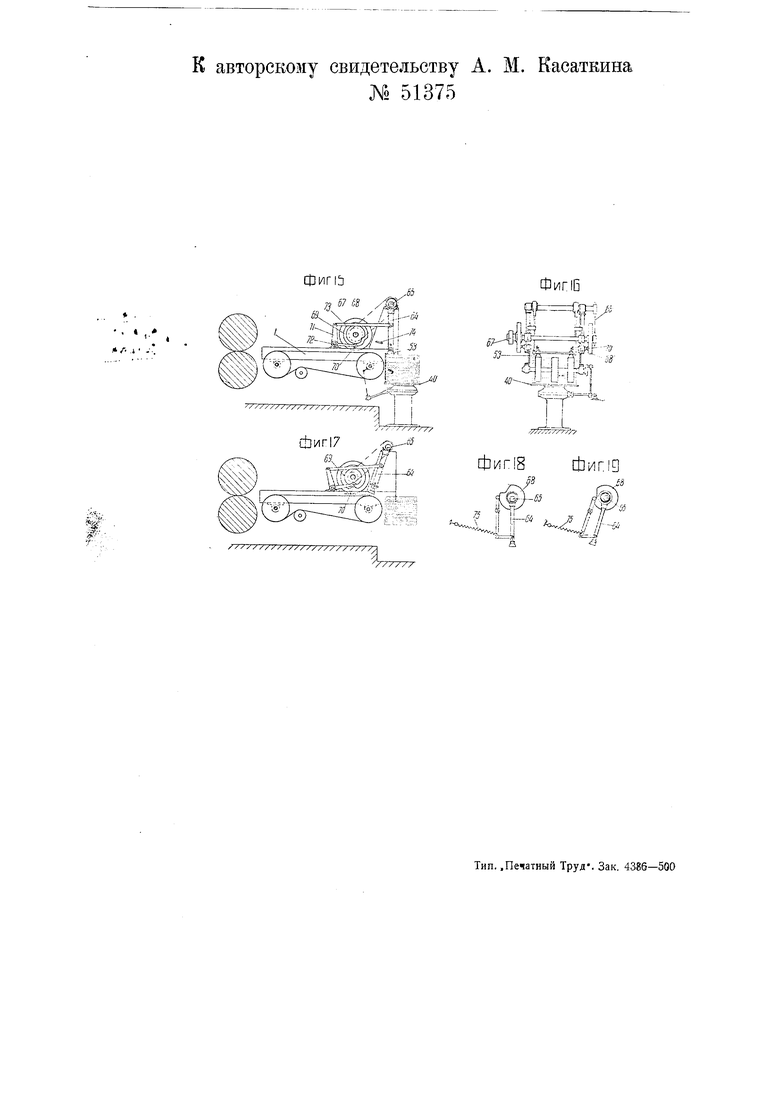
Третий вариант механизма, представленный на фиг. 15, 16, 17, 18 и 19, преследует цель легкости его выполнения, а также более непрерывную подачу листов одного за другим на конвейер.
В нижней части конвейера / установлен подающий механизм, состоящий из шатуна 64, который может качаться около оси 65, представляющей собой эксцентрик.
Ось 65 приводится во вращение при помощи цепной передачи 66 от вала 67. На валу 6 посажен диск 68 с канавкой 69. В канавку 69 входит ролик 70, укрепленный на своей оси на конце рычага 71. Рычаг 7/, в свою очередь, может поворачиваться около неподвижной оси 72 и связан с шатуном 64 подающего механизма тягой 73. Работа конвейера / и подъемного стола 40 производится так же, как это описано в предыдущих вариантах.
Вал 67, получая вращательное движение от двигателя через редуктор, одновременно вращает и сидящий на нем диск 68. Как уже было сказано выше, эксцентриковая ось 65 получает вращательное движение посредством цепной передачи 66.
Следовательно, включив двигатель, одновременно начинают вращать как вал 67, так и эксцентриковую ось 65.
На конце шатуна 64 имеется присос или электромагнит 53, каковых в зависимости от размера листов может быть помещено два или более.
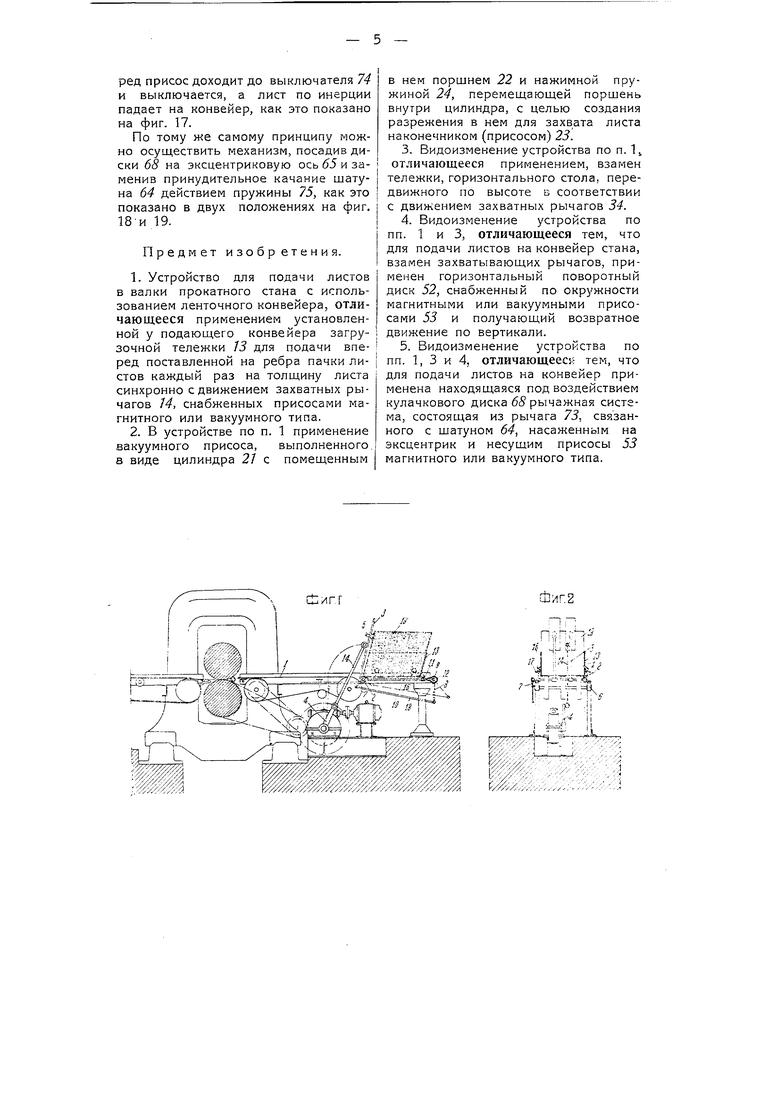
Как показано на фиг. 15, при вращении вала 67 и эксцентриковой оси 65 ролик 70 будет катиться по канавке 68, причем положение рычага 71 будет неизменно почти на три четверти окружности. На первом полуобороте вследствие наличия эксцентриситета оси 65 шатун 64 с присосом 53 пойдет вниз и захватит лист, на следующей четверти оборота пойдет вверх и приподнимет лист за одну кромку над пачкой. На четвертой части оборота вала 67 и эксцентриковой оси 65 произойдет поворот шатуна 64 вследствие того, что ролик 70 в канавке 69 изменит свое положение и повернет рычаг около оси 72. При движении вперед присос доходит до выключателя 74 и выключается, а лист по инерции падает на конвейер, как это показано на фиг. 17.
По тому же самому принципу можно осуществить механизм, посадив диски 68 на эксцентриковую ось 65 и заменив принудительное качание шатуна 64 действием пружины 75, как это показано в двух положениях на фиг, 18-и 19.
Предмет изобретения.
1.Устройство для подачи листов в валки прокатного стана с использованием ленточного конвейера, отличающееся применением установленной у подающего конвейера загрузочной тележки 13 для подачи вперед поставленной на ребра пачки листов каждый раз на толщину листа синхронно сдвижением захватных рычагов 14, снабженных присосами магнитного или вакуумного типа.
2.В устройстве по п. 1 применение вакуумного присоса, выполненного в виде цилиндра 27 с помещенным
в нем порщнем 22 и нажимной пружиной 24, перемещающей поршень внутри цилиндра, с целью создания разрежения в нем для захвата листа наконечником (присосом) 23.
3.Видоизменение устройства по п. 1 отличающееся применением, взамен
тележки, горизонтального стола, передвижного по высоте в соответствии с движением захватных рычагов 34.
4.Видоизменение устройства по пп. 1 и 3, отличающееся тем, что для подачи листов на конвейер стана, взамен захватывающих рычагов, применен горизонтальный поворотный диск 52, снабженный по окружности магнитными или вакуумными присосами 55 и получающий возвратное движение по вертикали.
5.Видоизменение устройства по пп. 1, 3 и 4, отличающеес тем, что для подачи листов на конвейер применена находящаяся под воздействием кулачкового диска 68 рычажная система, состоящая из рычага 75, связанного с щатуном 64, насаженным на эксцентрик и несущим присосы 55 магнитного или вакуумного типа.
ИГ
.2
,к /
,.- .-,
I : Л „
115Э -te
J L; J lyV
, iP
к авторскому свидетельству А. М. Касаткина
№ 51375
ШигД
I
к авторскому свидетельству А. М. Касаткина
№ 51375
Фиг.а
,-;..f/
л .H--, , / 2
ФипИ
к авторскому свидетельству А. М. Касаткина
№ 51375
фипь
ФИГ1
1|Ц.:
.:|,
1 J.n
41/nburisсЬипд
